


3MZ1420外溝磨床砂輪修整器改造
2016-8-2 來源:哈爾濱軸承集(jí)團公司 製造(zào)技術部 作者(zhě):楊海(hǎi)峰 張雪龍 孟祥國(guó)
摘 要:3MZ1420 是磨削球(qiú)軸承外圈溝(gōu)道的專業磨床。經過對該磨床砂輪修整(zhěng)器的改造,增大了回轉座的懸臂長度,調整(zhěng)了金剛筆(bǐ)到修整器回轉中心的距離,實現了調(diào)心軸承外圈球麵滾道的(de)磨削加(jiā)工(gōng),達到(dào)一(yī)機多能,擴大了機床的用途,滿足了軸承(chéng)產品的加工需求,節省了采購新設備的成(chéng)本。
關鍵(jiàn)字:3MZ1420 外(wài)溝磨床;砂輪修整器;調心軸承外圈球麵滾(gǔn)道;回轉油缸;磨削砂(shā)輪
1、前言
隨著(zhe)時代的發展和(hé)科技的進步,對軸承生產裝備水平(píng)的現(xiàn)代化和軸承的質量有了(le)更高的要求,軸承行業競爭也更加激烈,加速(sù)產品結構的調整步伐(fá),緊跟(gēn)市場,生產出質量(liàng)高、需求大、利(lì)潤高的軸承是軸承生產(chǎn)企業義不容辭的責任(rèn)。公(gōng)司現有舊設(shè)備比較多,通過改造設計,可以節約購(gòu)買新設備資金和購買設備周期長的問題,使(shǐ)舊設備發揮更大的潛力,實現一機(jī)多能,加工(gōng)出更多類(lèi)型的軸承產品,滿足市場需求。
2、3MZ1420 機床簡介及改造必(bì)要性
3MZ1420 球軸承外溝磨床用於磨削球軸承外圈溝(gōu)道,磨削的套圈滾道呈內圓形狀,是批量(liàng)加工球軸承套圈的全自動磨床。
加工範(fàn)圍(wéi):軸承(chéng)外圈外徑:Φ 100~200mm,
工件最大寬度:50 mm,
溝道最大曲率半徑(jìng):25 mm,
工件轉速:120、150、190、240、300、380r/min,
砂輪轉速:最大9 000 r/min,
液壓係(xì)統供油壓力:8~11 kg/cm2,
電動機:砂輪電機:7.5 kW,
工件電機:0.75 kW,
油(yóu)泵電(diàn)機(jī):0.8 kW。
3MZ1420 球軸承外溝磨床用於(yú)磨削球軸承外(wài)圈溝道,其磨削示(shì)意(yì)圖如圖1。
工作時電磁(cí)無(wú)心夾具吸住軸承(chéng)外圈,磨削砂輪對軸承外圈溝道進行磨削,加工軸承產品工序單一。為了提高機床的使用效率,滿足軸承生產需求,對3MZ1420 球軸承外溝磨床砂輪修整器進行改造(zào),使該設備可以磨削調心球軸承和調心(xīn)滾子軸承外圈溝道,實現一機(jī)多能,提高(gāo)機床(chuáng)使用效率。
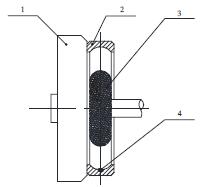
1. 電磁無心夾具 2. 軸承外(wài)圈 3. 圓(yuán)弧砂輪 4. 軸承外圈溝道
圖1 磨削示意圖
3 、砂輪修整器的改造
3MZ1420 球軸承(chéng)外溝磨(mó)床圓弧砂輪修整器(qì)部分(fèn)由(yóu)上下移(yí)動油缸、圓(yuán)弧修(xiū)整的回轉油缸及尺寸調整機構組成。修(xiū)整器的上下移動由油缸帶動。移動導(dǎo)軌采用鋼球滾動導軌。圓(yuán)弧(hú)修整器的運動靠回轉油缸經鍵傳動使搖擺頭架往(wǎng)複回轉(zhuǎn)。搖擺角(jiǎo)度的大小(xiǎo)由擋塊來調整,搖擺往複靠(kào)行程開關發信號,使(shǐ)電磁閥吸脫改變油路,達到修整器底座固定在(zài)進給機構拖板的支架上進行位置調節。尺寸調節有兩種,大調(diào)節使立柱移動,以(yǐ)適應套圈規(guī)格變動的尺寸調節;尺寸的微量調節,由把手來進行,該修整器修出(chū)的(de)砂輪為圓弧型,用(yòng)於磨削球軸承外圈溝道。
為(wéi)提高該機(jī)床使用效率(lǜ)和擴大使用範圍,通過(guò)對機床砂輪修整器改造設計,使該機(jī)床能夠加工調心軸承外圈溝道,改造後的砂輪修整器如圖2 所(suǒ)示。
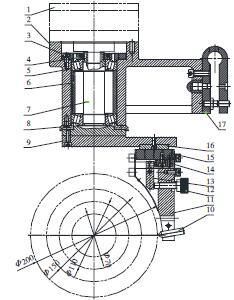
1. 回轉油缸 2. 回轉座 3. 蓋 4. 鎖緊螺母(mǔ) 5. 圓錐滾(gǔn)子(zǐ)軸承
6. 套 7 . 軸 8 . 蓋 9 . 墊板 1 0. 金剛筆 1 1. 回轉體(tǐ) 1 2. 螺釘
13. 拉杆 14. 擋塊 15. 滑板 16. 滑鍵 17. 彈簧板
圖2 改造後的砂輪修整器
