


淺述數控車軸(zhóu)磨床測量儀修複工藝
2022-9-2 來源:中車長江銅陵車輛(liàng)有限公司 作者:王家福 劉決誌 李立群
摘要:國外先進設備和高精度設備考慮到人為因素的影響,考慮到人為(wéi)因素(sù)影響可能(néng)產生的風險,一般(bān)都具有自我診斷和自我保護的功能。本文所述就是上述(shù)功能的一種正常現象,但用戶必須排除由此產生“死機”現象的主要故障(zhàng)原因,才(cái)能正常開動設備。經過筆者(zhě)認真探索,仔細研(yán)究(jiū),在掌握(wò)了測量儀基本結構和工作原理的基礎上,清除了產生報警的缺陷,再次啟動機床進行(háng)了車軸的(de)磨削作業操(cāo)作,整個作業過(guò)程沒有產生不(bú)正常現象(xiàng),實(shí)踐證明,該操作方法是(shì)可(kě)行的,完全達到了預(yù)期效果。
關鍵詞:數控磨床;測量儀;自我診斷(duàn);報警;停機;修複
0 引言
隨著鐵路(lù)運輸的高速化發展,對軌道交(jiāo)通所采用的貨運車輛(以下簡稱貨車)提出了相應的(de)要(yào)求;故此,對貨車的關鍵零配件(jiàn)提出了更高(gāo)的技術要(yào)求。為了適應上述要求,本公司於 2004 年從西班牙 DANOBAT 公司進口了HG913000A2R 型數控成型磨床,以用於生產貨車轉向架總成的重要零件-車(chē)軸(zhóu)。(圖 1)

圖1 HG913000A2R 型數控成型(xíng)磨床
1、 機床性能及測量係統特點
1.1 機床性能
①HG913000A2R 型數(shù)控成型磨床(chuáng)(以下簡稱磨床)的X 軸采用光柵(shān)尺全閉環控製;
②砂輪軸(zhóu)采用動靜壓軸承,使用意(yì)大利 BALANCE 公(gōng)司(sī)主軸動態平衡係統;
1.2 機(jī)床測量係統特點
①測量儀采用絕對值在(zài)線測量;
②測量儀采用計算機控製整個測量過程;
③測量儀和 CNC(數控係統)通訊(xùn)采用數字量的方式;
④計算機的測量界麵通過 VNC server及 VNC viewer 方式在 CNC 的 PCU 上顯(xiǎn)示;
⑤機床的控製精度為 0.002mm,實際加工(gōng)精度在 0.005mm 以內。
2、 數控磨(mó)床測量(liàng)儀的原理和結(jié)構(圖 2)

圖2 數控成型磨床測量儀
2.1 測量儀的原理(lǐ)
車軸磨床在線(xiàn)自動測量係統采用的是將測量頭和MAPOSS (馬波斯)P7 型(xíng)量儀信息處理器獲得的測量數據傳輸給西門子 840D 係統,與(yǔ) CNC 係統中設定的標準數據進行比較,當達到尺(chǐ)寸要求時,通過西門子 S7- 300 型PLC(可編(biān)程控製器(qì))係統(tǒng)對機床發出信號(hào),並結束磨削加工,從而有效控製了加工精度。
磨床在磨削工件前,先用標準環對磨床的測量儀進(jìn)行校準,然後將工件所(suǒ)要求的尺寸輸入程序中,這樣就可以對工件進行磨削加工(磨床在磨削工件時,測量儀支持在線測量,同時將所測得數據及時反饋給計算機(jī)控製係統),以達到加工後所需要的尺寸要求。
2.2 測量儀機械係統結構圖(圖 3)
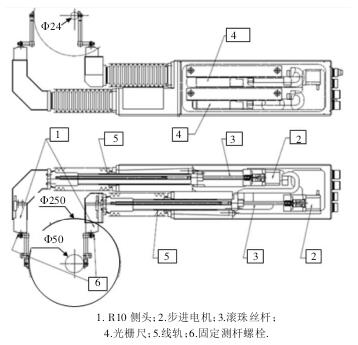
圖3 測量儀機(jī)械結構圖
2.3 測量儀的顯示麵板(圖 4)
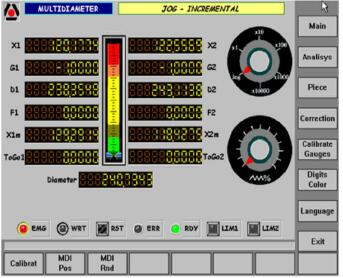
圖4 測量儀的顯示麵板
圖 4 中的左側表示上測尺(chǐ);右側表示下測尺。具體表述如下(xià):X:實際軸的移(yí)動(海德漢光柵尺 讀取(qǔ))G:測(cè)量頭的移動,從-1 到+1 的最大移動範(fàn)圍,0 是中間距離(lí)。(馬波斯 R10 讀取)D:軸讀數的理論直徑F:軸的移動速度Xm:軸(zhóu)應該到達的位置(編程位置)To Go:到編程終點的距離。
3、 磨床測量(liàng)儀的故障原因及功能恢複
3.1 故障原因
由於該設備(bèi)的長期運轉和受(shòu)到南方潮濕天氣高濕度的影響,測量(liàng)內部的部(bù)份裝置(zhì)極易產生鏽蝕,而(ér)當(dāng)測量儀由(yóu)於(yú)鏽蝕而無法實施正(zhèng)確的測量動作時。
其內部設置的專用(yòng)報警蜂(fēng)鳴器(qì)就會產生報警,同時,機床(chuáng)也將無法啟動。
3.2 故障的人工排除法
由上述可(kě)見,這(zhè)類高(gāo)精(jīng)度、高自動化的機床在自診斷(duàn)和自控製方(fāng)麵有其先進的一麵。而相應的,如果在(zài)生產現場(chǎng)就會由(yóu)於維護保養的不到位,而造成機(jī)床的停止工作或(huò)產生誤動作。對於這類故障的排除,一般(bān)由專業的機床(chuáng)保養和維修人員進行。筆者簡述如下:
3.2.1 拆卸相關零部件
①將測量儀從設備上取下;
②拆除量儀外護板(bǎn);
③拆除步進(jìn)電(diàn)機、滾珠絲杆的聯軸節、滾(gǔn)珠絲(sī)杆和螺母,取下上壓板斜鍥及拖板線軌。
3.2.2 清洗和檢查相關零(líng)部件
①用煤油清洗和擦拭拖板、線軌和(hé)支座;
②檢查相關零零部件的鏽(xiù)蝕(見圖 5)程度;

