


埃瑪克推出(chū)VL 1 TWIN雙主軸上下料車床--大幅降低錐(zhuī)齒輪的單件成本
2020-6-22 來源:-- 作者:-
乘用車領域的錐齒輪都是批量生產的。作為差(chà)速器的核心部件,供(gòng)應(yīng)商需要生產數百萬個錐齒輪(lún)——這也就不足為奇了,因(yīn)為每一個(gè)差速(sù)器(qì)中都(dōu)有四個錐齒(chǐ)輪。此外,四(sì)輪驅(qū)動車輛(配備兩個差速器)的數量也在增(zēng)加。因此(cǐ),錐齒輪的數量也隨之增加,許多(duō)供應(yīng)商(shāng)也越來越(yuè)重視(shì)這個工件的生產工藝。他們正(zhèng)在尋找新型機加工解(jiě)決方案,以確保相當低(dī)的單件成本和一(yī)貫的高品質。埃(āi)馬克為此研發的VL 1TWIN雙(shuāng)主軸上下料車床正是完美的解決方案:這款車床10 能(néng)在同一個(gè)加工區內高速同時加工兩個相同的錐齒輪。此(cǐ)外,還可通過機器人單元和回轉工作(zuò)台輕鬆上(shàng)料。由此可將節拍(pāi)縮短至 4.5秒。
在(zài) VL 1 TWIN 上以約 25 至(zhì) 40 秒的節拍同時加工兩個錐齒輪。
四輪驅動汽車風頭(tóu)正勁。比如在(zài)德國,新注冊(cè)登記的四輪驅動汽車比例目前已達到大約(yuē) 20%。在瑞典或瑞士等其他國家,這一比例甚至更高。目前這一發展趨勢意味著(zhe)錐(zhuī)齒輪的數量將急劇增加,這與汽車製(zhì)造行業中的其他大批量部(bù)件一樣,都麵臨著越來越大的成本壓力(lì)。它的生產過程首先從複雜的鍛造工藝開始,在鍛造工(gōng)藝中製造出錐齒輪工件(jiàn)特有的錐形齒。之後進(jìn)行各種車削工藝:通過這(zhè)種20 方式製造出與齒相對的錐形麵、錐形麵上的小側邊、內孔及一個端麵。根據製造商的個性化生產解決方案,可直(zhí)接在最終的(de)硬車過程中執行這些工藝,或者也可以先對每個工件進行軟車(chē),然後(hòu)再硬車。“不管采用(yòng)哪種方(fāng)法,我們的(de)目標(biāo)都是以經濟高效、快(kuài)速並且無缺陷的方式(shì)大批量生產產品”,埃馬克的技術(shù)銷售經理Daniele Loporchio 解釋說,“這正是我們設計 VL 1 TWIN 的初衷。此款(kuǎn)機(jī)床非常適合直徑不超過 75 毫米的各種(zhǒng)錐齒輪的軟車和(hé)硬車。”

