


橢圓零件在數控車(chē)床上的加工方法
2023-3-7 來源:廣西桂林市機電職業技術學校 作(zuò)者:張利榮
摘要:橢圓零件的加(jiā)工是數控生產中比較難解決的問題,文章通(tōng)過對配合類橢(tuǒ)圓的圖紙進行分析,製定裝(zhuāng)夾方案。然後采用宏程序編程、G6.3指令編程(chéng)和 UG12.0自動編程等方法對配合類橢圓零件進行加工。結果表明三種編程方法都能解決橢圓加工的問(wèn)題。
關鍵詞:橢圓零件 ;編程 ;宏程序 ;UG12 ;自(zì)動編程
0 引言
隨著人民生活水平的(de)提(tí)高和現代生產技術(shù)的發展,傳統的加工方法難以適應柔性化、複雜化和(hé)高效化的加工要求。在製造行業,數控機床的應用越來越受到人們的重視,在生產中的普及率也越來越高。由(yóu)於數控機床的普及造成了數控編程人員的缺乏,編程人員的工資(zī)也水(shuǐ)漲船高,而數控程(chéng)序編製的效率(lǜ)和質量在很大程度上決定了產品的加工精(jīng)度和生產效率,它(tā)既是數控技術(shù)的重要組(zǔ)成部分,也是數控加工的關(guān)鍵(jiàn)技(jì)術之一。數控編程可以分為(wéi)手工編程和(hé) CAM 軟件自動(dòng)編程。對於簡單圓(yuán)弧和直線組(zǔ)成的零件(jiàn),通常使用(yòng)手工編程,簡單的二次(cì)曲線可以采用(yòng)宏程序進行(háng)編程(chéng)。手工編程是自動(dòng)編(biān)程的基礎,宏程序是手工編程的高級形式。複雜的零件(jiàn)或者特殊形狀的零件一般采用CAM 軟件進行自動(dòng)編程,自動編(biān)程能(néng)夠提高編程速度,繪製出零件的(de)形(xíng)狀後程序出現錯誤的(de)概率低,能有效地提高產品加工(gōng)效率。
本文介紹在數控(kòng)車床上加工橢圓(yuán)零件,分別(bié)采用宏程序 WHILE 指令(lìng)、升級數控係統的 G6.3指令和 UG12自動編程軟件等 3種方法,對橢圓零件(圖 1)進行編程和加工,解決了橢圓(yuán)加(jiā)工中遇到(dào)的編程問題(tí),能夠(gòu)根據實(shí)際情況選擇合適的編程方式,完成橢圓(yuán)類零件的加工,達到提高生產效率的目的。
1、橢圓零件的圖紙分析
該橢圓(yuán)零件屬於兩(liǎng)件配合類(lèi)的零件,配合好後總長恰好是橢圓的(de)長半軸,橢圓的短半軸正中間是件1和件2的配合位置,配合後如(rú)圖1下側所示。件 1和件 2是 M24×2 6H/6h 的內外螺(luó)紋配合,螺紋處的倒角為(wéi) C1.5。件1左(zuǒ)邊是長半軸為 30mm、短半軸為 20mm 的橢圓,右側是M24×2-6h 的外螺紋,中間為3×2mm 的退刀槽 ;件2是長半軸為 30mm、短半軸為 20mm 的橢圓(yuán),裏麵是直徑為20mm、長度為(wéi) 20mm 的內(nèi)孔和 M24×2-6H 長度為(wéi) 18mm的(de)內螺紋。未注公差為 GB/T 1804-m,橢(tuǒ)圓外表麵需要
進行拋光處理(lǐ)。
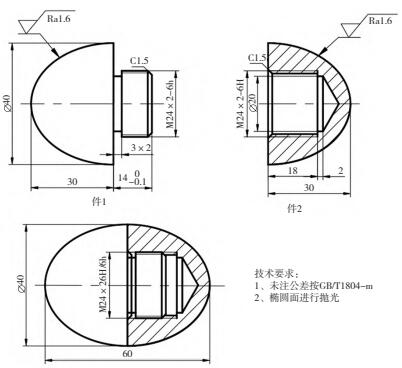
圖1 需要加工的橢圓(yuán)零件圖
2、橢(tuǒ)圓(yuán)零件(jiàn)的工藝分析(xī)
2.1 件1的(de)工藝(yì)分(fèn)析
