


模塊化斜床身結構靜動態性能研究
2020-9-2 來源:通用技術集團大連機床有限責任公司 作者: 吳慧敏(mǐn)
摘要 : 針對(duì)新型模塊化數控車床產品,利(lì)用 ANSYS 軟件對其整體鑄造斜床身(shēn)結構進行了(le)靜態和動態分析,並經過試驗驗證,為機床進一步的結構優化升級與批量生產提供了理論試驗依據。
關(guān)鍵詞 : 模塊化; 整體式; 斜(xié)床身; 車床
隨著工業 4.0 興起,製造業不斷向智能(néng)製造(zào)方向轉變。模塊化機床(chuáng)是現代生產的一種新型模式。模塊化(huà)係統定義為一種盡可能的(de)通用的可替換的基本部件組(zǔ)合成不同(tóng)形式機(jī)床品種的生產技術和組織計劃(huá)方式。針對這一理(lǐ)念(niàn),以廠內新型模塊化數控(kòng)車床為例,通過靜動態分析模塊,分析了 40°整體式床身靜動態性能,為實現精益生產提(tí)供了有價值的參考。該機床的 Pro/E 模型如圖 1 所(suǒ)示。床身采用(yòng)整體(tǐ)鑄造成形,床(chuáng)身導軌 40°傾斜布局,有較大的(de)承載截麵,其他模塊按照市場需求進行(háng)不同配(pèi)置,可實現高精密、高效率和高可靠性(xìng)加(jiā)工。
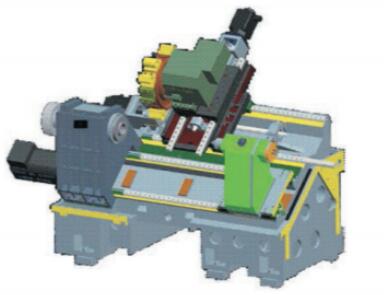
圖 1 模塊化機床(chuáng)架構
1. 整體式斜床身有限元模型建立(lì)
床身作為機床承載(zǎi)載荷的基礎,其性能非常重要。需要對其進行靜力學分析,找(zhǎo)出應力和變形最大的(de)薄弱點,為衡量機床性能提供可靠(kào)的依據。
由於過渡圓角、螺栓孔及模(mó)型中的小孔對床身的質量及剛度不(bú)會產生大的影(yǐng)響,完全可以保證足夠的計算精度,因此可以去掉這些特(tè)征。將 Pro/E 軟件建(jiàn)立的床(chuáng)身模(mó)型導入 ANSYS中。設置床身材料(liào)為 HT300,密度為 7 300kg/cm3,楊氏(shì)模量為 1.43×1011Pa,泊鬆比(bǐ)為 0.26。采用四麵體和掃掠網格劃分,床身節點數為 341789 個,單元(yuán)個數(shù)為 187 625。整體式斜床身有限元模型如圖 2 所示。
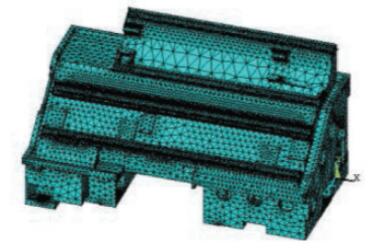
圖 2 整體式斜床(chuáng)身有(yǒu)限元模(mó)
2. 斜床身靜力學分析
數控(kòng)車床斜床身底部與地基固定,可以定義為全約束,主要承載載荷見表 1。上導軌麵承載刀塔刀盤和滑板的共同質(zhì)量,下導軌麵承載主軸箱和尾座的共同質量。在工礦下,上下導軌均承(chéng)受切(qiē)削力的作用。
表(biǎo) 1 斜床身(shēn)載荷參數(質量 :kg)

