


P110套管特殊扣密封麵細小裂紋分析
2019-1-14 來源:北京隆盛泰科石(shí)油(yóu)管科技有限責任公司 作者:強 淵,李昱坤(kūn),巨金偉,武 紅
摘 要:在P110套管螺紋(wén)加工時發現特殊扣套管密封麵存在細小裂紋,通過(guò)外觀和金相分析、宏觀和微觀斷(duàn)口形貌(mào)觀察、能譜分析,發現裂紋缺陷處存在非金(jīn)屬夾雜物。結果表明,組織中存在非金屬夾雜物是造成該(gāi)套管有細小裂紋的主要原(yuán)因,冬天軋製過程中前端冷卻速度過快,使非金屬(shǔ)夾雜物拉長(zhǎng)、破碎,最終產生細小裂紋。指出,螺紋加工後能夠對端部缺陷部分進行切除;對特(tè)殊性(xìng)能要求的油套管可適當(dāng)控製金屬夾雜物的級別;在冬天軋製的過程中,在軋(zhá)機的前端(duān)裝加熱器,可緩解管坯前端過多的溫度降低(dī),減少變形抗力和裂紋出現。
關鍵詞:套管特殊扣;細小裂紋;非金(jīn)屬夾雜(zá)物;密封麵
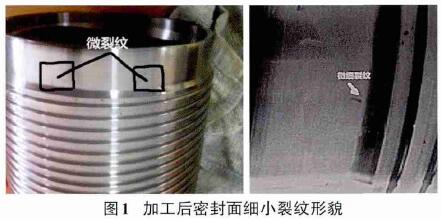
某管廠在生(shēng)產Φ114.3mm×8.56mm R2 P110 鋼級特殊扣套管加工過程中,扣型密封麵產生細小裂紋(圖 1),給生產造成了嚴重的損失。管端體內存在3~5mm長的小裂紋,圓周上其他位置也存在類似裂紋。
1、裂紋分析
1.1 取樣(yàng)
對有細小裂(liè)紋的螺紋端,按照標準 QJ 2136.3-91[2]要求(qiú)取化學、力學和金相樣。
1.2 理化分析
在 ARL 4460 直讀光譜儀上按照 ASTM A751-2008 標準進行化學成(chéng)分分析(表 1)、力學檢驗(yàn)(表2),檢(jiǎn)驗結果與P110采購協議相符,也符合API 5CT中對P110鋼級的相關規定。

1.3 金(jīn)相分析(xī)
采用 MEF3A 金相(xiàng)顯微鏡、MEF4M 金(jīn)相顯(xiǎn)微鏡及圖像分析係統,試驗方法參考 GB/T 13298-1991、GB/T 6394-2002標準[3-4]。
1.3.1 高、低倍檢驗
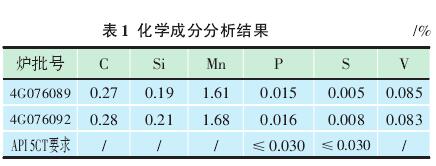
由於特殊扣密封(fēng)麵車削部位相當於正常管體壁厚的中間位置,常規熱軋工序沒有造成內部細小裂紋的可能,所以(yǐ)初步懷疑(yí)是夾渣物所致(圖2)。
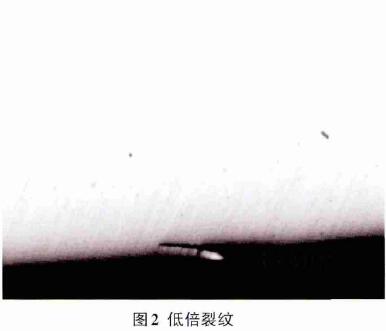
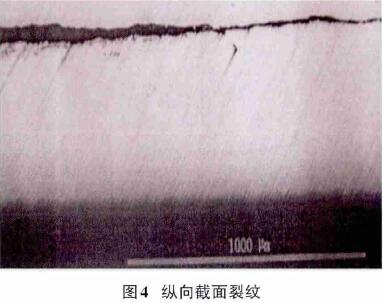
對橫向截麵進行(háng)高倍分析,表(biǎo)麵裂紋是斜向(xiàng)的,並非是垂直於軸線方向,而且長短不一,所以是非應力差(chà)形成的細小裂(liè)紋;此外在(zài)同(tóng)一截麵上還發現了類似細小裂紋(圖
3)。縱向細小裂紋沿(yán)軋製方向有明顯的延展(zhǎn),基本與軸向平(píng)行,類似夾雜物(wù)缺陷(圖4)

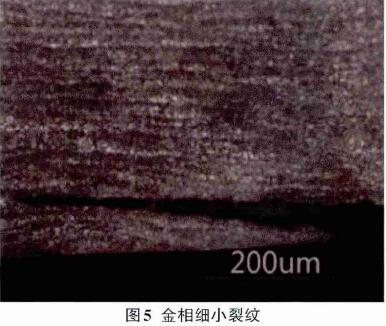
1.3.2 金相分析
由圖5可以看出,該細小裂紋最長約為5mm,深度最深處約0.08mm,組織是回火索氏體(tǐ),未發現裂紋兩邊存在明顯的脫碳或氧化層,說明該細小裂紋不是(shì)在(zài)熱處理時產生(shēng)的。
1.4 能譜分析
在TESCAN VEGAⅡ掃描電鏡上,利用XFORDINCA 360能譜分析儀,對金相分析樣品斷口附近(jìn)不同區域非金屬(shǔ)物質進行了能譜分析,掃描電鏡照片如圖6所示,能譜分析結(jié)果見表
3、表4。
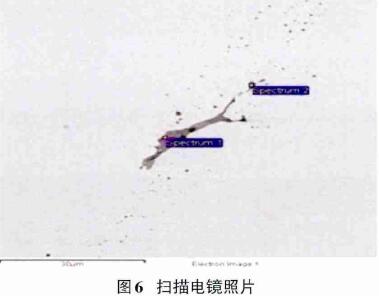

