


管螺紋車床床身的減振結構(gòu)優化
2020-6-16 來源:沈陽工業大學 長慶(qìng)油田分公司 作者:胡振 馮欣 楊赫然 孫飛 張妮妮
摘要:管螺紋車(chē)床係統的剛度與(yǔ)方向係數對車(chē)床穩定性有影響。以 SCK230型數控螺紋修複車床(chuáng)為研究對象,為提高車床係統剛度,對床身內部筋板的結構進行優化設計方案選擇,對優化方案中筋板的厚度及孔徑進行尺寸優化,並對(duì)優化前後的(de)床身進行模態分析,驗證了減振可行性。此外(wài),通過改變床身傾斜角(jiǎo)度,以改善係統穩定性,結果(guǒ)表(biǎo)明優化後床身的固有頻率得以提高,達到了提升床身穩定性的目的。
關鍵詞:數(shù)控車床(chuáng);固(gù)有頻率;模態(tài)分析(xī);優化設計
0 引言
目前為使數控機床獲得(dé)優異的加工特性和動態性能,可以通過(guò)提高零部件加工裝配的精度或削弱機床本(běn)身和來自外(wài)部環境的振動來實現[1]。床身是支撐機床的基礎部件,機床的加工精度和穩定性與床身的動態特性密切相關[2],所以對床身結構進行優化是十分必要的。通過優化設計達到減振的目的,對於提高加工質量有重要意義[3]。
本文以SCK230型數 控螺(luó) 紋修複車床(chuáng)為研究對象,通過優化影響穩定(dìng)性的變(biàn)量,從而實現(xiàn)對床身的結構優化(huà)。首先,為提高床身剛度,對床身內(nèi)置筋板進行方案優選,利用(yòng)有(yǒu)限元進行最優筋板厚度及(jí)開孔直徑(jìng)的尺寸優化。對比優化前後的固有頻率,驗證優化是否達到(dào)減振、提升穩定性的目的。之後,改變床身的傾斜角度,以改善方向係(xì)數,使機床的穩定性提升,以達到減振的效果。
1、床身筋板結構設計
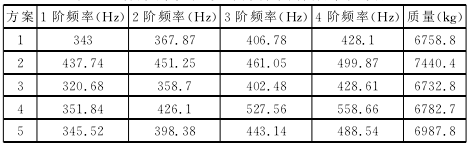
合理(lǐ)地設置管螺紋車床床(chuáng)身內(nèi)部(bù)筋(jīn)板的尺寸及布置(zhì),可以提高床身(shēn)剛度,增加車床整體剛度,使機床的穩定性得以提升[4-6],降低車床製造成本。本文(wén)中共設計了5種板(bǎn)方案(如圖1所示),方案1采用原床(chuáng)身(shēn)結構,筋板(bǎn)形(xíng)狀為高275mm、底邊分別為180mm 和380mm的直角梯形;方案2筋(jīn)板不設置任何開(kāi)口;方案(àn)3將原有梯形拆分(fèn)成直角三角形和矩的多開口(kǒu)形狀;方案4筋板形(xíng)狀為(wéi)孔徑等於310mm的圓形;方案5筋板形狀為壁厚20mm、孔徑(jìng)300mm 的圓柱形通孔。利用Workbench分(fèn)別對5個方案的床身進行分(fèn)析,將其前4階固有頻率作為方案優劣的評價指標,具體的計(jì)算結果如表1所示。
如表1所示,方案1和方案2對比,說明床身筋板開孔對床身的動態(tài)性能影響較小,可通過筋板開孔來降低床身質量;方案1與方(fāng)案3對比,說明開孔的(de)尺寸大(dà)小對(duì)床身的動態性能(néng)有較明顯影響;方案1與方案4、方案5進行對比,可知(zhī)筋板開孔(kǒng)的形狀對床身的動態性能有明顯影響;方案4和方案5對(duì)比時發現,雖然方案5的低階固(gù)有(yǒu)頻率也穩定增長,但是床(chuáng)身重量也大大增加,並且運用圓柱通孔,在(zài)實際生產加工中會增加工(gōng)序(xù)並且增加製造成本。
