


淺談圓錐麵配合零件在普通車床上(shàng)加(jiā)工的改進
2020-12-10 來(lái)源: 福州第一技師學院 作(zuò)者:林寶忠
摘要:以職業院校技能(néng)競賽車加(jiā)工項目試題為例,描述了圓錐麵配合零件在普通車床上常規車削加(jiā)工方(fāng)法及存(cún)在的問題,結(jié)合競賽輔導經驗,針對存在的問題提出了利用百分表(biǎo)配合車削加工圓錐麵配合零件的改(gǎi)進方法,及利用三角形關係解決圓錐零件配合間距的改進方法。
關鍵詞:車(chē)加工;圓錐麵;百分表;競賽
雖然當今工業(yè)智能化日益發展,但是在平時的(de)設備和工具中基礎零部件仍然占據著重要地位,特別是許多圓錐(zhuī)麵的配合零件仍被廣泛應用,如普通車床主軸的錐孔與前頂尖錐柄的配合,麻花鑽頭的錐柄與變徑錐套之間(jiān)配(pèi)合等。技工學校是(shì)培養(yǎng)技能型才(cái)的(de)重要基地,普通車床的技能訓練已經成(chéng)為各類中職、技工學校機械專業教學(xué)與訓練的重要課(kè)題。
圓錐零件是機械零件結構中重要的組成部分,其車削也是(shì)機械零件中較難掌握(wò)的加工工藝之一(yī),利用普通車床加工各種形狀和精度的圓錐麵配合零件也是車工必須掌握的重要內容,圓錐麵配合零(líng)件(jiàn)的(de)加(jiā)工是(shì)各類車加工技能競賽(sài)的重要考點之一。
本文(wén)以福建省中職院校(xiào)技能競賽車加工項目試題為例,如(rú)圖 1。
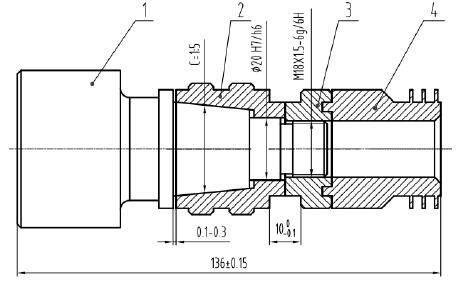
圖 1 車加工項目試題
1 、零件的車(chē)削要求分析
1.1 精度要求
分析該中職類車加工競賽試題的車削工(gōng)藝,圖樣中的加工基本要求:錐度是 1:5±5′,要求(qiú)圓錐麵的配合(hé)件(jiàn) 1、2 的配斷麵間隙為 0.1- 0.3,表麵粗糙度要求為 1.6μm 塗色法檢查配合接觸麵≥70%。
1.2 競賽要求
車加工項目技能競賽追求三個“度”,即精度、速度和粗糙度。即(jí)在日常的訓練指導中教師應該經常分析學(xué)生的工藝安排、切削用(yòng)量選擇及工量夾具的使用等。在(zài)加(jiā)工過程中合理(lǐ)選擇刀具和優化切削用量,在最短時間內用熟練的操作(zuò)確保關鍵得(dé)分(fèn)點,保證在規定的時間內完成切削項目。 因此,用優化的(de)加工工藝和方法(fǎ)以便節約加工時間至關(guān)重要。
2 、傳統的車削方法及存在的主要問題
在普(pǔ)通車床上加工圓錐零件時主要(yào)保證圓錐角(jiǎo)度和尺寸精度,首先先控製圓(yuán)錐角度,其次(cì)再精車保證(zhèng)尺寸精度。經過零件的分析(xī),該零件的圓錐半角較大且圓錐麵對應的直線距離較短,適用於轉動小滑板的車削(xuē)法。常用的轉動小滑板(bǎn)法車圓錐零件即在車削工件的圓錐麵零件前將車床(chuáng)的小滑板轉過一定角度, 使車床小滑(huá)板移動的手動(dòng)進給方向與工件主軸中心線的夾角等(děng)於計算的圓錐半角 α/2 。該方法特點是操作簡單且可加工錐角範(fàn)圍較大的內外錐零件,缺點就是圓錐角精度較差且受小滑板轉動(dòng)行程的限製不能車削長的(de)圓傳(chuán)統的(de)加工步(bù)驟是:
2.1 小滑板轉動角(jiǎo)度的確定
通(tōng)過查表或者數學計算確定錐度1:5 的(de)圓錐半角是 5°42′38″;
