


摘要 :軋輥磨床的振動故障在日常生活中較為常見,尤其是鋼企軋鋼廠中使用廣泛,軋(zhá)輥磨床振動故障的消除策略是當下考慮(lǜ)的重點。本文就當前軋輥磨床中會出現的(de)振動故障(zhàng)進行(háng)分析,通過(guò)各種(zhǒng)方(fāng)法(fǎ)排除不確(què)定因素(sù),找出產(chǎn)生振動故障的真正(zhèng)原因,並(bìng)找(zhǎo)到消除軋(zhá)輥磨床故障(zhàng)振動的有效策略,使得振動(dòng)故障可以及時得到解決。
看起來質量較高,實際上都是在軋輥表麵磨削的基礎上完成的,而軋輥摩擦技術又進一(yī)步保證了軋輥表麵的質量。但是目前軋(zhá)輥磨床在許(xǔ)多方麵還存在缺陷與不足,所(suǒ)以找到解(jiě)決缺陷的辦法(fǎ)才是(shì)最為重要的任務(wù),及(jí)時對軋輥磨床出現的一些故障進行防止與(yǔ)完善。
1、 軋輥磨床存在問題的原(yuán)因分析
造成軋輥磨床的(de)振動故障的原因有很多,具體表現如下:
1.1 磨削工藝上的參數分析
軋輥磨(mó)床主(zhǔ)要包含(hán)軋輥轉速、縱向進給、砂輪轉速、橫向進給四個磨(mó)削工(gōng)藝的參(cān)數。參(cān)數的差異經常會導致磨削力發生相(xiàng)應的變化,砂輪架與床(chuáng)身也就會因為砂輪跟軋輥轉速的不同而在振動上有所差別。一般當整體剛度(dù)不變的情況下(xià),如果(guǒ)磨削力變大,就會使床身和砂輪不穩定性加重(chóng),此外,工(gōng)件(jiàn)表麵也會因為砂輪(lún)的顫動使振幅值產(chǎn)生相應的變動。下麵便是各個工(gōng)藝參數導致磨削質量受到影響的分(fèn)析:
1.1.1 工件的轉速
對(duì)於磨削效率來說,隻要提高砂輪(lún)的轉速就可以使磨削效率也得到提高,如(rú)果磨削力(lì)減小,工件表(biǎo)麵因為磨粒犁耕而形成的一些隆起高度就會相對有的變小,當其他的工況(kuàng)一定的條件(jiàn)下,提高砂輪的轉速,磨削之後砂輪表麵精度也就會得到提高,由於提高砂(shā)輪的轉(zhuǎn)速(sù),砂輪達不到平衡時的離心力(lì)就會變大,導致砂輪振動的現象加強,從而降低軋輥加工的精度。
1.1.2 工件的速(sù)度
工(gōng)件的(de)速度(dù)越低對於磨削力來說就有降低的作(zuò)用,表麵質量得到提高,支撐抬的(de)堅固性也會得到加強,與此同時卻會使磨(mó)削效率降低,導致每一個工件(jiàn)磨削的時(shí)間加長。
1.1.3 磨削的寬(kuān)度和深度
單次的磨削深度隻要越深,軋輥表明被磨削之後的精度就會越(yuè)好(hǎo),與此同時隻要磨削力比較(jiào)大,機床表現出來的振動幅度也會相(xiàng)應增大。磨削的寬度較寬,也會使磨削力加大,致使機床振(zhèn)動的效果更明顯。軋輥磨(mó)床故障振動(dòng)和(hé)消除策(cè)略探討
1.2 導致振(zhèn)動的原因
1.2.1 導致砂輪(lún)顫振的原因
砂輪是依靠砂輪的軸承支撐(chēng)起來的,再通過皮帶輪、砂輪的主軸和砂輪的電(diàn)機三者之間的互相連接,三者之中任何一方振動都會引起砂輪振動。而引起(qǐ)砂輪震顫的原因也有很多,首(shǒu)先會因為砂輪的不平衡產生離心力,從而帶動砂輪振動。其次砂(shā)輪電機進行皮帶的傳送時,傳送的皮(pí)帶長短的差異會導致皮(pí)帶之間拍打的狀況,從而使砂輪產生震顫,雖然(rán)因為(wéi)皮帶拍打(dǎ)而產(chǎn)生的震顫影響較小,但是(shì)卻不可以忽略。最後砂輪還會因為電機(jī)驅動電(diàn)流回流時而(ér)導致顫振,因為電機驅動係統的回路諧波電流會帶(dài)動電(diàn)機(jī)的轉矩產生波動,進
而形成諧波強迫的振(zhèn)動源。
1.2.2 砂輪幅值變(biàn)動原因
