


數控機床特殊故障的診斷分析與處理
2021-6-8 來源: 首都航天機械有限公司 作者:關進良,楊春月,張(zhāng)振剛,李術平,劉鬆
摘要(yào):針對(duì)數控機床某些“特殊故障(zhàng)”,結合工作中的維修實例從原理上分(fèn)析引發特殊故障的主要原因(yīn),總結排查各類特殊故障的一般思路,並給(gěi)出相應的解決方案。
關鍵詞:數控機床;特殊故障;維修實(shí)例;PMC
數控機床是典型的機電一體化設備,涉及機械、電(diàn)氣、液壓、計算機以及自動控製等多種專業,且控(kòng)製過程複雜,這在一定程度上給(gěi)數(shù)控(kòng)機床的故障診斷增加了難度。在種類繁多的故障中,有(yǒu)一類故障不能(néng)按照(zhào)常規(guī)思路進(jìn)行故障診斷,其(qí)故障現象往往具有(yǒu)“迷(mí)惑性”,故障(zhàng)原因(yīn)有時帶有(yǒu)一定的“隱蔽性”,本文稱為特(tè)殊故障。
1、具體故障診斷(duàn)維(wéi)修實例
1.1 某數控立式車床“標頭 SKP”閃爍不停止(zhǐ)故障(zhàng)
故障現象:數控立式車床采用 FANUC 0T 數控係統,當選擇編輯 EDIT/ 自動 AUTO 方式時,機床顯示器出現“標(biāo)頭 SKP”閃爍不停,無法正常運行,隻有按下(xià) RESET 鍵後才能切換到(dào)其(qí)他(tā)方式(如 MDI 方式),且其它方式無此故障(zhàng)現象(xiàng)。
故障分析及解決方案:機床出現“標頭 SKP”閃爍,一般情況下,是由於正在通過 RS232 通訊接口(kǒu)進行加工程序的傳輸,當程序傳輸結束後,機床即可恢複正常。但此機床的加工程序已經傳輸完成,根本不處於(yú)程序傳輸狀態,又檢(jiǎn)查數控係統(tǒng)、計算機和通訊有關的參數(如波(bō)特(tè)率、數據位、停止位等)均正常。排除常見故障原(yuán)因(yīn)外,再將機床調為 MDI 方式,檢查是(shì)否能正常手動輸入程序,發現當輸入(rù) G 代碼(如 G01)還未按下(xià)“input”按鍵時,G 代碼已經被輸入到係統中(zhōng),故障原因可能和“input”按鍵有關,隨之拆(chāi)下該數控機床特殊故障的診斷分析與處理(lǐ)按鍵發現裏麵有水珠,同時,並測量其電阻值約 95Ω(按鍵處於常開狀態),接近於“短路”狀態,正(zhèng)常電阻值應趨向於無窮大,接近於“斷路”狀態,將按鍵清理幹(gàn)燥後重新安裝測試,未出現“標頭 SKP”閃爍,故障排除。為了理(lǐ)清引發故障的根本原因,選擇EDIT/ AUTO 方式,按一下“input”按(àn)鍵故障複現(這一現象操作和維護人員均很少注意),進一步驗證了該故障是由於按(àn)鍵異常造成的。
小結:該故障的特殊之處在於看似屬於通訊故障,實則是硬件故障(按鍵內部進水短路),此類故障比較少(shǎo)見,且迷惑性很大,麵對此類故障,先要清楚造成故障的過程和原(yuán)理,再設法從和故障相關的其他方麵著手,進而找到故障診斷突破口(kǒu),如此例中,在 MDI 狀態驗證能否正常輸入 G 代碼,從而查出“input”按鍵故障(zhàng)。
1.2 某數(shù)控車床“方式選擇”故障
故障現象:該數控車床采用 FANUC 0iD 數控係統,開機後方式選(xuǎn)擇旋鈕開關失效,無論(lùn)選(xuǎn)擇何種運行方式,數(shù)控係統顯示的都是 MDI 方(fāng)式,無法正常進行(háng)方式選擇,且無任(rèn)何報警。
故障分析及解決方案:對於方式(shì)選擇故障,一(yī)般情況下可(kě)考慮以下因素:(1)方式選(xuǎn)擇開關直接連接的(de)電纜脫落(luò),故障率占 50% 以上;(2)方式選擇開關硬件本身損(sǔn)壞,依據(jù)故障記錄可知,故障率約占40%;(3)其他方麵間接引起的此類故障,故障率約占 10%。按照(zhào)以上分析(xī),首先,拆下機床(chuáng)操作麵板,檢查方(fāng)式(shì)選擇開關連接電纜,均無脫落,也沒有虛接。然後又更換新(xīn)的方式選擇開關,故障仍然複現。
另外,機床沒(méi)有(yǒu)任何報警提示,給維修人員帶來較大的困難。為了徹底查明故障原因,結(jié)合 FANUC 係統 PMC 和方式選擇地址信號控製原理,係統處於何種運行方式主要由地址信號 G43 來控製,具體控製和對應關係見表 1。
表(biǎo) 1 方式選擇地址信號
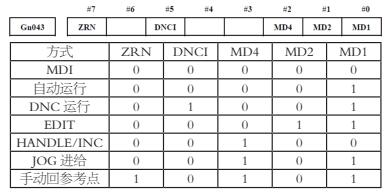
