


普通車床加工細長軸的工藝探究
2020-5-14 來源(yuán): 中石(shí)化江(jiāng)鑽石油機(jī)械有限公司 作者:何(hé)青青
摘要:在普通長車床上加工細長軸(zhóu)零件(jiàn)時(shí),由於長(zhǎng)度和直徑的比值較大,在軸向和徑向切削力的作用下很容易造成(chéng)細長軸零件彎曲變形與(yǔ)振動(dòng),加工中對操作者的(de)技(jì)術水平要求很高。雖然目前我公司在加工細長軸方麵已實(shí)現了批量加工的能力,但是加工精度和生(shēng)產效率(lǜ)方麵(miàn)暫且滿足不了實際(jì)需求,因此(cǐ)解決普通(tōng)車(chē)床上加工細長軸外圓的難題就顯得尤為重要。通過分(fèn)析細長軸加工過程中產生變形(xíng)的原因,合(hé)理調整裝夾(jiá)方式和加工參數,設計新工裝,優化(huà)加工方法來提(tí)高加工效率,並且保證較高的加工質量,為細長(zhǎng)軸零件的大批量生產(chǎn)提供技術支持。
關鍵詞:細長軸;車削工藝;變形(xíng)原因;加工方法
1、 概述(shù)
在機械加工中,長度與直徑之比大於 25(L/d>25)的軸稱為細長軸。這類零件在卡爪夾持力、切削力、重力和頂尖軸向力(lì)的作用下,加工(gōng)過程中很容易產生外圓表麵粗糙度低和彎曲的(de)問題。因此,解決細長軸的(de)加工精度和加(jiā)工效率(lǜ)的問(wèn)題,就是控製加工過程中零件的受(shòu)力及受熱變形的問題。
2、 細長軸車削的工藝特性
2.1 工件剛性很差,若卡爪、中心架和頂尖(jiān)三個部位裝夾(jiá)不合適,受自由度的限製,易在軸向切削力、徑向切削力及重力的作用下彎曲變形,從而產生細長軸的振動,直接(jiē)影響加工精度和(hé)加工(gōng)效率。
2.2 工件散熱性能差,加(jiā)工中產生較大的(de)切削熱而彎曲變形。
2.3 工件加工中通常經曆粗車、半精車和精車的過程,單次(cì)切削時間長(zhǎng),刀具、工件冷卻(què)不(bú)及(jí)時、工件切削(xuē)餘量(liàng)不均對刀具損耗大(dà),易產生竹節狀的幾何形(xíng)狀。
2.4 工件加工過程中,中心架子(zǐ)支撐外圓的圓周跳動量和表麵精度低,直接(jiē)影響中心架的(de)裝夾。
2.5 工件加工過程前,由(yóu)於中心架(jià)兩個下支承滾輪的支撐力和一個上壓緊輪壓力調整不當,也會影響加工精度。
3 、細長軸加工中彎(wān)曲變形的原因(yīn)
通常,裝夾細長軸零件原材料的方(fāng)式有兩種,一種是“一夾一頂”的方式;另一種(zhǒng)是兩(liǎng)頂尖支撐的方式。我們根據設備特性,主要分析“一(yī)夾一頂”的裝夾方式。如(rú)圖 1 所示。
3.1 切削(xuē)力導致的變形
外圓加(jiā)工過程(chéng)中,切削力可以分解為軸向力 PX、徑向力 PY及切向力 PZ。三種切削力對工件(jiàn)產生彎曲變形的(de)影(yǐng)響是(shì)不同的。
3.1.1 軸(zhóu)向削力 PX的影響