2.2 轉動小滑板的方法(fǎ)
鬆開小滑板下的轉盤(pán)上兩個螺(luó)母,觀測小滑板中間刻度(dù)零線,用目測的方(fāng)法轉動小滑板(bǎn)的角度至計算的(de)圓錐半角(jiǎo),粗略對準後再(zài)通過試車(chē)削測量多次找正(zhèng)。
2.3 粗(cū)車外圓錐麵
先移動中滑板調整(zhěng)好切削深度再雙手交替轉動(dòng)小滑板的手柄將零件車削到(dào)外圓位置(zhì)。然後調整(zhěng)萬(wàn)能(néng)角(jiǎo)度尺至要測得的圓錐半角,基尺靠在零件端麵並穿過工件中心,刀口(kǒu)尺貼在圓錐麵的(de)切線上,再用透光(guāng)法檢驗並(bìng)微(wēi)調小滑板下的轉盤角度。多次試切測量至(zhì)合(hé)格的角度要求。
2.4 精車圓錐(zhuī)麵
小滑板的轉角調整準(zhǔn)確後,提高主軸轉速、降低進給量,精車圓錐麵保證表麵粗糙度和尺(chǐ)寸精(jīng)度。這種方法雖然簡單但是在加(jiā)工圓錐零件時因車床小滑板轉盤的刻度值精確度較低,而且常見圓錐的圓錐角(jiǎo)度基本不(bú)是整數,故角度(dù)的小數部分隻能用目測方式對準(zhǔn)。因目測存在較大誤差,所以車削圓錐(zhuī)時經一次角度調整加工的錐度難以達到圖樣要求,一般要需要(yào)試車削後測(cè)量錐度再微調(diào)小滑板的轉角,經過多次反複後才能逐步使(shǐ)錐度準確。因此在競賽加工圓(yuán)錐配合零(líng)件費時費力(lì)而達不到精度(dù)要求。
3 、改進方法
在輔導技能競賽及教學工作的幾年中,通過教學(xué)實踐和(hé)結合競賽輔導經驗,在不斷的研(yán)究、總結下,對於圓錐麵配合(hé)零件的車削也有了一定的認知,在此談談車削圓錐麵配合零件的方法改進。
3.1 校(xiào)準錐度的改進方法
通過理解圓錐的基本參數(如圖 2)。可推演為直角三角形來表(biǎo)達錐度,如上例的錐度 1:5 可計算轉變為:徑向半徑差(D- d)=1mm,錐麵(miàn)對應的水平長度 L=10mm,根據直角三角形關(guān)係式可得轉動小(xiǎo)滑板(bǎn)移(yí)動的距(jù)離即(jí)斜邊 c=10.05mm。轉動小滑板轉盤時應用鍾表式百分表和機床尾座伸出套筒的(de)光滑麵調整圓錐半角的方法(fǎ)如下(xià):百分表吸附在刀架邊緣並垂(chuí)直(zhí)對準尾座套筒中心位置,鬆開小(xiǎo)滑板下的轉盤上兩個螺母,轉動小滑板的(de)轉盤至需要的圓錐半角(jiǎo)並且將百分表的刻度盤對(duì)零,百分表壓入兩(liǎng)圈(2mm)後指針(zhēn)調零,然後消除間隙後轉動小(xiǎo)滑板(bǎn)向左移(yí)動10.05mm,最後用(yòng)微調小滑(huá)板下的(de)轉盤直至百分表指針示數變化為1,說明錐(zhuī)度半角校準完畢,然後按圖(tú)紙要(yào)求加工圓錐麵(miàn)。
如果(guǒ)競賽過(guò)程中的圓錐配合(hé)麵的錐度與樣題不一致,或者(zhě)以盲題的方式呈現給選手,例如錐度(dù)改為 1:12,如何應變呢?同樣的原理,百分表壓(yā)入兩圈(2mm)後指針調零(líng),然後消(xiāo)除間隙後轉(zhuǎn)動小滑板向左移動略大於 2 倍的水平長度(即 2×12)mm,再微調小(xiǎo)滑板下的轉盤直至(zhì)百分表指針示數(shù)變化為 1。
