


基於數控成型磨(mó)齒機(jī)的(de)高精度齒輪加工方(fāng)案
2020-12-15 來源:中車戚墅堰機車車輛工藝(yì)研究所有限公司 作(zuò)者:薑連傑;陸堰龍;曹 斌;楊 虎
摘 要:通過分析數控成型磨齒機的磨削係統與檢測(cè)係統,簡化齒形的壓力角(jiǎo)偏差與公法線之間的關係,實現了高精度齒輪的不良品修複和加工快速換產( SMED) 。
關鍵(jiàn)詞:數控成型磨齒機(jī); 漸開(kāi)線齒(chǐ)輪; 磨削(xuē)係統
作為國家鐵路傳動係統(tǒng)的重要供應商,中車戚墅堰機車車輛工藝研究所有(yǒu)限公司每年都要加工大量的鐵路機車齒輪、風電齒輪、礦山(shān)機械齒輪等,品種眾多,精度要求極高(gāo)。一般使用(yòng)德國進口的(de)HOFLER、NILES 兩類數(shù)控成型磨齒機。經(jīng)過幾年的經(jīng)驗積(jī)累,總結出了一套精確的數控成型磨(mó)齒機磨削係統與測量係統之間的關係公式,為車間(jiān)的(de)生產提供寶貴的技術支撐。
1、基於數控成型磨齒機的高(gāo)精度齒輪(lún)快速修磨方(fāng)案
目前常用的數控成型(xíng)磨齒機以(yǐ)德國進口HOFLER、NILES兩類為主(zhǔ),下文主(zhǔ)要(yào)對(duì) NILES 成型磨齒機使用及故障修複進行闡述。設備在進(jìn)行換產時,一般考(kǎo)慮圓柱齒輪的技術(shù)要(yào)求,包括公法線、齒形的壓力角偏差 f Hα、齒向角的偏差 f Hβ、齒形修形、齒向修形等(děng)。齒向角的偏差主要是由(yóu)機床導軌的幾何偏差導致的(de),但在(zài)對設備驗收時這項參數已調試(shì)好,所以不做特別說明。齒形修形、齒向修形兩項技術要求在調試機床過程(chéng)中,按照檢測報告進行對應修改(gǎi)即可滿足技(jì)術要(yào)求(qiú)。所以比較難控製的是公法(fǎ)線、壓(yā)力角,由於漸開線是曲(qǔ)線(xiàn),公法線的公式為 Wnk = cosαn × mn[π × ( K - 0.5) + Z × invαt]+2mnXnsinαn,式中:Wnk 為公法線(xiàn),αn 為法相壓力角,K 為跨齒數,Xn 為變位係數,invαt 為漸開線函數。從公式(shì)可以看出公法線與壓力角的關係相對複雜,αn 的微小變化(huà)會引起公法線 Wnk 的變化。然(rán)而αn 的微(wēi)小變化又需要通過(guò)設備的測量係統檢測f Hα,再次計算由 f Hα 轉換到壓力角的數值。計算量太大(dà),作業人員無法在短時間內(nèi)計(jì)算出來(lái)。以往調(diào)試新的產品都要經過多次反複試切加(jiā)工,先將壓力角調試合格後,對應此時的公法線,再次更改公法線進行正常加工,換產效(xiào)率非常低。
2、數(shù)控成型磨齒機磨削係統解析
2.1、數控成型磨齒機工作原(yuán)理分析
( 1) 數控成型磨齒機(jī)是依靠計算機的計(jì)算能力,根據(jù)砂輪與齒槽齧合角的關係,運用金剛滾輪將砂輪經過擬合運(yùn)動(dòng)修整,從而得到最終形狀。
( 2) 為得到最終的公法線 f Hα 尺寸。磨頭(tóu)相對漸開線齒(chǐ)輪的主要(yào)運動軌跡為: 雙麵磨削為徑向(xiàng)進給,單麵磨(mó)削為切向進給。
( 3) 微調漸開線齒輪 f Hα 的補償路徑: 徑向為軸 dy,切向為軸 dz。
( 4) 齒向加工是根據齒向的(de)修型設定(dìng),砂輪軸做軸(zhóu)向往複四軸聯動加工。
( 5) 齒輪(lún)的周節累積誤差(chà)主要依靠(kào)工作台的精確分度,砂輪磨損量的補償等保證。
( 6) 高精密數控成型磨(mó)齒(chǐ)機所處的環境必須為恒溫的狀(zhuàng)態。
2.2、NILES 成型磨齒機產品調試方法
( 1) 輸入漸開線齒輪的參數,齒輪公法線應離(lí)上差 0.10 mm ~0.15mm,編輯合適的切削參數(shù),選擇合適的砂輪,工裝量具等。