針對此床(chuáng)身 40°傾斜設計,從床身靜態有限元(yuán)分(fèn)析可知(zhī),最大應力(lì)區域(yù)分布在床身背部一些(xiē)筋板連接處,上下導軌應力很小(xiǎo),對實際加工幾乎沒有影響,床身最(zuì)大(dà)應力為 28 540N,如圖 3所示(shì)。
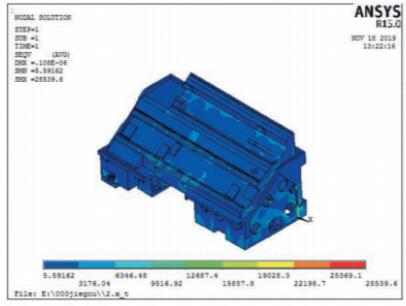
圖 3 斜床身最大應力雲圖
最大變形(xíng)位置出(chū)現在上導(dǎo)軌中間稍(shāo)微靠左(zuǒ)的位置,這與工況下導軌受(shòu)到最(zuì)大的力相吻合,此處正是加工工件時刀塔的位置。由於導軌傾斜40°,上導軌(guǐ)外側部分承載(zǎi)力(lì)較大,但是其變形量最大隻有(yǒu) 0.108×10-3mm,如圖 4 所(suǒ)示,說明床身結構變形非常小,可以(yǐ)滿足加工精度,確保加(jiā)工(gōng)質量。
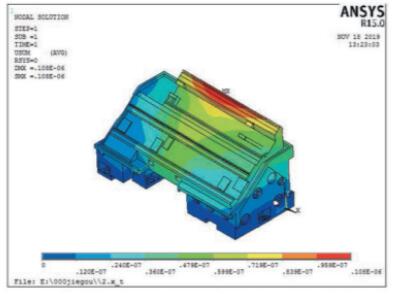
圖(tú) 4 斜床身最大變形雲圖
3. 斜床身模態性能分(fèn)析
同樣,按(àn)照圖 2 結構進行網格劃分有限元模型,運用 Block Lanczos方法計算模態分析結(jié)果(guǒ)見表 2。提取床身的前(qián)六階振型如圖 5 所(suǒ)示。
表(biǎo) 2 斜床身前 6 階振型計算結果
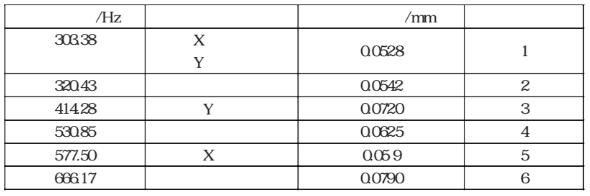
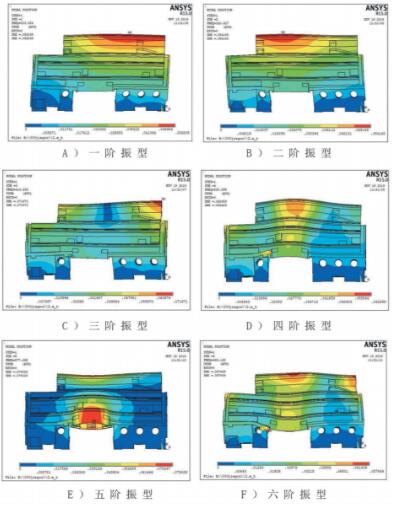
圖 5 斜床身前 6 階振型
數據分析可得,床身振動的位移量範(fàn)圍約為0.052~0.079mm,對於加工(gōng)影響不是很大,並且(qiě)模(mó)態振動的固有頻率最小為 303.38Hz。根(gēn)據計算(suàn)得到一階臨界轉速約為 13 652r/min,而該機床最高轉速為 4 000r/min,遠低於臨界轉速,不會發生共振(zhèn)。說明該床身完全符合初期構想的(de)技術要求。
4. 動態性能試驗驗證
對於首台試製整體式床(chuáng)身數控車(chē)床(chuáng),需(xū)要對其進行動態性能試驗,檢(jiǎn)驗其各項性能是否(fǒu)符(fú)合技術要求。同時為了驗證計算(suàn)的準確性(xìng),對該斜床身數控車床(chuáng)進行切削(xuē)試驗驗證。按照國家標準 GB/T
9061—2007 和行業標準(zhǔn) JB/T2322.1—2002 要求,根(gēn)據(jù)機床相關參數選擇刀(dāo)具和試件見表 3。試件裝夾(jiá)如圖 6 所示。
表3 試驗參數
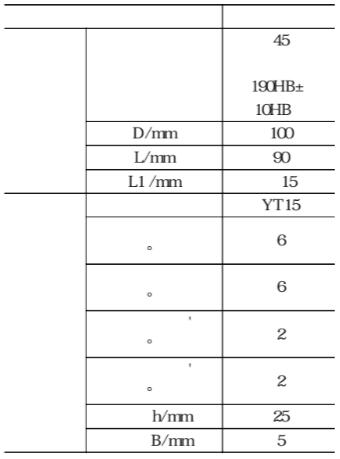
表4 實驗切削參數
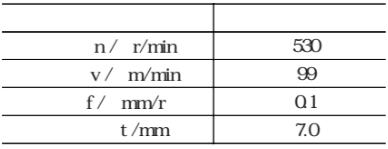

圖 6 切削顫振試驗
經(jīng)過多次切削試驗,得到切削參數見表 4。該機床最大切削深(shēn)度可達7mm。並且試驗中無切削顫振現象,工件表麵(miàn)無明顯(xiǎn)振紋(wén),說明(míng)該(gāi)機床的動態性能良好,驗證了床身有限元分析的準確性。
5. 結(jié)語
本文運用 ANSYS 軟件對新型整體式床身結(jié)構進行了靜動態分析計算,證明床身最大應力區域分布在床身背部一些筋板連接處,上下導(dǎo)軌應力很小。最大變形位置出現在上導軌中間稍微靠左的位(wèi)置(zhì),應力(lì)和變形數值都很小,驗證了其(qí)強度和(hé)剛度的(de)合理性。同時,得到了在切削中床身容易發生共振的(de)頻率範圍,驗證了整體式床身結構的合理性。通過(guò)實際(jì)加工試驗驗證,進(jìn)一步證明了該床身結構的可靠和穩定。為該新型整體(tǐ)式斜床身(shēn)的批(pī)量生產提(tí)供了理(lǐ)論和試驗基礎。
投(tóu)稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息(xī)
")
業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承(chéng)出口(kǒu)情況
- 2024年(nián)10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(chē)(轎車(chē))產量數據