


解決磨床加工曲軸連杆頸磨偏的技術攻關
2022-5-26 來源:柳州上汽汽車變速器有限公司柳東分公司(sī) 作者:楊方興 農業貴 郭海生
摘要: 在發動機內(nèi)三大件機加(jiā)工零件中,曲軸是發動機中高速回轉零件,直接承受各種複雜交變載荷,為了滿足(zú)產品的質量需求,曲軸在加工過程中,對(duì)其動平(píng)衡量(liàng)、軸頸平行度、直徑、軸向距離、粗糙(cāo)度、直線度、圓度、相位角等都(dōu)會標注各自的(de)技術要求,曲(qǔ)軸連(lián)杆頸磨偏問題(tí)導致 A3 跳(tiào)動超(chāo)差,甚至產生報廢件,對公司的效益產生(shēng)了重大影響。
關(guān)鍵詞:相位角 磨偏 定位銷 機械手 工藝
1、引言
2012 年五月曲軸線 OP80 加工連杆頸磨偏報廢達到 8%。根據此情況,決定對此問題進行技(jì)術攻關;OP80 采用美(měi)國產 LANDIS 數控雙砂輪磨床精磨連(lián)杆頸,提高其表(biǎo)麵光滑度,使(shǐ)各摩擦表麵耐磨,從而提高其使用壽命。
2、磨(mó)偏原因分析
首(shǒu)先利用樹狀圖對可能造成 OP80 磨偏的各種因素來進行分析,根據分析共得出以(yǐ)下的幾個因素(sù),如圖 1 所示:根據以上的要因來進行原因分析以及對設備進行檢查(表 1):
表 1
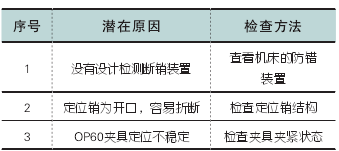
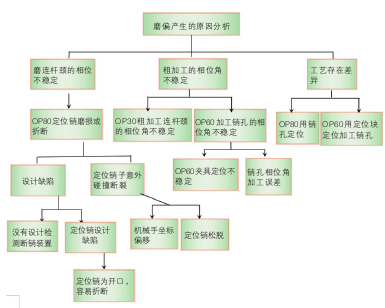
圖 1 樹狀圖分析可能造成 OP80 磨偏各種因素
3、確認過(guò)程以及結論
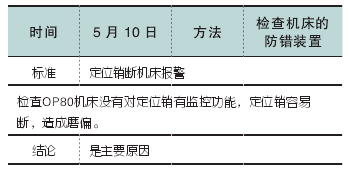
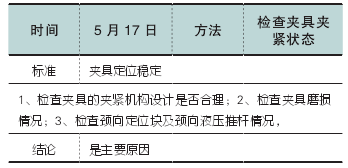
確認一:沒有設計檢(jiǎn)測斷銷裝置(表2)
表2
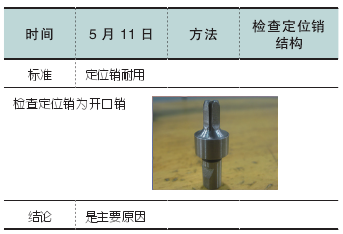
確認(rèn)二:定位銷為開口,容易折斷(表3)
表3
確認三:OP60 夾具(jù)定位不穩定(表4)
表 4
4、製定(dìng)對策
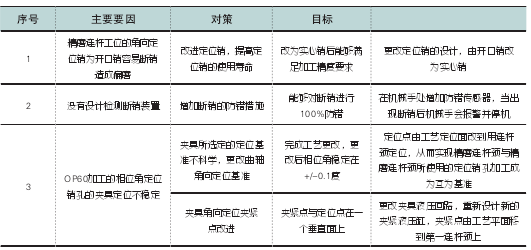
針對找出的三個(gè)主要原因,小組成員商討出相應的對策 , 結果詳見表(biǎo)5。
表5
5、對策實施
實施一(yī):改進定位銷,提高定位銷的(de)使用壽命
對加工連杆頸所用(yòng)的定位銷進(jìn)行改進,由原來的開口銷改為實心銷,提高定位銷的強度,以提高其使用壽命(圖 2);
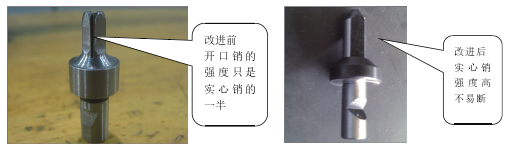
圖2
經過跟蹤,定位銷的磨損(sǔn)情況(kuàng)比之前有明顯改變
實施二:增加斷銷(xiāo)的防錯措施
為了避免由於意外斷銷造成的曲軸連杆頸磨偏,所(suǒ)以為了達到防錯的目的,我們(men)在精磨連杆頸工位(OP80)的機械手上(shàng)增加一個探測機(jī)床定位銷(xiāo)存在的傳感器,同時對機械手的運行程序進行更改,增加當傳感器感應不到定位銷時(shí),機械手會停止給機床送料,
並報警提示(shì)操作工。現(xiàn)場查看,並對定位銷斷銷防錯功能進行驗證,能(néng)達(dá)到 100% 防錯的目的。
實(shí)施三:更改 OP60 角向定位基準,由工藝小平麵改為第一連杆頸外圓對 OP60 夾具角向定位點的定位塊進行改造,把定位塊由(yóu)直定位塊改為直角定位塊(圖 3)。
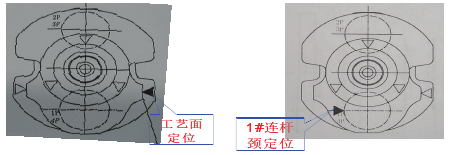
圖 3
實施四:夾具角向定位夾緊點改進重新設計夾具夾緊液壓缸的液壓回路連接塊,並重新選用新的液壓缸,實現角向定位夾(jiá)緊(jǐn)點的轉移,確保夾緊點與定位麵在一個垂直麵(miàn)上,保證 OP60 相位角銷孔加工的(de)長(zhǎng)期穩定。
6、改造效果檢查
技術改造以後狀態(表 6):從上麵的數據發現,曲軸連杆頸磨偏的問題在開始改造後明顯下降,從五月底開始已完成解決曲軸(zhóu)連杆頸磨(mó)偏的問題。
表6

7、結(jié)論
通過以上數據可知:通過本次攻關活動,曲軸生(shēng)產過(guò)程中的曲軸連杆頸磨偏問題報(bào)廢率最終達到 0%,這說明(míng)采取的措施是有效的,實施效果是穩定的(de)。通過努力,成功完成了預(yù)定(dìng)目標(biāo)。通過此次的問題解(jiě)決,我們在後續類似問題解決過程中,對於本工序問題可(kě)改進的方麵及前工(gōng)序的優(yōu)化都需要進行(háng)充分(fèn)的分析(xī)及考慮,最終以達到問題高效(xiào)高質解決。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)11月(yuè) 軸承(chéng)出口(kǒu)情況
- 2024年11月 基(jī)本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據