


普通車床提高不(bú)鏽鋼加工成品率的技巧
2023-1-4 來源:四川省攀鋼(集團)工程技術有(yǒu)限公(gōng)司 作者:周德華
摘要(yào) : 煉鐵(tiě)廠煤化區域化產係統多使用的(de)低溫泵係多為(wéi)多級水泵類,低溫泵軸的精度高,外徑公差小,表麵粗糙度要求高。其材質為316L 不鏽鋼,是精度高、加工難度高的不鏽鋼細長軸,在普通車床切削加(jiā)工相當困難,在車削過程中很容易報(bào)廢。為解決加工(gōng)中的技術難題,需從以下幾個方麵對不鏽鋼細長軸加工輔助(zhù)機具進行改進。
關鍵詞 : 細長軸車削 ; 跟刀架 ; 車床尾部頂(dǐng)針 ; 車(chē)刀
煉鐵(tiě)廠煤化區域化產係統使用的低溫泵係(xì)多為多(duō)級水泵類,軸的長度 L =1237mm,最大(dà)直徑(jìng) D = 30mm,L /D = 1237/30 = 41.23,按車工工藝標準軸的長度(dù)與直徑之比大於 20 倍以上的稱為細長軸。低溫泵細長軸(zhóu)的(de)精度高(外徑公差 0.02mm,表麵粗糙度 1.6μm),並且材質為 316L,此材質難於加工。在普通(tōng)車床切削(xuē)加工相當困(kùn)難,細長軸在車削過程中很容易報廢,為解決加工中的技術難題,經研究傳統加工方法、曆來的經驗,從以(yǐ)下幾個方麵對不鏽鋼細長軸加工輔助機具進行改進。
1. 不鏽鋼材料(liào)的車削特性
在機械加工行業中,為了保證車削(xuē)的質量和提高工作效益,首(shǒu)先應該熟悉和掌握被(bèi)車(chē)削材料的各種性能,以便選擇切削工藝和刀(dāo)具(jù),不鏽鋼材料的車削特征(zhēng)表現是 :
(1)塑性大,韌性高,切削(xuē)變形大,相應的切削力與切削熱也大。
(2)導熱率低,約為普通鋼的 1/2~1/3,切屑帶走的熱量(liàng)少,因此車刀的溫度很高,車刀快速損。
(3)粘附性強,車削時切屑在刀尖上(shàng)容易產生積屑瘤,工件(jiàn)不易獲得較好的(de)表麵(miàn)粗糙度。
(4)加工表麵容易產生冷(lěng)硬現象加劇車刀磨損(sǔn)。由(yóu)於韌性大,切(qiē)屑不易折斷與卷曲,容易堵塞切屑流出。
2. 改進方案
針對不鏽(xiù)鋼(gāng)材料性能與車削(xuē)加工困難和特點,從以下幾個方麵進行改進。
(1)刀具材料選(xuǎn)擇。首(shǒu)先選用硬度高,抗(kàng)粘附性能好,強度好的刀具材料,如 TW1/YW2 硬質(zhì)合金刀片(piàn),有較好的韌性,能承受較大的(de)衝擊力與切(qiē)削力,而且抗(kàng)拒粘附性(xìng)能也較(jiào)好。

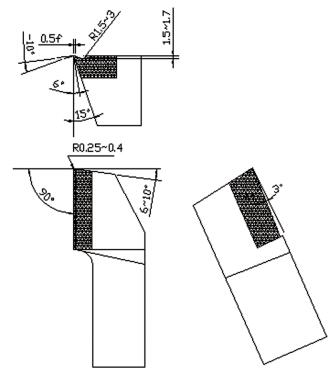
圖 1 車刀角度示意圖