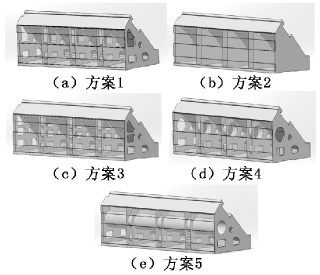
圖1 車床床身筋板結構設計方案(àn)
表1 各床身優(yōu)化設計方案固有頻率(lǜ)及質量
綜上可知,筋板開孔數量會影響床身固有頻率的大小,改變筋板的開孔形狀及合(hé)理設計開孔尺寸均會提升床身的性能。同時考慮(lǜ)加工 時的工藝及加工成本,所以(yǐ)選擇方案4為最佳。
2、床身尺寸(cùn)優化
方(fāng)案4的床身方案(àn)在(zài)綜合衡量指標後(hòu)成為最佳選(xuǎn)型,下麵通過合理設置筋板(bǎn)的厚度及孔徑來進一步提高床身整(zhěng)體動態性能。本文利用 Workbench設計空間模塊中的多目標驅動(dòng)優化進行優化設計。
2.1 床身設計變量(liàng)的提取
床身內置筋板的厚(hòu)度及孔徑對床(chuáng)身的動態性能有明(míng)顯的影響,故將床身三個(gè)支撐筋板的厚度及開孔的直徑作為優化過程中的設計變量,並分別命名為 H1、H2、H3及D1,具體如圖2所示。
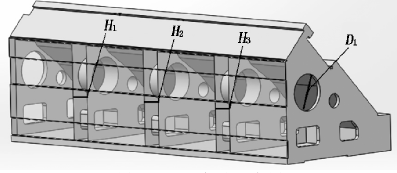
圖2 設計變量示意圖
2.2 床身優化目標函數的建(jiàn)立
在多目標驅動優化中(zhōng)選擇以上4個參數作為優化(huà)參數,建立的目標函數為:床身約束狀態下的一階固有(yǒu)頻率(lǜ)最大(dà)。設置筋板厚度及開孔直徑(jìng)的變化範圍作(zuò)為(wéi)約束條件:140 mm≤H1≤180 mm;140 mm≤H2≤180mm;140 mm≤ H3≤180 mm;285 mm≤D1≤320mm。
2.3 單(dān)一變量對目(mù)標(biāo)函數的影響
隨著(zhe)目標逐漸向最優目標靠攏,設計(jì)變(biàn)量(liàng)的原(yuán)有狀態就會發生改變,筋板的厚度和孔徑的尺寸就會有所增(zēng)減,圖3~圖6為床身優化(huà)過程中設計變量與目標函數(shù)的變化關係。
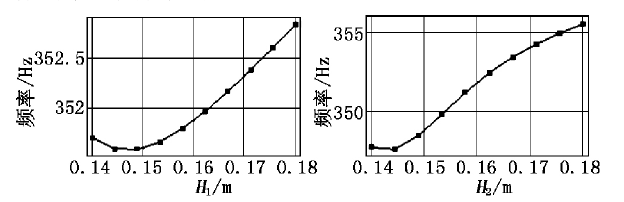
圖3變量H1對(duì)1階固有頻率(lǜ)的影響 圖4變量(liàng) H2對1階固有頻率的影響
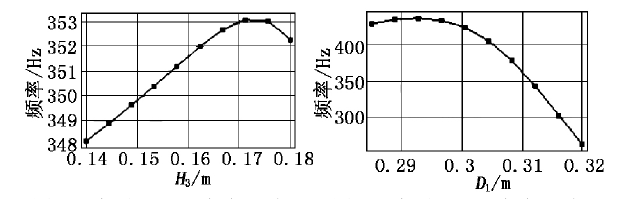
圖5變量 H3對床身1階固有頻率的影響(xiǎng) 圖(tú)6變量 D1對床身1階固有頻率的影響
由圖3~圖6可知,1階固有頻率受每個變量的影響各(gè)不(bú)相同。固(gù)有頻率隨著 H1、H2的增大先降低後升高,隨著 H3、D1的增大先(xiān)升高後降低。
2.4獲取(qǔ)最(zuì)優尺寸
尋找並獲取最優結果得到目標函數(shù)解是整個優化設計的最後一個關鍵(jiàn)階(jiē)段,最終形成設計變量和優化目標函數的數(shù)值,如圖7所(suǒ)示(shì),有三組最優結果(guǒ)可供選擇。軟件(jiàn)預估出方案(àn) A 中目標函(hán)數的值最大,故將方案A作為最佳優化方案。