軸(zhóu)向切削(xuē)力平行作用(yòng)在軸線方向上。由於細長軸的剛性較差,軸向切削力 PX作用在工件外圓麵上,會以頂尖為支點對工件形成一個扭矩。當軸向切削(xuē)力超(chāo)過工件屈服強度時,便產生
縱向彎曲變形。如圖 1 所示。
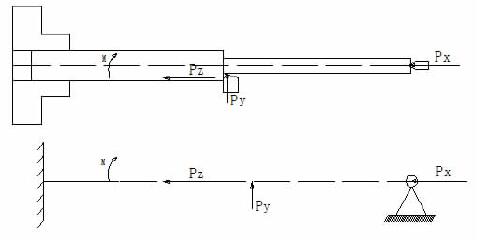
圖 1 軸向切削力 PX受力示意(yì)圖
3.1.2 徑向力 PY的影(yǐng)響
徑向切削力 PY是垂直作用工件軸向方向(xiàng)上。由於細長(zhǎng)軸的剛性較差,徑向會以卡爪和頂(dǐng)尖為(wéi)支點將工件頂彎。同樣,當徑向切削力超過工件屈服強度時,亦會(huì)生彎曲變形。如圖產 2 所示。
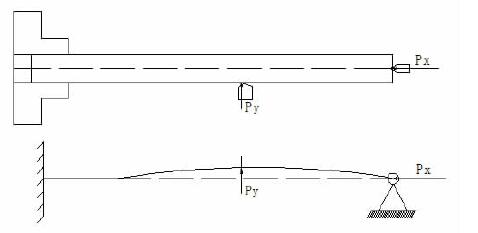
圖 2 徑向切削力 PY受力示意圖
3.2 切削熱產(chǎn)生的影響
由於(yú)加工(gōng)過程中(zhōng),卡(kǎ)盤和頂尖都是固定不動的,因此兩者之間的距離也是(shì)固定不變的(de)。切削中(zhōng)產生的切削熱會造成工件熱伸長,工件(jiàn)受到 X 向自由度的限製(zhì)產生軸向(xiàng)擠壓,從而(ér)產生彎曲變形(xíng)。
4、 解決細長軸加工受力和熱變形的(de)措施(shī)
4.1 優化工件裝夾方法減少(shǎo)過定位受力
我單位在(zài)加工細長軸前,通(tōng)常采用“一夾一(yī)頂”的裝夾方式(shì)。主軸(zhóu)卡爪一般用 2~3 個牙齒長(zhǎng)度夾緊工件一端,,另一端使用頂尖固定預先(xiān)加工好的頂尖孔,以確(què)保工件能在同一軸線上自由旋(xuán)轉。若卡爪裝夾工件過長產生過定位(wèi)、加工前頂尖對(duì)頂尖孔的預緊(jǐn)力過大,車削時工件(jiàn)受熱伸長,以及機床長時間使用,造成主軸端軸心與頂尖軸心產生不同軸,均會導致細長軸受到過定位和軸向擠壓力(lì)的作用彎曲變形(xíng)。為解決此問題,我們在采(cǎi)用“一(yī)夾一頂”裝夾方式時,在卡爪(zhǎo)端與(yǔ)細長(zhǎng)軸之間墊入一個開口鋼絲圈,減少(shǎo)卡爪與工件接(jiē)觸長度,消除安裝時的過定位。如圖 3 所示。
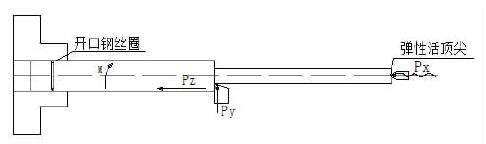
圖 3 一夾一頂裝夾的改進
4.2 優化工(gōng)件車削剛性穩定切削力
在加工細長軸外圓時,可使用中心架輔助支撐來增加工件剛性。一般加工細長軸使用中心架的方(fāng)法有:
4.2.1 用中心架支(zhī)承車細長軸(zhóu)
為增(zēng)加工件車削時的剛性就(jiù)需要(yào)降低細長軸長徑比(bǐ),通常將中心架支承在工件(jiàn)中段(duàn),對(duì)細長軸外圓進行分段車削。在使用中心(xīn)架之前,必須在工件中間車出一段 40~70mm 長,用於中心架頂頭體支承的“架子口”。加工出的(de)架子口表麵粗糙(cāo)度及圓柱度需要以打表的方式控製在 0.04mm 以內;其次(cì),車削時,中心架的頂頭體滾輪或支承爪與工件架子口的接觸麵需加潤滑油保持(chí)潤滑。特別是支承(chéng)爪的支承方式時,可以在支承爪與工件架子口之間加一層砂(shā)布或研磨劑進行(háng)研磨抱合,確保良好的接觸,以滿足細長軸外圓的加工精度。如圖 4 所示。
