


細長電動機軸加工中數控車床設備的技術改進
2021-3-4 來源:中國萬達石油裝備(bèi) 作者: 劉華三 劉建軍
摘要:主要介紹了在數控車床加工細長電動機軸時遇到的技術難題,通過對設(shè)備的技術改進,解決了此難題。
關鍵詞:數控車床;電(diàn)動機軸(zhóu);圓弧槽;尾座
我公司常年承攬細長電動機軸(zhóu)(見圖1)的加工業務,為響應集團號召,我們不斷研究工藝方案,總結加工經驗,完善加工技術,從而大幅提升了產品質量(liàng),提高了生產效率。根據客戶要求,圖1中電動機軸中(zhōng)間需要有圓弧槽的加工。現有加工(gōng)設備是數控車床,數控係統為日本發那科(kē),在(zài)國內(nèi)較為先進,但該設備行程較(jiào)短,無法對電動機軸中間圓弧槽進(jìn)行加工,針對這個難題,對現有設備進行(háng)了認真分析考證後(hòu),對尾座進行了技術改進。
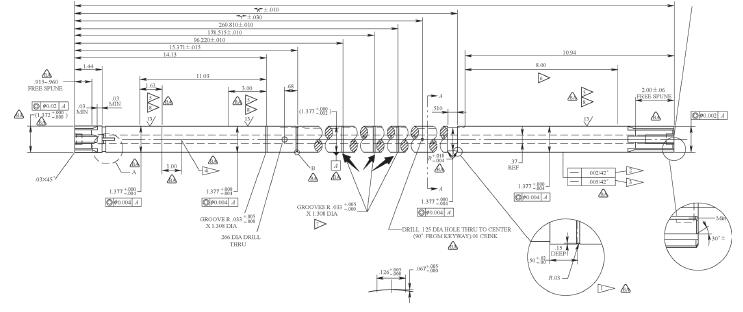
圖1 電動機軸
如圖(tú)2所示,該尾座套筒安裝一個浮動頂尖,通過6個沉頭螺栓固定。安裝浮動頂尖作(zuò)用主要有2個:①通過中心孔,可(kě)以(yǐ)頂住(zhù)長軸的另一端,起到支撐固定的作用。②通過配重,可以利用浮動頂尖加工偏心軸。另外,可以利用該頂尖調整設備的(de)各項精度(dù),如卡盤中心、導軌平行(háng)度及刀架直線度等。

圖2 數(shù)控車床尾座
對現有設備(bèi)認真分析考證後,對尾座進行了技術改(gǎi)進,改(gǎi)進過程為:①鬆開緊固的6個沉頭螺栓。②從(cóng)尾座背麵將浮動頂尖整個從套筒中敲出(chū),由於是過(guò)盈配合,需稍用力。③加工一個
圓環尼龍套,塞入套筒內。
編製的加工程序為:
電動機軸加工過程為:①首先(xiān)在劃線平台上劃線,標出電動機軸各圓弧槽的位置。②編程,精確計算切削(xuē)深度及加工位置,原則上,中心架閉合後,在靠近卡盤處進行加工(gōng)。③將電動(dòng)機軸整(zhěng)個穿過套(tào)筒內孔,對線對刀後,將卡盤和中心架先後夾緊。④程序啟動,開始加工。⑤加工(gōng)完成,鬆開卡盤和中心架,將電動機軸向前(qián)拖拽,加工下一個位置(zhì)。
經檢驗,各圓弧槽位置精度與(yǔ)尺寸(cùn)精度均在公差範圍內,符(fú)合圖樣要求,交付客戶後,得到客戶的好評。此數控車床的技術改進(jìn),拓寬了(le)電動機軸加工的業務範圍,增加了市場的主動(dòng)性和能動(dòng)性,把電動機軸的加工提升到一個嶄新的高度,為市場的重新定位打下了堅實基(jī)礎。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬(shǔ)切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文(wén)選萃
| 更多
- 機(jī)械加工(gōng)過(guò)程圖示
- 判斷一台加工中心精度的幾種辦(bàn)法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數(shù)控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代(dài),少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂數控車床加工(gōng)刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別