調心球軸承和調心滾子軸承共同特點是外圈均(jun1)為球麵滾道,外圈滾道麵中心與軸承中(zhōng)心一致(zhì)。調心軸承除承受徑向載荷外(wài),軸承還可(kě)以承受雙向作用的軸向載荷。
改造後(hòu)砂輪修整器(qì)為了能加工調心軸承外圈球麵滾道,增大了回轉座2 的懸(xuán)臂長度,使回轉油缸1 帶動整個(gè)由回(huí)轉(zhuǎn)座(zuò)2、蓋3、鎖(suǒ)緊螺(luó)母4、圓(yuán)錐滾子軸承5、套(tào)6、軸7、蓋8 組成的回轉體中心與磨削砂輪中心保持一致。根據被加工調心軸承外溝(gōu)尺寸,通過改變墊板(bǎn)9 的(de)長度,使金剛筆筆尖10 到回轉中心的距(jù)離滿足加工圖紙要求的半徑R 的尺寸,從而對磨削砂輪進行修整。改造後該機床可磨削(xuē)調心軸承軸承外圈溝曲(qǔ)率半徑R 50~100 mm,根據(jù)調心軸承外圈尺寸及幅寬(kuān)不同,換裝不同規格的磨削砂輪。修整(zhěng)完成後,對調心軸承(chéng)外圈(quān)球麵滾道進行磨削,滿足軸承產品(pǐn)尺寸和精度要求。
改造後的砂輪修整器尺寸調節有(yǒu)兩種,大調節通過改變墊(diàn)板9 的長度來進行;尺(chǐ)寸(cùn)的微量調節,與原來修整器一樣由微調把手來進行,以滿足所修整的砂輪圓弧尺寸與被加工套圈外溝溝曲率圓(yuán)弧尺寸一致。
改造後的機床在自動磨削結束後,工作台退回,修整器通過電(diàn)磁換向閥下降至砂輪(lún)處,通過修整器搖擺開關閥操(cāo)作(zuò)手柄,向右扳為關閉,向(xiàng)左扳為打開,並通過(guò)修整節(jiē)流閥(fá)作無級調整,進行砂輪(lún)修整運動。
該機(jī)床改造完(wán)成後加工調心軸承外圈溝道工作(zuò)循環過(guò)程如下:
手動循環起動按鈕──上料──磨(mó)架進入工(gōng)件──工(gōng)件橫向塊(kuài)跳(tiào)進──快速趨近──粗進(jìn)給──精進給(gěi)──工件(jiàn)橫向跳(tiào)出(chū),進給返回──磨架退出工件,補償──下料(liào)──砂輪修整器移下(xià)──修整一個往複──修整器上升。機床動作循環結束(shù)。
改造後的砂輪修整器在精磨結束後(hòu)進行修(xiū)整,並且可以通過預置記數進行修整動作,由波(bō)段開關預(yù)置一至五次。如預置五次,表示磨削四個零件的循環動作中無修整和補償動作(zuò),到第五個零件磨削結束,則(zé)進行補(bǔ)償和修整動作,修整結束,解除電源呈複(fù)原(yuán)狀態,自第六個零件又重新開(kāi)始記數。在磨削過程中,如撥動波段開關或有複位(wèi)動作,則解除記(jì)數累計(jì),重新記數。
4 、結束語
改造前該機床隻能加工球軸承外(wài)圈溝道,通過對(duì)該該機床圓弧砂輪修整(zhěng)器部(bù)分的改造,使該機床可以加工外徑Φ 100~200mm 調心球軸承(chéng)和調心(xīn)滾子軸承外圈溝道,從而實現一(yī)機多(duō)能,滿足軸承產品生產需求,降低了采購新設備的(de)成本,提高了機床的使用率,擴大了機床的用途。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡(huān)迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多(duō)

行(háng)業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年(nián)11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選(xuǎn)萃
| 更多
- 機(jī)械加工(gōng)過程圖示
- 判斷一台加(jiā)工中心(xīn)精度的幾種辦法(fǎ)
- 中走絲線切割(gē)機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新(xīn)自殺性營銷,害(hài)人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵(miàn)前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床(chuáng)加工刀具(jù)補(bǔ)償功能
- 車床鑽孔攻螺紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別