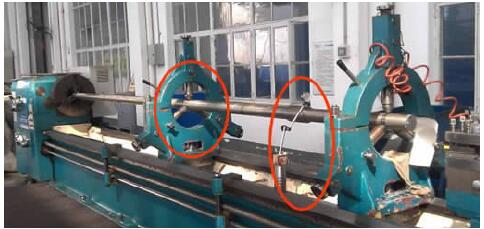
圖 4 中心架支撐工件
4.2.2 用定(dìng)心套筒支承車細長軸
實際加(jiā)工中,我們還會受到(dào)原材料直線度的(de)影響,工件兩側切削量不同,會造成(chéng)架子口尺寸(cùn)和產(chǎn)品尺(chǐ)寸難以取舍。為(wéi)了解決這個問題,我們設計製作定心套筒工裝輔(fǔ)助(zhù)加工。定心套筒(tǒng)工裝的設計思路是:a.在(zài)工件中段以“虛擬四爪卡(kǎ)盤(pán)”的方式減少工件(jiàn)長徑(jìng)比,降低車削架子(zǐ)口的繁瑣性;b.加工一套外圓精度較高、熱處理硬度適中、壁厚能(néng)強度要求的空心殼體;c.殼體長200~250mm,殼體內徑較工件外徑大 30mm 左右,外徑不得大於中心架使用範圍;d. 在定心套筒工裝兩端距離端麵 30mm 左右處,等(děng)分安裝四個 M16 的螺栓。
使用步驟是:a.吊裝工件前將定(dìng)心套筒放(fàng)置於工件中部,同時將八隻螺栓預緊於工件(jiàn),確保定心(xīn)套筒(tǒng)與工件的間隙大體一致;b.使用“一夾一頂”的方式裝(zhuāng)夾工件;c.用(yòng)吸附於小刀架上的磁力百分(fèn)表,分別在定心套筒兩(liǎng)端進(jìn)行徑向和軸向打表,調整並擰(nǐng)緊螺栓,確保徑向和軸向誤差(chà)≤0.05mm;d.移動中心架至定子套筒中間(jiān)部位,調整上下頂頭體讓滾輪與定心套(tào)筒外圓緊密接觸,隨(suí)即可實施車削加工。
4.2.3 用(yòng)跟刀架支(zhī)承車(chē)細長軸
跟刀架是一種固定在床鞍上,可以跟隨車刀移動,支承工件重(chóng)力、抵(dǐ)消徑向切削力 PY、增加工件的剛度的機床附帶工裝,通常有兩爪和三爪兩種。從而提高細(xì)長軸的形狀精度(dù)和(hé)表麵粗糙度。使用兩(liǎng)爪跟刀架時,工件(jiàn)自身重力(lì)以及車刀給工件的切削抗力 PY,使工件貼住跟刀架的兩個支承爪上,這類跟刀架的(de)弊端是半閉合支撐。工件在旋轉切削時可能因原材料硬度不均,切削抗力的變化導致工件瞬時離開支承爪而產生跳動;使用三爪跟刀架時,工件受到三個支承塊的限製和切削抗力的作用(yòng),工件(jiàn)在 Y、Z 向自由度受限(xiàn),車削時不易產生振動。因(yīn)此,選用三爪跟(gēn)刀(dāo)架車細長軸至關重要。如圖 5 所示。
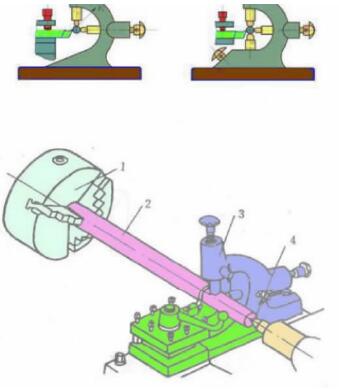
圖 5 跟刀架使用示意圖
4.3 減少工件的(de)熱變形伸長
熱伸長(zhǎng)量公式(shì)如下:△L=a L△t (1)式(1)中:a———材料線膨脹係數(1/℃);L———工件的總長(zhǎng)(mm);△t- 工件升高的溫度(dù)(℃)。
例:車(chē)削直徑為 120mm,長度為 5000mm 的馬達轉子(zǐ),材料為 45# 鋼,車削時因受切削熱的影響,工件由原來的 15℃上升到 55℃,求這根細長軸的熱變形伸長量?