(2)車刀幾何形狀(zhuàng)的選擇。加大外圓車刀的前角,車削鋼件車刀的前角為 5° ~8°左右,車削不鏽鋼車(chē)刀的前角加大約為 10° ~15°,如圖 1所示。前角(jiǎo)增大使切屑卷(juàn)曲產生足夠(gòu)的(de)容屑(xiè)空間(jiān),使切屑排除流暢。但是為了切削輕快加大了前角,會(huì)影響車刀的(de)受力(lì)強度。為了增強車刀刃(rèn)口位置的(de)強度,采(cǎi)取磨有(yǒu) 0.5~0.8mm 的倒棱(léng)辦法來補償(cháng)車刀(dāo)刃口的強度。
(3)切削速度的選擇。不鏽鋼細長軸的剛性差,所(suǒ)以切(qiē)削速度不能太(tài)高,30~60m/min,普通鋼可高一些。
(4)冷卻潤滑劑的選擇。不鏽鋼韌性大(dà),難(nán)以切(qiē)削,要選用抗粘附性(xìng)與散熱性好的(de)冷卻潤滑(huá)液,降(jiàng)低切削力,從而提高了切(qiē)削質量(liàng)與刀具的使用(yòng)壽命。
3. 跟刀架的改進
車床跟刀架是徑向支撐(chēng)旋轉工件的(de)輔助裝置 , 加工時 , 與刀具一起沿工件軸向移動。兩卡(kǎ)爪跟刀架的結構 : 跟刀架(見(jiàn)圖(tú) 2)由跟刀(dāo)架體、調節(jiē)手柄、固緊螺釘、卡爪組成。跟刀架主要在車削細長軸與長絲杆時使用,跟刀(dāo)架體是固定在車床大拖板上,跟隨在車刀的後(hòu)麵,車削時工件受到車刀的(de)切削力,工件將產生變形時,跟刀架的卡(kǎ)爪緊貼住工件,起著控製工件變(biàn)形的(de)作用,從而可以提升工件的形狀(zhuàng)精度和表麵(miàn)粗糙度。
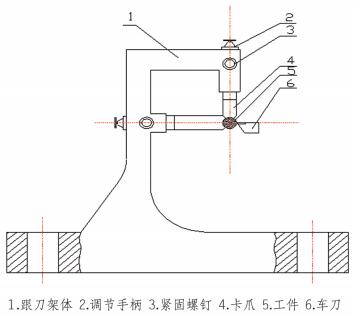
圖 2
常規車床加工使用的跟刀架隻有兩個卡爪(zhǎo),從跟刀架的設計原理來看隻需(xū)兩個卡爪就可(kě)以滿足要求,車削時車刀給工件的(de)切削力 P。
工件的(de)表麵就貼在跟(gēn)刀架的兩隻卡爪上,但是在車(chē)削(xuē)的過(guò)程中,細致觀察手握手柄,感受到工(gōng)件有振動,分析其原因是 : 工件本身存在向下的重力 Q,工件(jiàn)也免不了有些彎曲(qǔ)。當車削時,工件轉動(dòng)中由於離(lí)心力的作(zuò)用,工件時而(ér)離開卡爪,時而接觸卡(kǎ)爪的(de)現象。這種振動現象對細長軸的加工精度有很大的影響,車出來的軸(zhóu)產生竹節形(xíng)兩頭大小不一致,還形(xíng)成錐(zhuī)度的外圓表麵光潔度較差(chà),因而車出來的軸不能使用,隻好報廢。
為了解決工件的振動現象,需對跟刀(dāo)架進行改進。把原來的兩卡爪跟刀架改為三卡爪跟刀架,如圖 3 所(suǒ)示。
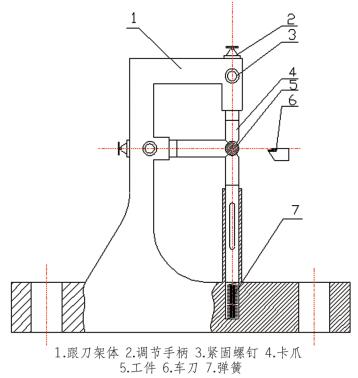
圖 3
使用改進後的三卡爪跟刀架車削時(shí),上下左三個方向受到三個卡爪的控製,右方向有車刀抵住,這樣工件在上下左(zuǒ)右(yòu)都不能振動,消除了工件振動現象,使細長軸能穩(wěn)定順利地進行車削加(jiā)工,加工精度表麵粗糙(cāo)度與錐度誤(wù)差基本上能達到圖紙(zhǐ)上標注的技術要求,加(jiā)工件的成品率達100%。