根據“無(wú)論選(xuǎn)擇何種運行方式,係統始終顯示MDI 方式”這一故障現象,從表 1 可以(yǐ)看出,地址信號 MD1(G43.0)、MD2(G43.1)、MD4(G43.2)、DNCI(G43.5)、ZRN(G43.7)一(yī)直都為 0,那麽有一種(zhǒng)可能,以(yǐ)上地址信號沒有 24V 電源供給,這種可能也同樣可以(yǐ)造(zào)成此故障。現將方式選擇開關分(fèn)別(bié)打(dǎ)到不同方式,使用萬用表依次測量(liàng)開關的接線端子,電壓均為 0V。結合機床(chuáng)相(xiàng)關電氣原理(lǐ)圖,檢查電氣櫃發現,有一給方式選擇開關供電的 24V 電源線(xiàn)虛接,重(chóng)新緊固後(hòu)並進(jìn)行方式選擇測(cè)試,機床恢複正常,故障徹(chè)底排除。
小結:該(gāi)故障的特殊(shū)之處在於表麵看似是方式選擇開關或者地址信號控製方麵的故障,其實是電源故障。解決該問題的關鍵是選擇的 PMC 地(dì)址信號控製關係(xì),數控機床有時會出現故障現象相同,但故障原因不同,這(zhè)就需要維修人員加強日常學習,明白控製原理,不(bú)斷提高自身的理論素養,從“原理”上著手解決故障,以不變應萬變,往往會起到事半功倍的效果。
1.3 某立式加工中心自(zì)動執行程(chéng)序故障
故障現象:某加工中心采用三(sān)菱數控係統,在執行程序“T** M06;G91 G01 X100 F200;M30”過程中,當執行完(wán)換刀指令後出現(xiàn)循環停止(循環停止按鍵紅燈亮),未繼續執行語(yǔ)句 G91 G01 X100 F200,當再次按下(xià)循環啟動按鍵後又能往下繼續運行程序。
故障分析(xī)及解決方案:該機(jī)床采用無機械手自動換刀係統,鬥笠式刀庫,刀庫的前進 / 後退以及機床主軸鬆 / 緊刀均采(cǎi)用氣壓驅動。每次隻在執行帶有換刀(dāo)指令的程序時才出現上述故障(zhàng),於是,需要先捋清整體換刀流程(見圖 1)及相關信號檢測值(zhí)是否正確,檢查後未發現異常。又根據故障現象(xiàng)“再次按下循(xún)環啟動按鍵後又能(néng)往(wǎng)下繼續運行程序”,說明有(yǒu)一種可能是換刀過程中某個步驟異常,在換刀完成後又恢(huī)複了正常,但間接影響了下(xià)麵 G 代碼的執行(可能是影(yǐng)響了順利執行(háng)G 代碼的某一前提條(tiáo)件)。
依據這一思(sī)路,仔細觀察後發現,當換刀進行到“主軸吹氣(qì)”這一步驟時(shí)(持續(xù) 2 秒),相應的氣管有漏氣現象,當主軸夾緊刀具後(hòu)此氣路控(kòng)製閥已自動關閉恢複正常,且換刀流程正確,故障迷惑性較大。但是,氣(qì)管漏氣(整(zhěng)個機床氣動係統的一支路)過程中可能造成了氣動係統壓力瞬(shùn)間低於壓力傳感(gǎn)器的設定值(很快又得到了恢複),在壓力傳感器檢測異常的瞬(shùn)間導致了循環停止,當再次按下循環啟動時,因為壓力值已經恢複正常,所以又能往下執行程序(xù)。更(gèng)換(huàn)新的氣管並測試,故障徹底排除,驗證了上(shàng)述(shù)分析過程的(de)正確性。
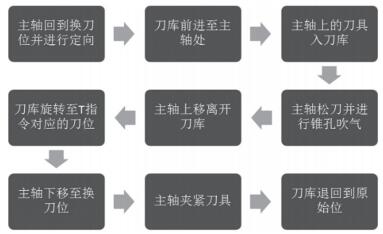
圖 1 換刀流程
小結:該故障的特殊之(zhī)處在於故障現象是程序執行問題,實(shí)質上是換刀過程中“遺留”的故障間接影(yǐng)響了(le)G 代(dài)碼的執行,隻有熟悉整個(gè)換刀步驟以及每一步信號檢測過程,才能準確(què)進行故障定位。
2、結語
綜(zōng)上,排除(chú)數(shù)控機床特殊故障的一般思路如下,首先,認真觀察故障現象,不放過任何細節(包括詢問機(jī)床操作人員),可能某個(gè)細節就是解決問題的關(guān)鍵。其次(cì),使(shǐ)用常規故障診斷(duàn)方法依次排除常見的故障原因,逐步把診斷範圍縮小。最後,既要深刻理(lǐ)解電氣(qì)控製“原理”,又要發散思維方式,參考“經驗(yàn)”但不能隻靠“經驗”,分析(xī)可能引發故障的間接可能和不常見的某些原因,逐步揭(jiē)開故障的“神秘麵(miàn)紗”,消除各種(zhǒng)故障(zhàng)的隱蔽性,從而順利排除(chú)故障。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
州金馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情(qíng)況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量(liàng)數據
- 2024年10月(yuè) 金屬切(qiē)削機床產量(liàng)數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博(bó)文選萃
| 更多