從式(2)計算可知,我公司這類產品所屬的細長軸熱變形伸長量較大。同時,裝夾中工件受到卡爪和頂尖的限位,工件無法自由伸長,因而產生彎曲。為此,我們(men)采取以下措施:
(1)使用彈性回轉頂尖,可有效減少工件熱(rè)變形伸長。
(2)加注充分的切削液,減少工件的溫升而(ér)引(yǐn)起(qǐ)熱變形。
(3)刀具保持鋒利(lì),降低車刀與(yǔ)工件的(de)摩擦熱。
5、 細長軸加工中常出現的問題和解決辦法
5.1 用(yòng)中心架(jià)輔助分段加工細長軸,經常出現工件外圓銜接不好的問題如何解決?
細長軸分段車削過程中,需每加工 100mm 長(zhǎng)度即對外圓直(zhí)徑實施測量,隨時(shí)調整中心架頂頭體緊固程度,始終保證工件軸線與(yǔ)主軸(zhóu)軸線同軸,要求細長軸外圓尺寸控製在±0.02mm 以內。中心(xīn)架一端外圓完成車削後將工件卸下,調頭重新裝夾車另(lìng)一端或移動定心套筒工裝至已加工麵(miàn)重新找正(zhèng)繼續車削。由於細長軸(zhóu)分段(duàn)車(chē)削是在兩次裝夾中完成的,常(cháng)因操作(zuò)不當造成外圓銜接處過(guò)渡部圓滑。因(yīn)此,應(yīng)注意以下事項(xiàng):先調整中心架下方兩個頂頭體,使其與工件外圓接觸。調節支撐力度過大不但會頂彎工件,還會使頂頭體(tǐ)支承(chéng)爪和工(gōng)件之間摩擦增(zēng)大,導致(zhì)工件摩擦熱過大從而變形;調節支撐力度過小,中心架無法發揮(huī)作用(yòng),工件(jiàn)在車削(xuē)時會產(chǎn)生跳動。直接的判(pàn)斷方式分兩種:一(yī)種是低速轉速打表(biǎo)找(zhǎo)正,一種是中速旋轉進刀預刮削工件一圈,觀察工件表麵刀痕(hén)均勻性。調整好中心架兩個支撐頂頭體後,扣上蓋並調整壓緊端(duān)頂頭體,判斷其力度(dù)的方式與兩個支撐頂頭體相同。
細長軸車(chē)削(xuē)過程中,需(xū)隨時(shí)觀察頂(dǐng)頭體與工件的接觸和磨損情況並及時調整,同時時(shí)刻在接觸麵(miàn)添加潤滑油或油基潤滑液降低磨損。
5.2 用跟刀架輔助(zhù)車削細(xì)長軸時,外圓表麵產生的“竹(zhú)節形”如何解決?所謂(wèi)“竹節形”是車削的外圓尺寸忽大忽小,不均勻。用跟(gēn)刀架輔助車削細長軸(zhóu),分析“竹節形”形成的原因:反向切削過程中,跟刀架(jià)支撐爪調整的預緊力過大,此時車削點靠近工(gōng)件(jiàn)尾端且工件剛性(xìng)好、工件受到頂尖的約束,可按初定的進刀量(liàng)正常車削出所需的外徑。車削一段長度後工件剛度逐漸下降(jiàng),跟刀架支撐爪也逐步釋放壓緊力,將(jiāng)工件壓(yā)向車刀,造成吃刀(dāo)量增大(dà),導致軸外徑縮小;隨後,當跟刀架支撐爪跟到尺寸縮小的軸外徑時,支撐爪向外壓向工件的力度降低,車削抗力將(jiāng)工件壓向支撐爪(zhǎo),造成吃刀量減小,導致軸外徑增(zēng)大。隨(suí)後這樣有規律的變形,直接造(zào)成軸(zhóu)外圓表麵加工成(chéng)了“竹節形”。具體解決方法有:
調整跟刀架卡爪與工作接觸壓力,直(zhí)至正常用力無法擰動調節旋(xuán)鈕。調整單刀切削(xuē)量在 1.5mm 以內和進給速度,降低工件切削抗力。使用彈性頂尖,減少工件變形產生的彎曲形變。
6 、結論
由於細長軸自身剛性差,外圓車削時候的受力和受熱對加工質量和效率產生很大影響。所以,熟悉產品的正確裝夾和優化加工方法,可保證細長軸的加工質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年(nián)10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據(jù)