


摘 要:C5225 立式車床在保留右刀架(jià)機械結構和手動操作功能不變的基(jī)礎上,用 SINUMERIK 828D 數控係統和 S120 驅動係統完成對左刀架進給軸的半閉環控製,使其能夠聯動,完成複雜零件(jiàn)的加工。
關鍵詞:C5225;SINUMERIK 828D;S120 驅(qū)動係統;數控改(gǎi)造
1、 C5225 立式車(chē)床概況
C5225 立式車床自(zì) 1973 年出廠至今,已使用近 40 多年。隨著市場和產品的變化,C5225 立車的功能已不能(néng)滿足公司要求。主要表現:機床精度較差,機床使用期間從未(wèi)進行過大修(xiū),隻能(néng)完成產品的粗加工工序;機床的(de)加工(gōng)範圍小,刀架係統的進給軸隻能互相切換,不能聯動,無法完成具有複雜曲(qǔ)麵零件的加工;機床故障(zhàng)率高,機床一直處於超負(fù)荷運轉狀態,電控係(xì)統故障頻繁,維修困難,造成機床長時間(jiān)停機維修,嚴重影響生產效率;機床的適應性差,對(duì)不同零件(jiàn)的加工,需要先設計工裝刀具(jù)設備,增加了生產成本。
2、 C5225 立式車床改造要求(qiú)
為滿足公司的生產(chǎn)需(xū)求,加工具有複雜(zá)曲麵的產品,改後造的 C5225 立車必須達到 6 項要求。
(1)更換電氣控製係(xì)統,全麵提高機床性能和(hé)穩定(dìng)性。
(2)實現刀架兩個進(jìn)給軸的聯動,使其具備直線插補和圓弧(hú)插補的功(gōng)能,滿足公司的加工需(xū)求。
(3)利用數(shù)控係統的模擬主軸功能,在 NC 係統中通過編程控製機床主軸。
(4)保留一個刀架(jià)用於常規加工或者備(bèi)用(yòng)。
(5)降低設備故障率,便(biàn)於維護管理。
(6)增(zēng)加 Mini 手(shǒu)持單元,使得對刀(dāo)操作(zuò)更加方便。
3 、C5225 立式車床數控化(huà)改造方案
根據 C5225 立式車床的情況和改造要求,提出改造方案。保留右刀架的機械結構和手動操作(zuò)功(gōng)能不變,用 SINUMERIK828D 數控係統對左刀架的兩個(gè)進給軸進行半閉環控製,使其可以(yǐ)進行聯動(dòng),並且增加變(biàn)頻器實現主軸安全可靠的(de)控製。
3.1 左刀架控製部分
將 C5225 立式車床左刀架的走刀箱拆除,各軸采用電機通過行星減速(sù)器與絲杠直連的方式(shì)進行設(shè)計,並更換新的滾珠(zhū)絲杠。數控係統采用 SINUMERIK 828D,左刀(dāo)架 Z 軸和 X 軸進給伺服驅動係統采用 SINAMICS S120 驅動係統和(hé) 1FK7 係列交流伺服電機。數控係統和驅動(dòng)係統(tǒng)的產品見表 1。數控係統 SINUMERIK 828D 不僅需要和 MCP 模(mó)塊、PP72/48D PN 模塊通信,還需要和 S120 驅動係統連接(jiē)起來,連接方式見圖 1。通信線從 828D 的 Profinet 接口 PN1 連到 MCP483 的 X20 接口(kǒu),又從 MCP483 的 X21 接(jiē)口連到 PP72/48 D PN 模(mó)塊的Port 接口,這樣 828D PPU 就(jiù)可以和 MCP、PP 模塊進行通信。
表1 數控係統的組成部件
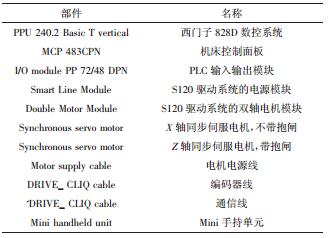
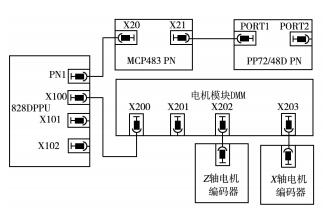
圖 1 SINUMERIK 828D 的拓撲結構圖(tú)
10 kW 的電源模塊 SLM 是沒有 DRIVE_CLIQ 接口的,所以828D 與 S120 的連接是從(cóng) PPU 的 X100 接口直接到 DMM 的 X200 接口(kǒu),Z 軸和 X 軸電機內置的編碼器連接到 DMM 的 X202、X203 接口(圖 1)。