車外螺紋時,由於橢圓沒有合適的位置進行裝夾,因此(cǐ),先加(jiā)工 M24×2-6h 的外螺紋。3×2mm 的退刀(dāo)槽精度要求不高,因此退刀槽在螺紋(wén)之前加工。右側螺紋和(hé)退刀槽加工好後右側沒(méi)有位(wèi)置進行裝夾,因(yīn)此需要車削裝夾夾具,如圖2(a)所示(shì)。該夾(jiá)具是直徑為 30mm、長度為36mm 的內螺(luó)紋件,然(rán)後進行件1的橢圓加工,最後拋光成整個件 1的加工(gōng)。
2.2 件2的工藝分析
考慮到裝夾的需要,首先加工直徑為 20mm、長度為20mm 的內孔,其次加工 M24×2-6H 的內螺紋。然後車削裝夾夾具,如圖2(b)所示。該(gāi)夾具是直徑為 30mm、長度為 50mm 的外(wài)螺紋件,然後(hòu)進行件2的橢圓加工,最後拋光(guāng)完成整個件 2的加工。
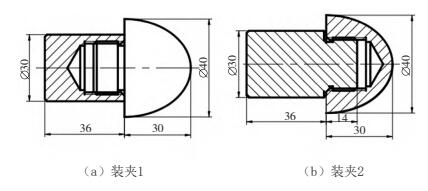
圖2 橢圓零件裝夾方式
3、橢圓零件的裝夾(jiá)方案
通過分析(xī)橢圓零件的工藝,為了保證裝夾精度,設置裝夾方式如圖2所示。兩種裝夾方式中螺(luó)紋處需要配合,因此螺紋的精度需要較高。
4、橢圓零件的加工方法及程序編製
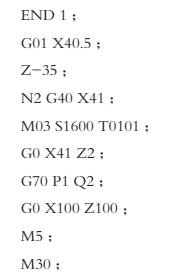
4.1 采用宏程序WHILE加(jiā)工橢圓
(1)件1的加工。 三爪卡盤夾住直徑 30mm 處的外圓, 伸出(chū)長度 40mm, 選擇 93 ° 外圓車刀(dāo)加(jiā)工橢圓。切削(xuē)用量的選擇 :粗(cū)加工主軸轉速為 600r/min,進給量為 120mm/min,切(qiē)削深度為 1mm,精加工主軸轉速(sù)為 1600r/min,進給量為(wéi) 100mm/min,切削深度為0.1mm。在橢圓坐標係中,其標準方程為 :X=20sinФ,Z=30cosФ。從圖1橢圓零件圖上可以看出,橢圓輪廓的起點角度為 0°,終點角度為 90°。采用Ф 角度參數方程,編製宏程序如下。
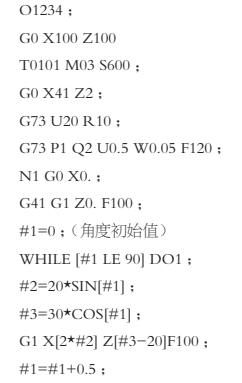
(2)件2與件(jiàn)1的加工形狀相同,因此按照裝夾方式2重新裝夾後隻需要重新對Z 方向進行刀補設置(zhì),采用件1的程序再(zài)運行一遍就能完(wán)成件 2的加(jiā)工。
4.2 選用升級的數控(kòng)係統加工橢圓
(1)學校數控係統有 GSK980TD、GSK980TDA、GSK980TDC。其中 GSK980TDC 屬於升(shēng)級了的廣州數控係統,對特殊形狀的曲線編(biān)程有固定的編程指令,如橢圓加工指令為 G6.3。該指令的格式為 G6.3XZABQ。其中 X、Z 為橢(tuǒ)圓(yuán)的終點坐(zuò)標,A、B 分別為橢圓的長(zhǎng)半軸和短半軸,Q 為橢(tuǒ)圓的旋轉角(jiǎo)度。采用(yòng) G6.3指令,編製程序如下。
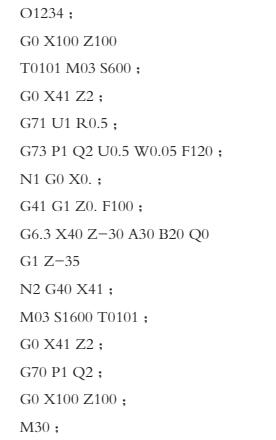
(2)件2與件1的加工(gōng)形狀相同,因此按照裝夾方式2重新裝夾(jiá)後隻需要重新對Z 方(fāng)向進行刀補設置,采用(yòng)件1的程序再運行一遍就能完成件 2的加工。
4.3 采用UG12自動編程加工橢圓(yuán)
UG12軟(ruǎn)件是西門子公司出品的一個(gè)產品工程解決方案,能夠進行產品設(shè)計和裝配、產品加工編程和模擬、產品檢測等。它功能非常強大,可以實現各種複雜產品零件的造型、複雜產品零件的編程加工,在機械製造行業得到了廣泛應用。使用 UG12中的建模和加工模塊,能(néng)非常形象地對零件進行設計和編程加工(gōng),具體流程如下(xià)。
