



摘要: 介紹西門子802D sl 數控係統實現磨床的磨削位置對刀功能的開發(fā)。
作為數控磨床的操作者要根據磨削(xuē)效果調整(zhěng)磨削量(liàng)、磨削速度等磨(mó)削工藝參數(shù)。在磨削(xuē)前,操作者要將工件的磨削位置(zhì)輸入(rù)到相應(yīng)參(cān)數中,比如X 軸磨(mó)削位,Z 軸磨削位,一般方式為操作者將機床軸運(yùn)動到工件磨削位,將機床坐標(biāo)界(jiè)麵下對應各軸(zhóu)當前位置值記下,轉至參數界麵,將記錄的(de)數值(zhí)輸入到機(jī)床廠家預定義的參數中,這樣,由於界麵切換的操作,以及人工輸入的方式將造成使用上的不便以及數值錯誤會造成的撞車等危險。鑒於此(cǐ),需要開發對刀(dāo)功能。雖然各個數控磨床(chuáng)廠家配置的(de)數控(kòng)係統品牌型號不同,但相應的功能其(qí)作(zuò)用相同,隻是名稱區(qū)別。本文以西門(mén)子802D sl 數控係統為例介紹3 種對刀功能方案的開發。
1 、對刀功能開發
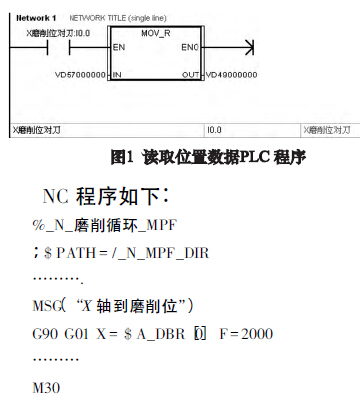
方案1: PLC 讀取軸位置後送至相關位置參數。802D sl 係統采用PLC 程序可以讀取機床坐標中的各個軸的位置。對應(yīng)各軸的位(wèi)置地址:第一軸: VD57000000; 第二軸(zhóu): VD57010000; 第(dì)三軸: VD57020000; 第四軸: VD57030000; 第(dì)五軸: VD57040000。802D sl 係統提供512 字節NC 與PLC 交換(huàn)數據,PLC 定(dìng)義接口地(dì)址對應公共存儲(chǔ)區V49000000. 0~V49000512. 7,可以按字(zì)節、字、長字對(duì)其讀取。NC 亦定義了係統(tǒng)變量對應於此公共存儲(chǔ)區,NC程序中可以利用係統變量對該存儲(chǔ)器進行讀(dú)寫。係統變量為(wéi): $ A_DBB[n]———字節; $ A_DBW[n]———字; $ A_DBD[n]———長字; $ A_DBR[n]———浮點(diǎn)數。其中n 表示地址偏移。結合上述功能編輯PLC 程序,如圖1 所示。用對刀按鈕觸(chù)發,將軸位(wèi)置VD57000000 以MOV_R 形式傳遞到V49000000 中,在NC 磨削循環中可以將將係統變量$ A_DBR[0]直接用於X 軸磨削位(wèi)或賦(fù)值給其(qí)他變量。
方案2: 采用(yòng)異步子程序在NC 程序中將(jiāng)軸位置賦值給相關(guān)位置參數
西門(mén)子數控802D sl 可以使用異步子(zǐ)程序功能,即可以采用(yòng)PLC 程序觸發一些NC 程序,這個操作不受操作模式的限製(zhì),也不受任何加工程序的限製,從而為磨床在非循環加工(gōng)前對刀提供了條件,機床製造(zào)商可以在JOG 方式下觸發NC 程序將軸位置賦值給相關位置參數( 磨削(xuē)循環中的變量R 參數) 。具體步驟如下:
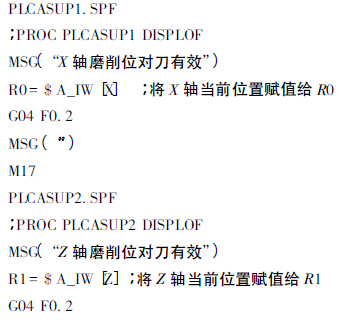
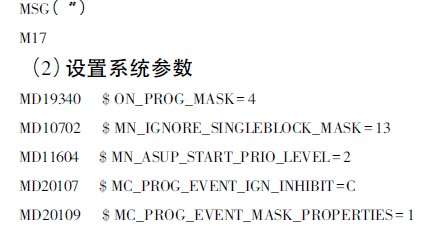