4. 車床尾部頂針的改(gǎi)進
在車(chē)削加(jiā)工細長軸時,細長軸本身剛性較差,車削時如果裝夾不(bú)當,很(hěn)容易因切削力及重力作用而彎曲(qǔ)變形,產生振動,從而使精度降低,表(biǎo)麵粗糙度變差。所以需對車(chē)床尾部頂針進行必要的改進。
頂(dǐng)針是(shì)車削軸類(lèi)工件特(tè)別是車細長軸時不可缺少(shǎo)的(de)部件,安裝在車(chē)床尾架上。頂針的作用(yòng)是在夾緊工件時,從車床尾部(bù)將工件頂住一端,以便實現車削工藝。
普通頂針在軸線方麵從車床(chuáng)尾部將工件頂住固(gù)定後,沒有伸縮調整的餘地,在車削過程中由(yóu)於工件受熱產生熱變形伸長,根據熱變形伸長公(gōng)式 :
L =alt
式中,L 為工件熱變形伸長量(mm);a 為材(cái)料熱膨脹係數,鋼 a =11.50×10;l 為工件的總(zǒng)長度(mm);t 為工件升高的溫度。
從上(shàng)述公式中可以看出(chū)伸長量與工件的長度,工件熱膨脹係(xì)數與工件的溫升有關。在車削加工短軸類零件由於熱變形伸長量(liàng)小,工件剛度不易(yì)變形彎曲,可以不必考慮。但是車削加工細長軸零件時,由於工件長度(dù)大,熱變形伸長量大,剛度低。如果頂針固定後沒有伸縮調整的餘(yú)地,工件就會被頂(dǐng)彎,車削加工就很難進行,也容易出廢(fèi)品。為此將普通頂針改進為彈簧頂針(如圖4 所(suǒ)示)。
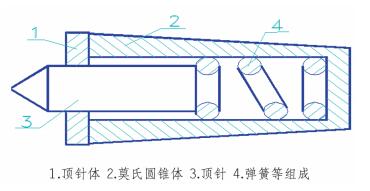
圖 4
改進後的彈簧頂針的結構(gòu)由頂(dǐng)針體、莫氏圓(yuán)錐體(與車床尾部架套筒相配合)、頂(dǐng)針、彈簧等組成。
使用改進後的頂針(zhēn)在車(chē)削過程中,當工件受熱變形時,工件推動頂針彈簧被壓縮補償了工件的伸長量,這樣就不會頂彎,從而保證了車(chē)削加工的順利進行。
5. 結語
經過生產實踐證明,通過跟刀架與車床尾(wěi)部(bù)頂針的改(gǎi)進,有效地解決了不(bú)鏽鋼細長軸車削(xuē)時的振動現象,補償(cháng)了熱(rè)變形伸長量(liàng),有效地控製了細長軸的彎曲度,保證了車削加工的順利進行。
通過車刀的材質與幾(jǐ)何形狀(zhuàng)的改進,以及切削速度(dù)與冷卻潤滑液的合理選擇,使切削輕快。使用大前角車(chē)刀適用於不鏽鋼細長軸的粗車與半精車,比原來提高功效 3 倍左右,車(chē)削加工非常順利,提高了加工質量與效率,延長刀具使用壽命,工件尺寸精度與表麵(miàn)光潔度能達到技術要求。
在數控技(jì)術橫行的時代,普通機床在製造行業也(yě)是必不可缺的,世界流行的(de)各大名車、名表都還保留著傳統的純手工製作。謹以此文為廣大同行借鑒交流,筆者水平有限如有不當(dāng)之處還敬請批評和指正。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多