為提高(gāo)產量,埃(āi)馬克研發人員將兩台 VL 1 TWIN 機(jī)床通過TrackMotion 工件輸(shū)送係(xì)統或機器人單元連接在一起。
節(jiē)拍僅20秒
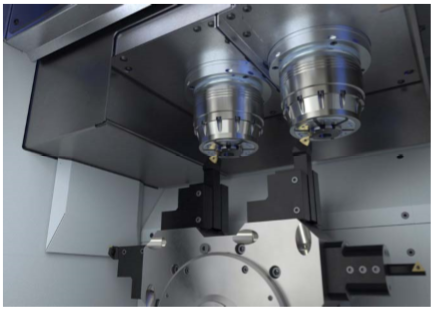
這款(kuǎn)上下料車削中心的基本原理起(qǐ)到決定性的作(zuò)用。它配備兩條上30下料主軸(占空比為 40% 時,可(kě)達到 9.9 kW/136 Nm),這兩條主(zhǔ)軸能以極高的速度同時加(jiā)工兩個(gè)相同(tóng)的錐齒輪(OP 10–OP 10)。僅(jǐn)需五到六秒的時間,兩根主軸就(jiù)可以完成加工區的上下料。隻需一次裝夾,就可以(yǐ)在大約 25 到 40 秒(取決於工件尺寸和類型)的節拍內依次執行上述的加工步驟。同時平均換裝時(shí)間不到六秒。一種特殊的夾緊解決方案可(kě)構成部件(jiàn)齒的“陰模”,並在(zài)整個過程中(zhōng)始終將其牢牢固定在適當的位置。此外(wài),還可以使用 VL 1 TWIN 對(duì)固體材料鑽孔(kǒng)。錐齒輪的(de)中(zhōng)心孔就是這樣產生的。
一(yī)方(fāng)麵,這台機床的整體設計可以在極短的時間內實現極高的產量。另一方麵,研發人員可通(tōng)過嚴格的成本控製顯著降低每一條主40軸的成本(běn)。這樣也能進一步降低單件成本(běn)。
同時關注工件(jiàn)質量
一係列典型(xíng)的埃馬克設備(bèi)特性也確保了工件品質和工藝可靠性。例如 VL 1 TWIN 采用Mineralit® 製成的機床床身,可明顯降低車削過程中的振動。低振動所帶來的(de)直接益處便是可以延長刀具使用壽(shòu)命,從而降低刀(dāo)具成本。主軸箱可以自主移動。這樣,如果(guǒ)在更換可轉(zhuǎn)位(wèi)刀片後,就能對兩個工件的直徑和長度(dù)(X/Z 方向)單獨進行(háng)補償。另外,X 軸(包括線性測量係統)中的無(wú)磨損線性驅動裝 置也同樣重要。其加速度高達 8 m/s2,並(bìng)且具有極高的穩定精度。50所有線性軸中均配備閉環滾珠導軌,由此(cǐ)可進一步提高精度。
通過機器人(rén)為VL 1 TWIN上料
埃(āi)馬克以非常靈活的方式開發了錐形齒輪的實際(jì)生產任務,包括其工(gōng)件輸送係(xì)統和(hé)連接件在內的具體生(shēng)產任務,而且還能根據客戶要(yào)求進行調整。工件傳(chuán)輸的基礎(chǔ)是一(yī)體化的上下料工件輸送(sòng)係統。為提(tí)高產量,埃馬克研發人員可將 VL 1 TWIN 與性能強大的機器人(rén)單元和回(huí)轉工作台組(zǔ)合。他們會(huì)根據工件(jiàn)形狀精確地調整(zhěng)機械手。預(yù)先安裝的工件堆垛器可簡化運輸以及上下料。通過(guò)這種方式(shì),一方麵可將節拍縮短(duǎn)至 4.5 秒(miǎo),並且可以輕鬆(sōng)構建(jiàn)單獨的工藝流程。另60一方(fāng)麵,還可以將(jiāng)測量、打標和清潔等其(qí)他工藝同時整合到同一節
拍中。

緊湊型機床的高性能(néng)技術:配備雙主軸的 VL 1 TWIN 占地麵積僅約五平方米。
另外,還可以使用之前提到的機(jī)器人單元,或者使用埃馬克的TrackMotion 工件輸送係統(OP 10-OP 10、OP 10-OP 10)為兩台(tái) VL 1 TWIN 上下料。在後一種情況下(xià),由 TransLift(一個配備(bèi)電動(dòng)機械手的升降(jiàng)翻轉滑台)從進料帶上同時抓取毛坯件,並將(jiāng)它們運送到機床(chuáng)中。這樣就可(kě)以快速連續地為兩台機床上(shàng)下料,不愧為一套性能強大的緊湊型四主軸解決方案。
對(duì)電(diàn)動汽(qì)車同樣重要
投資和(hé)生產成本低、節拍短、工藝可靠性高——在此基礎上,機(jī)床製造(zào)商們已為錐齒輪生產(chǎn)任務做好理想的準備(bèi)。“從傳統內燃機到純電動驅動器,差速齒輪(lún)對(duì)所有驅動器類型都非常(cháng)重要。如果您希望(wàng)使現在的生產係統(tǒng)現代化,並為不斷增長的(de)產量做好準備,那麽您絕對應該關注一下這項技術”Loporchio 最後強調說,“我們確信,VL 1 TWIN 是眾多錐齒輪製造商(shāng)的理想解決方案。”
(來源:埃瑪克)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界(jiè)視點
| 更多

行業(yè)數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽(qì)車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬(shǔ)切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據(jù)
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一(yī)台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何(hé)去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智(zhì)能時代,少談(tán)點智造(zào),多談點製造
- 現實麵前,國人(rén)沉(chén)默。製造業的騰飛(fēi),要從機(jī)床
- 一(yī)文搞懂數控車床加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區別