( 2) 由於設備的傳動部件存在著一定的誤差,首先預確定磨頭的徑向(xiàng)補償( dy) 值、切向補償( dz) 值,這兩(liǎng)組數值將直接(jiē)影響(xiǎng)漸開線(xiàn)齒輪的(de)左(zuǒ)右齒麵(miàn)壓力角的偏差 f Hα 的大小,並且確定工件在工作台上的工作高度。
( 3) 對工件進行試切加工,經在線測量係統測得結果再(zài)進行(háng)微(wēi)調磨削,切至(zhì)自測達到技術要求(qiú)。
( 4) 試加工後的齒輪經過(guò)齒輪檢測儀檢測,確(què)定(dìng)設備自測係統偏差值,繼續調整齒輪各參數,再次進行(háng)( 3) 的步驟,產品(pǐn)自測合格後,將產品加(jiā)工至圖紙公法線要求公(gōng)差(chà)內。
2.3、齒形的壓力角偏差(chà)與公(gōng)法線之間關係簡化
在上述的 NILES 成型磨齒機調試產品的操作過程(chéng)中發現,同時更改 f Hα 與 Wnk 兩組數據(jù),使得最終的 Wnk 數值(zhí)不容易控製。運用公法線公式Wnk = cosαn × mn[π × ( K - 0.5 ) + Z × invαt]+2mnXnsinαn 進行計算,對於一線操作員工較為困難,下麵(miàn)將分析 3 種 f Hα 與 Wnk 之間計(jì)算的方案。
方案(àn) 1: 由於 NILES 成型磨齒機是數控設備,在機(jī)床(chuáng)的基(jī)本偏差輸入需要改變的 d_f Hα 後,會發現改變的數據有: 公法線為 d_Wk( Y - Axis) ,NC 軸位置改變 d_y 與 d_Z。可是經過多次試驗改變 d_f Hα數值,公法線實際變(biàn)動量△Wnk 與 d_Wk( Y - Axis)不同,故此方法不可取。
方案 2: 根據數控(kòng)成型磨齒機的工作原理,可知NC 軸位(wèi)置改變 d_y 與 d_Z 這(zhè)兩組數據(jù)中的 d_y 是改變砂輪與齒槽之間的位置,意味著跟公法線(xiàn)變動量△Wnk 有(yǒu)直接關(guān)係。眾所周知滾齒時候有徑(jìng)向進刀比公式為(wéi) 1 /2sinα,采(cǎi)用(yòng)展成法加工齒輪。數控成型磨齒機采用成型法(fǎ)加工(gōng)齒輪,故(gù)此方法不可取。
方案 3: 由上可知隻有精確的徑向進刀比才能計算出精確的公法線變(biàn)動量,成(chéng)型磨齒機采用雙麵磨削加工齒輪工藝,是依靠徑向進刀得到最終公法線尺(chǐ)寸(cùn)的。在(zài)編輯(jí)切削參(cān)數會發現: 基本磨削值這(zhè)一選項中分為粗加工、半精加工、精加工,每個工(gōng)序中都可以設定左右齒麵進(jìn)刀量 LF 餘量、RF 餘量,同時計算機會計算出相應的徑向進(jìn)給量,設徑向(xiàng)進刀比為 C,C = 精(jīng)加工徑向進給量/( LF 餘量(liàng) + RF 餘量) 。經過試驗(yàn)得出取(qǔ)精加工對應的徑向進(jìn)刀(dāo)比 C計算(suàn)得出: 公法(fǎ)線變動(dòng)量△Wnk' = △d_y /C 與公法線實際變動量△Wnk 相同,本公式可取,且計算簡單易掌握。
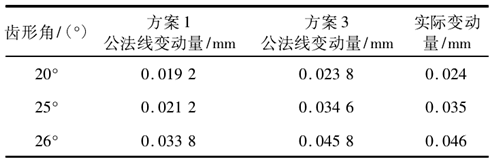
對(duì)上述方案 1 與方(fāng)案 3 進行試驗驗證,采用 3種不同壓力角的圓柱齒輪,更改左齒麵 d_f Hα 量(liàng)為0.005 mm,試驗結果如表 1 所示(shì)。
通(tōng)過以上(shàng)試驗結果(guǒ)可知: 方案 3 與實際生產中的變動量基本相同。
表 1 公法線變(biàn)動量(liàng)與齒形角關係
3、數(shù)控成型磨齒機(jī)修磨高(gāo)精度齒輪的(de)運用
3.1、不合格高精度齒輪情況分析
一(yī)隻齒輪經過齒(chǐ)輪檢測儀(yí)檢測後有以下不合格項點:
( 1) 齒形的壓(yā)力角偏差 f Hα 要求 DIN5 級為 ±0.011 mm,實際檢測為 - 0.0137 mm,明顯不符合技術要求。齒向誤(wù)差是由機床在調試安裝時候的各項基準誤差決定的,故齒向誤差相對穩定,不會引起突變,這裏暫不討(tǎo)論此項(xiàng)誤差。