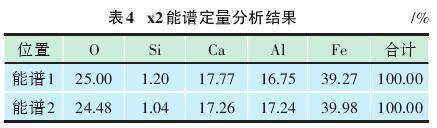
對試(shì)樣裂紋處進行能譜分析,分析結果為(wéi)鋁酸鈣夾雜物,其夾雜物形態與缺陷相貌一致,根據能譜分析,進一步確認夾雜物的成分是C類矽酸鹽夾雜(zá)。上述表明該批次管料可能(néng)存在夾(jiá)雜物缺陷,而由(yóu)於是連鑄坯料,進廠時無法驗收夾雜物。2 分析(xī)與設備改進驗證取一根P110光管,從兩(liǎng)端各取1 000mm,在車床上剝皮(pí)試驗,每次進刀 0.05mm,加(jiā)工(gōng)長度 600mm,再進刀到3mm的時候發現一端出現細小裂紋,細小裂(liè)紋均在(zài) 300mm 之內(nèi)[5];另一端加工過程中均未出現細小裂紋(wén)。由此可(kě)見細小裂紋是產生在一端,且可能是在先(xiān)變形的一端,該端由於冬天溫(wēn)度(dù)降低過多,變形抗力大,最終出現細小裂紋。為了驗證判斷的準確性,取同爐號管坯相同的軋製(zhì)工藝與設備重新生產同規格的光管,在軋製機前端加裝800mm長的加熱器(qì),溫(wēn)度控製在1 200℃,試軋製20支(zhī),隨機取 3 支頭尾取樣進行扒皮試驗,均無細小裂紋出現。由此可以證明,在寒冷的冬季穿(chuān)孔後的管坯前端降溫速度過(guò)快,變形抗(kàng)力增大,容易使(shǐ)材料內部的(de)非金屬夾雜物變形,造成缺陷隱患。3 成因分析及風險評估:
1)綜合上述分析結果(guǒ),該裂紋為原料中鋁酸鈣夾雜物,由於原材料為連鑄坯,未進行非金屬夾雜物檢驗。非金屬(shǔ)夾雜物在熱軋生產時受到縱向軋(zhá)製受力拉(lā)長,其形貌變為螺紋方向的線性缺陷[6]。
2)針對端部發現缺(quē)陷比例較大的情況,初步分析為:鋼管在(zài)淬火時(shí),靠近內噴噴頭端因水(shuǐ)量較大、溫度(dù)較低,線性夾雜物發生了延伸擴展。這(zhè)同時印證了細小裂紋並非在鋼管內外表麵(miàn),而是在芯部。同時,由於管體部分水量較小,冷卻速度相較慢,未出現細(xì)小夾雜物擴(kuò)展的情況。
3)從金相檢查看出,該細小裂紋最長(zhǎng)約(yuē)為5mm,深度最深處約0.08mm,而鋼管探傷等級為L2,即(jí)刻傷深度0.43mm,因此該缺陷深度(dù)遠小於超(chāo)聲波報警值(zhí),且由於在芯(xīn)部,磁粉也無法檢出。
4)針對端(duān)部發現的(de)缺陷情況,在切除(chú)後,能夠有效保證對端部缺陷部分的去(qù)除。
5)再次軋製該規格的管子(zǐ)一批,在軋製前端裝加熱器,使先進軋機的一(yī)端加熱 2min 再軋製,分 3組進行扒皮(pí)試驗,發現(xiàn)無類(lèi)似的細小裂紋(wén)出現,進一步明確了產(chǎn)生細小裂紋的原因。
4 、結論
1)由於 API 5CT 中(zhōng)未對非(fēi)金屬夾雜(zá)物(wù)有要求,該產品各項力學性能指標、水壓試(shì)驗及探傷檢測(cè)均無異常,因此基本判定該缺(quē)陷對鋼管產品質量無明顯影響(xiǎng)。此外,P110鋼級產品為(wéi)非抗H2S腐蝕產品,因此不存在抗腐蝕性(xìng)能的影響。同時,由於螺紋加工後能夠對發現缺陷的部分進行切除,所以可能存在(zài)的肉眼可見的細(xì)小缺陷不會對(duì)特殊扣(kòu)密封和連接性能產生影響。
2)建議API 5CT對特殊性能要求的(de)油套管可適(shì)當控製非金屬夾雜物的級別(bié)。
3)建議在(zài)冬天軋(zhá)製的過程中,在軋機的前端裝加(jiā)熱(rè)器,緩解管坯前端過多的溫度(dù)降低,減少變形抗力。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承(chéng)出(chū)口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量(liàng)數據
博文選(xuǎn)萃
| 更多