3.2 主軸控製部(bù)分
C5225 立式車床的原(yuán)主電機為三相交流電機,啟(qǐ)動方式為星/ 三角啟動,製(zhì)動方(fāng)式(shì)為能耗製動。工作台共有 16 擋,通過機械齒輪傳動進行變擋,而且主軸的(de)操作(zuò)集成在懸掛麵板上。為了使主軸的控製更加方便快捷、安全可靠,增加變(biàn)頻器控製主軸,並(bìng)且將機械(xiè)擋位變為(wéi) 4 擋,通過變頻器實現主軸在擋(dǎng)位上的無極調速。主軸的操作既(jì)可以在懸掛麵板(bǎn)上,也可以在 MCP 麵板上。
SINUMERIK 828D 數控係統還提供了模擬主軸的功能,即不僅可以手動控製(zhì)主軸,還可以在 NC 係統中通過編程(chéng)指令控製主軸。在手動模式下,可以通過懸掛麵板和 MCP 麵板來控製主軸的正轉、反轉、加速、減速、正點、反點和停止(zhǐ)。主軸變擋按鈕是在 MCP 麵板上。在編程模式下,可以通過變擋指令和運動指令來實現主軸(zhóu)的變擋控製和(hé)運動控製。828D 還提供了主軸擋位顯示功能,無論是(shì)手動變擋還是編程變擋,都可以在 HMI 上顯示(shì)目(mù)前主軸所在的(de)擋位。
C5225 立式車床主軸的變頻器連(lián)接見圖 2。L1 為輸入交流電抗器。可以防止電網高壓輸入而損壞整流部分元器件。S1-S8是開關量輸(shū)入端子,通過功能碼設置 S1-S8 的功能來控製主軸的運動。AI1 與 GND 為模擬量輸(shū)入接口,與 828D PPU 的 X252.1 和 X252.2 腳連接起來,可以實現模(mó)擬主軸(zhóu)功能(néng)。RO1 和(hé) RO2為繼電(diàn)器輸出點,連接兩(liǎng)個中間繼電器,通過功能碼設置中間繼電器指示為變頻器準備好(hǎo)與變頻器過載報警。
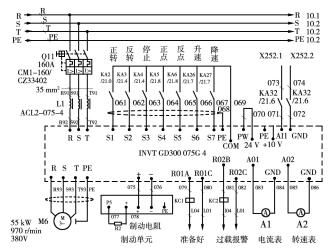
圖(tú)2 C5225 立式車床主軸變頻器的連接示意
4 、C5225 立式車床的調試
機床通電調試(shì)之前,要檢查 DC 24 V 回路有無短路,驅動器(qì)進線電源模塊與電機模塊(kuài)的直流母線連接是否可靠,DRIVECLiQ 電纜和 PROFINET 電纜連接是否(fǒu)正確(què) 。一切正常之後,機 床方可通電。
4.1 驅動係統的調試
828D 數控係統上電之後,首先(xiān)要進行係統的初(chū)始設定。在(zài)確保(bǎo) PLC 控製程(chéng)序所有的安全功能全部準確無誤後,開始調試驅動。驅動的調試包括配置驅動和分配軸:在 HMI 上通過MENU→調試→驅動係統→驅動設備(bèi)進入驅動配置界麵,按“確認”鍵開始配置驅動;必須用 Startup-tool 軟件來進行軸分配(pèi),打開 Startup-tool 軟件,點擊“Drive system”→“Drives”,按照提示就可以完成軸的分配。分(fèn)配軸的過程中一定要注意各個軸的配置選(xuǎn)擇(zé),正確選(xuǎn)擇各個軸的電機是否帶抱閘。
4.2 係統的軸控製使能鏈