( 2) 徑向跳動(dòng) Fr 技術要求為 0.032 mm,實際檢測後 Fr 為 0.050 2mm,顯然不符合技術要求。
( 3) 計算可允許磨削公法線餘量: Wnk 實際 -Wnk 下差 = △Wnk 餘量。
3.2、返修高精度齒輪(lún)所需要最(zuì)小公法線(xiàn)計算
( 1) 可(kě)知若右齒麵 f Hα 比要求的極限偏差值大了 0.003 mm,將 0.003 輸入機床的基本偏差右齒麵齒形角偏差 d_f Hα,設 d_y 改變(biàn)值為 B。其中對於圓柱外齒輪 B 值為負時候代表砂(shā)輪靠(kào)近齒槽的,故齒麵會被多磨削,齒輪公法線變小(xiǎo)。B 值為正值(zhí)時則反之。
( 2) 采用上述 f Hα 與 Wnk 之間計算方式的方案3 公式: 徑向進刀比 C = 精加工徑向進給量 / ( LF 餘量 + RF 餘量) ,為使(shǐ)得 f Hα 達到技術要求,產品(pǐn)公法線最(zuì)小變動量為△Wk = B /C,對(duì)比△Wnk 餘量與△Wk 數值(zhí)的大小可快速判定返修後產品(pǐn)是否合格。
( 3) 計算返修周節/徑向跳動超差的齒(chǐ)輪(lún)所需(xū)要的最小磨削量(liàng)比(bǐ)較容易。周節超差(chà)根(gēn)據 fp 的左(zuǒ)右齒麵超差值即可以計算出所需要磨削量。徑向跳動 Fr 超差可以根據徑向進刀比 C,計算為(wéi)使得徑向跳動合格產品的公法線變動量。
3.3、本方案的運用範圍
經過上麵的運(yùn)算可知: 公法線 Wnk 與齒形的(de)壓力角(jiǎo)偏差 f Hα 有緊密的聯係,不僅可以根據 f Hα 微小變化量(liàng)精確計算出公(gōng)法線的變化量,而且也可以根據(jù)公法線的變動量計算出 f Hα 的變化量。上(shàng)述方案在實際運用中可(kě)以解決(jué) 3 個問(wèn)題:
( 1) 規避(bì)了磨齒機在換產的時候,首件產品在更改 f Hα 與 Wnk 情(qíng)況下(xià)不能保證一(yī)次加工到(dào)公法線公差內(nèi)的問題,提高了磨齒機的快速(sù)換產效率。
( 2) 利用(yòng) f Hα 與 Wnk 互(hù)補的特殊關係,在公差範圍內通過壓力角偏差 f Hα 可精(jīng)確(què)控製Wnk。
( 3) 對於不合格產品的返修提供了最精(jīng)確的判斷數據。
4、結束(shù)語
目前進口的德國 HOFLER、NILES 成型磨齒機較多,這兩者中又以 NILES 成型磨齒機精度高(gāo)、使用(yòng)方便、價格(gé)適中的優點廣泛推廣。維護好、使用好、管理好,開發設備的功能(néng)及提高產品的精度等級是作為操作員的職(zhí)責。經過上文中產品加工工藝的優化(huà)和(hé)相關精度的保證對產品(pǐn)質量優化起到了很好的推動作用(yòng)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量(liàng)數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數(shù)據
- 2024年(nián)10月 金屬(shǔ)切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多
- 機械(xiè)加工過程圖示
- 判斷(duàn)一台加工中心(xīn)精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技(jì)術工人都去哪裏了(le)?
- 機械老板做了十多年(nián),為何還是(shì)小作坊?
- 機械(xiè)行業(yè)最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳(chuán)統鑽削與螺(luó)旋銑孔加工工(gōng)藝的區別