該改進的(de)方法減少(shǎo)圓錐半角繁瑣的計算過程,彌補現階段技工院校學生計算能力的不足,且(qiě)節約了(le)非加工的銜接時間。
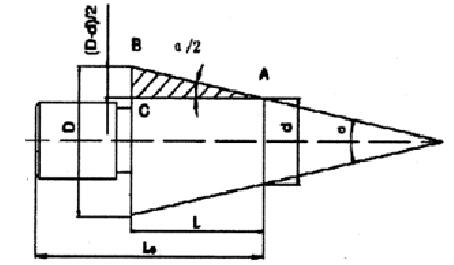
圖(tú) 2 圓錐(zhuī)的基本參(cān)數
3.2 內圓錐麵的加工改進方法
測量工件端麵並精車外圓錐麵後,保持小滑板轉盤轉動的角度一致,安裝反向鏜刀(左偏刀)於刀架,車床主(zhǔ)軸反轉加工內錐麵。這種方法即可以保證內外(wài)圓錐麵配(pèi)合更佳,而且節(jiē)省了內錐零件再次校準錐度的(de)時間。
3.3 控製圓錐配合間距的改進方法
如上例,對於錐度 1:5 的圓(yuán)錐(zhuī)配合(hé)零件間的配合間隙為0.1- 0.3。按傳統的加工方(fāng)法為使用經驗法和結合多次切(qiē)削測量的形式。此方法費(fèi)時且難於達到精度要求。利用三角形關係的改進方(fāng)法準確(què)控製圓錐零件(jiàn)的配合間(jiān)距,從錐度零件軸向移動和徑(jìng)向變化關係圖(圖 3) 所示(shì),可以快速計算(suàn)軸向變化(huà) 1mm徑向需調整0.1mm。半精車(chē)結束後測量軸向配(pèi)合間距(jù),(實際測量值 - 理論間(jiān)距值)×0.1mm即為中滑板的精(jīng)車餘量。經過一次調整中滑板的徑向精車餘量可直接精車到位,保證(zhèng)圓錐配合(hé)間距合格。
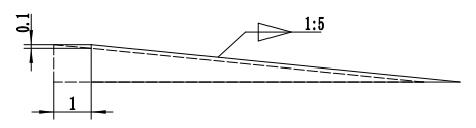
圖 3 軸向(xiàng)移動和徑向變化關係
通過以上車削方法的改進,效果(guǒ)顯著:a.通過(guò)多(duō)次的實踐統計,改進(jìn)的方法(fǎ)單項切(qiē)削可節省 15 分(fèn)鍾,提高(gāo)效率,為後續的加工提供了充足的時間條件;b.應用(yòng)“反刀法”車削的(de)內外圓錐麵,經塗色法檢查配(pèi)合接觸麵為≥98%,高(gāo)於圖樣要求;c.經過三(sān)坐標精密測量(liàng)檢驗,工件的尺寸精度特別是圓錐配合間距符合圖樣要求。以上(shàng)改進符合技能競賽追求的三個“度”,即尺寸精度、加工速(sù)度和粗糙度。
結束語
經過改進的圓錐麵配合零件的車削方法,在實操中提高(gāo)了效率並有效地解決車加工“圓錐麵配合(hé)零件的車削”技能實習教學的難點,本人(rén)將改(gǎi)進方法應用到(dào)車工實踐教學中取(qǔ)得了顯著的教學成績。近年來我(wǒ)院車工(gōng)工種的中、高級職(zhí)業資格(gé)鑒定考核通過率大於(yú)92%以上,指導學生參加省、市各級技能競賽在車加工項(xiàng)目中多次(cì)獲(huò)得了市賽一、二等獎(jiǎng)和省賽一、三等獎的好成績(jì),也(yě)充(chōng)分證明圓錐麵配合零件的車削方法的改進是合適現階段的教學和技能競賽。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查(chá)")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年(nián)11月 分地區(qū)金屬切削(xuē)機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年(nián)8月 新能源汽(qì)車產量(liàng)數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)