圖5 鏽蝕麵圖示
③采用刮刀和油石對鏽蝕處進行刮修和研磨(注意保證平(píng)麵(miàn)度和垂直平行度);基於鏽蝕處麵肯定低於原基準麵的科學機理,在刮修和研磨時,一定要先(xiān)從高點向(xiàng)低點同時刮修和研磨,有效保(bǎo)證其平麵度和垂直平行度。注意:修複後在(zài)安裝壓板調整斜鍥時,斜鍥調整不能過緊或過鬆,以確保線軌(guǐ)滾動的平穩(wěn)性;
④檢查線軌的鏽蝕狀態,無法滾動的線軌應(yīng)對其進行更換;
⑤最後將量儀內部擦拭(shì)幹淨,逐步順序(xù)安裝(zhuāng)各個配件;
⑥線軌和絲杠(gàng)上塗刷適量鋰基脂;
⑦重新調整壓板斜鍥(qiè)到最佳位置;
⑧連接步(bù)進電機和滾珠(zhū)絲杆的聯軸節,蓋上外(wài)護板完成修複。(圖 6)

圖6 磨床的檢(jiǎn)修(xiū)
4 、結束語(yǔ)
綜上可見,先進的設備在使用過程,同時必須做好保養(yǎng)和維護工作,不能(néng)隻管用,不管養。國外先進設備和高精度設備考慮到人為因素的影響可能產(chǎn)生的風險,一般都具有自(zì)我診斷和(hé)自我(wǒ)保護(hù)的功能。本文所述就是上述功能的一種正(zhèng)常現(xiàn)象,但用戶必須排除由此產生“死(sǐ)機”現象的主要故障原因。
筆者在充分掌握本機所(suǒ)產生“死機”現象原因的基礎上,總結出了相關的操作辦法和技術措施。按照本(běn)文所描述的方法對該(gāi)台磨床進行檢修操作後,再次啟動機(jī)床進行了車軸的磨(mó)削作業操(cāo)作,整個作業過程沒有產生(shēng)不(bú)正常現象,實踐證明,該操作方法是可(kě)行的,完全達到機床在線測量的要求,其相關的形狀(zhuàng)公(gōng)差和位置公差及粗糙度應該說是(shì)符合原工作機械的基本要求的。
投稿(gǎo)箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情(qíng)況(kuàng)
- 2024年11月 基本(běn)型乘用車(轎車)產(chǎn)量(liàng)數據
- 2024年11月(yuè) 新能源(yuán)汽車產量數據
- 2024年11月 新(xīn)能源汽車(chē)銷量情(qíng)況
- 2024年10月 新(xīn)能(néng)源汽車(chē)產量數據(jù)
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源(yuán)汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程(chéng)圖示(shì)
- 判(pàn)斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係(xì)統(tǒng)和數控機床(chuáng)何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊(fāng)?
- 機械(xiè)行業最新自殺性營銷,害人害己!不(bú)倒閉才(cái)
- 製造業大(dà)逃亡
- 智能時代,少談點智造,多談(tán)點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文搞懂數控(kòng)車床加(jiā)工刀具(jù)補(bǔ)償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及(jí)工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)