( 1) 將(jiāng)PLCASUP1. SPF 和PLCASUP2. SPF 兩(liǎng)個程(chéng)序存放在CMA 機床製造商循環(huán)目錄。兩個ASUP 子程序如下:
( 3) PLC 進(jìn)行初始化ASUPS 初始化信號:
①VB12000001: 送數值1: 分配中斷程序PLCASUP1.SPF,其優先級為1。送數值2: 分配中斷程(chéng)序PLCASUP2. SPF,其優先級為2。
②V12000000. 0: 啟動。
③V12000000. 1: 寫變量。
④V12000000. 2: PI 服務。
初始化梯形圖,如圖(tú)2 所示。
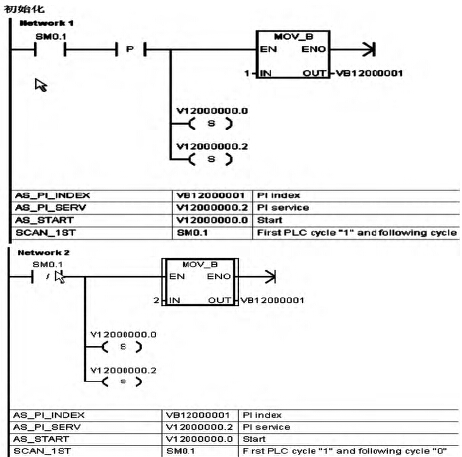
圖2 初始化梯圖
出錯時複(fù)位中(zhōng)斷請求梯形圖(tú),如圖3 所示。用10. 0 觸發PLCASUP1. SPF 中斷(duàn)程序(xù),實現X軸(zhóu)磨削位對刀梯形圖,如圖4 所示。
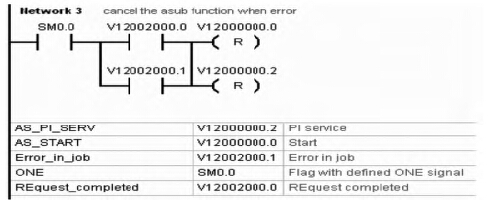
圖3 複(fù)位中斷請求梯形圖
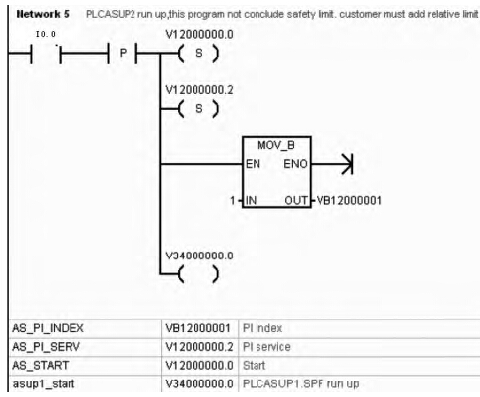
圖4 X軸對(duì)刀梯形(xíng)圖
用I0. 2 觸發PLCASUP2. SPF 中斷(duàn)程序,實現Z軸磨削位對(duì)刀梯形(xíng)圖,如圖5 所示。
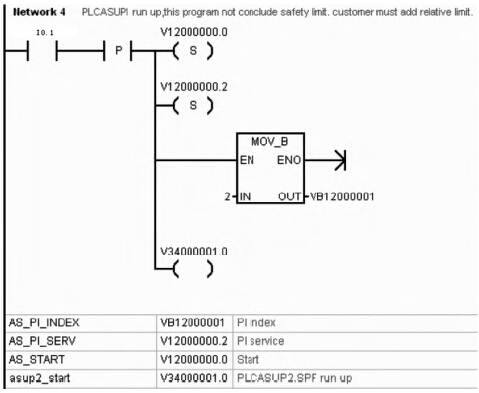
圖5 Z軸對刀梯形圖
在上述操(cāo)作後,通過按壓X 對刀按鈕I0. 0 即可(kě)將X 軸位置送至R0,通(tōng)過按壓Z 軸對刀按鈕I0. 1 即可將Z 軸位置送至R1,在磨削循環中R0 和R1 可以直接用於編程。
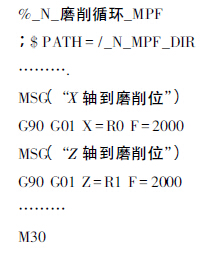
磨削循環程序如下:
方案3: OEM 人機界麵中(zhōng)處理(lǐ)係統(tǒng)變量將軸位置賦值給相關位置參數。在用戶界麵(miàn)下采用軟鍵觸發OP 寫指令,如下:
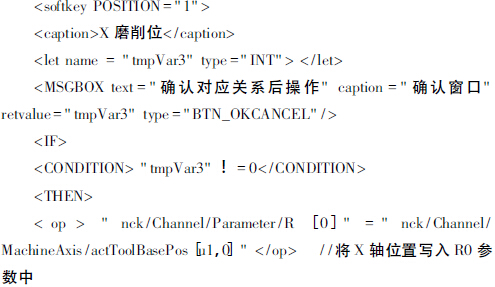
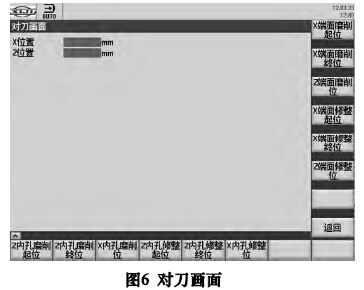
在用戶界麵下操作者(zhě)可以進行各個位置對刀操作,磨(mó)削循環中可以(yǐ)直接應(yīng)用R 參數編程。對刀畫麵如圖6 所示
2 、結語
對比上述3 種方案,各有優劣(liè),方案1、2 中都采用了PLC 與(yǔ)NC 結合(hé)實現,編程工作量大,更新修改麻煩,方案3 隻在人機界麵中編程實現,對原PLC 和(hé)NC無任何影響,比較適合已有(yǒu)機床(chuáng)功能增加。人機界麵的開(kāi)發不僅局限在對刀操作(zuò),還(hái)有(yǒu)更多的功能可實現,對於提高機床品質會(huì)有很多幫助,機床電氣設計人員可以將此作為開(kāi)發重點(diǎn)。
如果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月(yuè) 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金(jīn)屬切(qiē)削(xuē)機床產量數(shù)據
- 2024年10月 金(jīn)屬切削(xuē)機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據