2.5床身(shēn)優化結果分析
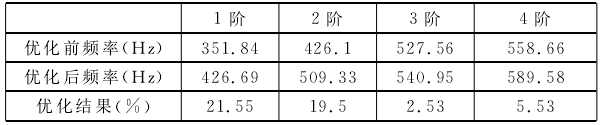
將方案A中優化後的尺寸(cùn)代入(rù)原模型(xíng)中計算(suàn)床身的前4階固有頻率,與優化前床身的固有頻率(lǜ)做對比,結(jié)果如表2所示。由表2可知,優化後床身低階固有頻率比(bǐ)優(yōu)化前提升了2.53%~21.55%。
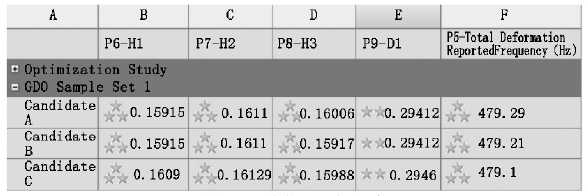
圖7最優尺寸方案
表2床身結構優化前、後的(de)前4階(jiē)固有頻率
3、改變方(fāng)向係數
減小(xiǎo)方向係數可以(yǐ)增大極限切(qiē)削寬度(dù)[7],增加(jiā)車床係(xì)統穩定性。管螺紋車床車削的動力學模型如圖8所示。方向(xiàng)係數與動態切削力和刀具振動方向的夾角β、主振方向與刀具振動夾(jiá)角α有關。方向係數[8]計算公式為:
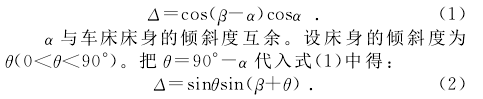
不同(tóng)的切削材料在不同的切削條件(jiàn)下通過(guò)試驗得到(dào)的β基本相同[9],β=60.47°。由式(shì)(2)解得,θ=60°時Δ可(kě)以取最(zuì)大值;當0°<θ<60°,Δ 逐漸增大,車(chē)床(chuáng)穩(wěn)定性減小;當60°<θ<90°,Δ 逐漸減小,車床(chuáng)穩定性增加。
考慮機床實際加工情(qíng)況,車身傾(qīng)斜(xié)度若太低(dī),不(bú)利於排屑,會增大切削渣料對工件的影響;若傾斜度過高,車(chē)床的重心高,不利於提高加工(gōng)精度,則θ的範圍在30°~60°之間(jiān)較好。管螺(luó)紋(wén)車床床身傾斜角度為45°,現將(jiāng)傾斜角度改為30°。對優化後(hòu)的模型進行模(mó)態分析,以(yǐ)驗證車床(chuáng)穩定性是否改善,分析結果如表3所示。
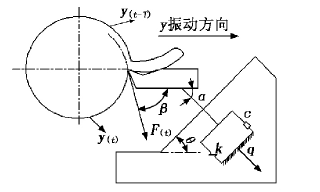
圖8 管螺紋車床車削過程示意圖
表3 床身傾斜角度優化前、後床身前4階固有頻率
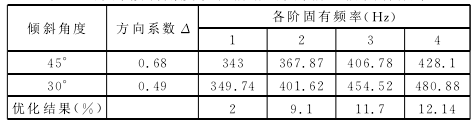
表3中,優化後的床身固有頻率比優化前提升2%~12.14%;方向係數同樣比優化前(qián)減小,穩定(dìng)性提升,達到減振的效(xiào)果。
4、結語
本文對管螺紋車(chē)床床身(shēn)結構提出了5種優化設計方案,以固有頻率作為評判標準進行方案優選(xuǎn),確定筋板形式為圓形通孔型時床身為最佳選型。再對筋板厚度及開(kāi)孔大小進行尺(chǐ)寸優化,尺寸優化後的車床(chuáng)床身低階固(gù)有頻率提升2.53%~21.55%。確(què)定(dìng)管螺紋車床床身坡度範圍為(wéi)30°~60°之間(jiān)時車床係統穩定性良好(hǎo)。將床(chuáng)身傾斜度由45°改為30°,床身的低階固有頻率提升(shēng)2%~12.14%,達到了優化減振的目的(de)。
投稿箱:
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據