軋輥的消磨經常會(huì)因為機械結(jié)構間的係統阻尼跟約束(shù)而受到影響,且(qiě)強迫振動的幅(fú)度也(yě)不會一直保持,往往會因為(wéi)振動的幅值而發生變化,從而使工件的表明振紋深度受到影響。導致砂(shā)輪幅(fú)值發生變化的(de)因素有許多:首先三輪軸承之間的間隙大小會影響到砂輪幅值發生(shēng)變化(huà),間(jiān)隙越小,軸承(chéng)抗振性就越高。其次導軌接觸口的剛度跟導軌幾何、接觸精度與導軌材料(liào)都有密切的(de)聯係。最(zuì)後傳動係統(tǒng)存在一些傳動間隙或是鋼度(dù)較低,都(dōu)會使砂輪(lún)架在(zài)水平的抗振性受到或(huò)多或少的影響(xiǎng),致使砂輪振動幅值加(jiā)大。
1.2.3 軋輥的跳動
在進行軋輥加工時,經常會因為軋輥自(zì)身安裝的問題或是外界的幹擾(rǎo),都會使軋輥在運轉上(shàng)達不到(dào)平衡,在軋輥進行磨削時(shí),造成軋輥產生跳動(dòng)的因素有很多,其(qí)中(zhōng)主要(yào)的是以下(xià)兩個:首先支撐架跟軋輥軸頸之間的潤(rùn)滑度不夠。其次軸頸(jǐng)的表麵質量較差。在再加工、軋製、安裝工作軸的時候,會使工作軸的軸頸受到各種程度的傷害,例如磨損與劃(huá)痕等。以上的缺陷都會在軋輥(gǔn)進行第二次磨削時,影響(xiǎng)到(dào)軋輥加工的質量。
2 、振動(dòng)的測試驗證
2.1 測試的信號分析
就鋼企使用的軋輥磨床研究得知,水平方向砂輪(lún)架振動的力度最大(dà)。圖一到圖三表示出(chū)了拋光階段磨床編號(hào)是360C59與383X58 以及354X59 時,水平方向(xiàng)砂輪架振動位移的頻譜圖。
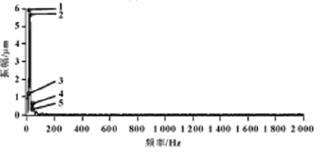
圖一 360C59 砂輪架水平振動頻譜圖(tú)
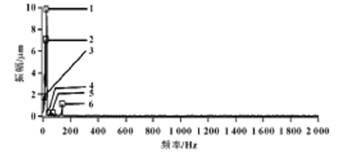
圖二 383X58 砂輪架水平振動頻譜(pǔ)圖
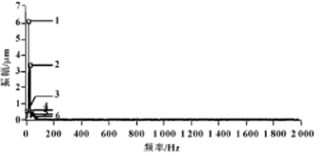
圖(tú)三 354X59 砂輪架水平振動頻譜圖
3 、軋輥磨床故障振動的(de)消除策略
(1)要定時的對砂輪電機實施檢查,將舊的軸承用新軸承取代,讓(ràng)磨床原本的性能得以恢複。此(cǐ)外,還要再一次對砂輪主軸軸(zhóu)承間隙進行調整,因為軸承(chéng)剛度會(huì)受到軸承(chéng)間隙的(de)影響,間隙較大會影響軸承的(de)抗震(zhèn)性,隻有間隙調小,才會使軸承抗振性得到提高。
(2)每一次對砂輪進行更換時,要對砂輪進行多次平衡,並且在新砂輪安裝的時候,還要重新再平衡一次,才能在主軸上進行安裝,砂輪在冷卻液(yè)體進行吸收之後還要拆下來再一次平衡。隻有砂輪(lún)平衡確定(dìng)之後,才會將軋輥磨(mó)床(chuáng)技術中的一些故障消除(chú)。
(3)還可以把砂輪電機轉子拆下來,將皮帶(dài)與轉子一(yī)起實施動態平衡,這樣鋼企冷(lěng)軋板才可以正常運行。隻(zhī)是在選擇皮帶時要使皮帶長短達到一致,這樣安裝才會適當輕鬆。一旦出現皮帶長短不(bú)一致的情況,就會影響安裝,進而降(jiàng)低(dī)工作效率。
總而言之,軋輥在(zài)鋼企的軋鋼廠中占有著重要地(dì)位,同時軋輥(gǔn)磨床中的一些潛在故障阻礙了鋼企軋鋼廠的(de)順利運行,這也就是當下鋼企首要考慮的問題(tí)。所以在使用軋輥磨床的時候,要(yào)盡可能對可能存在的故障原因進行分析,采(cǎi)取最有效(xiào)的解決措施,使軋輥磨床的振(zhèn)動故障得(dé)到及時的抑製,進而讓鋼企的軋鋼廠可以更好地使用軋輥磨床的技術。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進(jìn)行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據