係統的軸控製使能鏈就是指係統(tǒng)各部分上電順序的先後。SINUMERIK 828D 和 S120 驅動係統上電的第一(yī)步是給電源模塊(kuài)加 EP 使能,即電源模(mó)塊(kuài) SLM 上的 X21.3 給入 24 V。間隔100 ms 後,可以加(jiā) OFF1 使能(néng),即 PPU 的 X122.1 給入 24 V。OFF1 使能加上後,可以加 OFF3 使能,即 PPU 的 X122.2 給入24 V;加 OFF3 的同時可(kě)以給(gěi)各軸加脈衝使能和控製使能,即PLC 接口地址 DB380x.DBX4001.7 和 DB380x.DBx2.1=1。按下急停開關時,首先應該斷掉 OFF3,待所有(yǒu)軸出現靜止(zhǐ)信號(PLC:DB390x.DBX1.4)時,可以同(tóng)時斷開 OFF1、脈衝使能和控製使(shǐ)能,OFF1 斷開後延時 100ms 斷開 EP 使能。可以通過828D PPU 上的按鍵“MENU”→“診斷”→“〉”→“軸(zhóu)診斷”來查看係統各部分的(de)使能(néng)是否已加上。
4.3 機床參數的設(shè)置
驅(qū)動配置之後,還有一些與機械相關(guān)的機床數據需要自行設定。隻有設定這些參數之後,才(cái)可以在 NC 係統(tǒng)中控製左刀架的進給軸和主軸。需自(zì)行(háng)設定的參數見表 2。
表(biǎo) 2 自行設定的機床參數

4.4 PLC 程序的調試
C5225 立式車床的輸入輸出模塊是采用西門子的 PP72/48D PN 模塊,該模塊提供 72 個輸入點和 48 個輸出點。C5225立式車床左刀架的運動是由數控係統控製的,無(wú)需 PLC編程控製。而 MCP 麵板、急停、手持單元的程序(xù)都是從 828D 子程序庫中調(diào)用。油泵電機、橫梁電機(jī)、右刀架快速電機、進給電機、主電機的控製程序(xù)以及報警文(wén)本程序需自己編製。
5 、改造效果
C5225 立式車床改造之後,電(diàn)氣控製係統運轉正常,左刀架(jià)的 Z 軸和 X 軸可以聯動(dòng),可以加工球麵瓦等類似的(de)工(gōng)件,而且電控係統穩定,無故障發生,可以實現 9 項功(gōng)能,達到了數控化改(gǎi)造的預期目標。
(1)左刀架的進給軸 X 軸和 Z 軸可以實現聯動,具備直線插補(bǔ)和圓弧插補(bǔ)的功能,可(kě)以加工(gōng)具有複雜曲麵(miàn)的零件。
(2)可以用 Mini 手持單元控製(zhì)左刀架的進給軸,使得操作者手動操作更加靈活,對刀變得更加容(róng)易。
(3)保留了(le)右刀架的功能,可以作為常規加工使用或(huò)備用。
(4)增加變頻(pín)器(qì)控製主軸,使得主軸的控製更加(jiā)安全可靠,而且可以實現主軸在擋位上的無極調速。
(5)主軸的操作更加方便,既可以在懸掛麵板操作,也(yě)可以在 MCP 麵板上操作。
(6)可以在 HMI 上看到主軸的擋位顯示。
(7)增加了模擬主軸的功能,可以通(tōng)過編程指(zhǐ)令實現主軸的自動換擋和運動控製。
(8)在 HMI 上創建了報警文本,可以方便快速的發現機床(chuáng)故障,縮短了故障排除時間。
(9)在機床左刀架安裝精密行程開關,使機床運行更加安全可靠。
來源:1.洛陽中重設備工程工具有限責任公司 2.中(zhōng)信重工(gōng)機械股份有限公(gōng)司
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況(kuàng)
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 機械加工(gōng)過程圖示
- 判(pàn)斷一台加工(gōng)中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械(xiè)行業最新(xīn)自殺(shā)性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時(shí)代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計(jì)
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝(yì)的(de)區別