(1)繪製二(èr)維草圖。打開 UG12軟件,進入建模命令,選擇草圖(tú)模式,以X、Y 平麵作為(wéi)繪圖平麵,然後進入二維(wéi)圖形的繪製(zhì)。首先選擇輪廓直線命令,繪製(zhì)所有直(zhí)線,如(rú)圖3所(suǒ)示。點(diǎn)擊橢圓曲線的繪製(點擊(jī)菜單—插入—草圖曲(qǔ)線—橢圓命令),係統彈出點構造器,然後定義(yì)橢圓的中心為原點,再定義橢圓的長半軸 30mm、短半軸20mm和旋轉(zhuǎn)角度(dù)為0°,點擊確定完成整體橢圓的繪製。移動橢圓,橢圓的圓心距離Y 軸(zhóu)的長(zhǎng)度為 36mm,距離X軸的長度為 0mm,然後進行橢圓的修剪,繪製(zhì)成圖3所示的形狀。
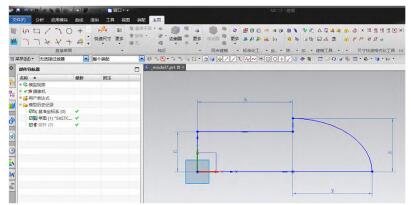
圖3 橢圓二維草圖
(2)繪製三維實體圖。完成二(èr)維草圖繪製命令後(hòu),點擊拉(lā)伸處的下拉菜(cài)單,選擇旋轉命令,框選二維草圖的所(suǒ)有曲線,指定(dìng)X 軸為旋(xuán)轉(zhuǎn)軸矢量(liàng),並選擇(zé)零點為指定點。旋轉限製處開始角度為 0°,結束角度為 360°,布爾運算為無(wú),設置體類型為實體,最後點擊確定按鈕(niǔ),完成(chéng)三(sān)維實體的繪製,如圖 4所示。
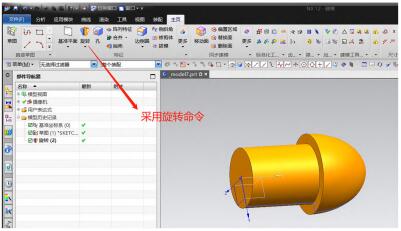
圖4 橢圓三維實體圖(tú)
(3)繪(huì)製刀具路(lù)徑。點擊應用模塊,再點擊加工,進入加工模塊,選擇(zé) Turning 的車削加(jiā)工。在加工模塊先創建幾何(hé)體→設置(zhì) MCS_SPINDLE →設置 WORKPIECE →設置 TURNING WORKPIECE, 創建刀具 → 創建OD_80_L 的外圓粗車刀→創建 OD_55_L 的外圓精車刀,然後創建工序→創(chuàng)建外圓粗加工(軌跡如圖5中粗加工軌跡)→創建外圓精加工(軌跡如(rú)圖(tú)5中精加工軌跡)。粗加工主軸轉(zhuǎn)速為600r/min,進給量為120mm/min,切削深度為1mm,精加工主軸轉(zhuǎn)速為1600r/min,進給量為100mm/min,切(qiē)削深度為0.1mm。最後完成橢(tuǒ)圓加工(gōng)軌跡的繪製,如圖5所示。
由於兩(liǎng)件的外形相同,加工中可以選擇同一個程序(xù)。
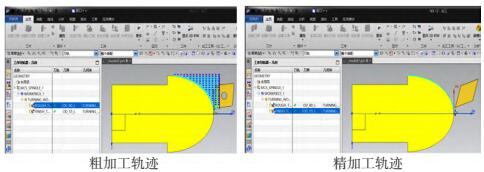
圖5 橢圓加工軌跡(jì)
(4)軌跡後處理編程。完成軌跡繪製(zhì)後,進入工序導航器(qì)的程序視圖,選擇 PROGRAM 圖標,再選(xuǎn)擇後處理。通(tōng)過查找找到車床(chuáng)的後置處理文件,生產後(hòu)處理程序,從而完成 UG12軟件的自動編程(chéng)。最後(hòu)通過 U 盤把程序(xù)拷貝到機床進行自動加工。
5、總(zǒng)結
本文通過橢圓配合零件的圖紙和工藝分析(xī),確定合理的裝夾(jiá)方(fāng)案(àn),從(cóng)3種加工方法入手,分別介(jiè)紹(shào)了宏程序加工橢圓、G6.3指(zhǐ)令加工橢圓、UG12軟件自動編程加工橢圓的方法,3種加工方(fāng)法都能完成橢圓零件的加工。在實際(jì)加工中可以合(hé)理選用數控機床,充分發(fā)揮自動編程的優越性,提高(gāo)生產效(xiào)率。
投稿箱:
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行(háng)業數據
| 更(gèng)多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多