


數(shù)控車床圓弧麵螺紋車削研究與(yǔ)程(chéng)序開發
2016-12-8 來(lái)源:四川(chuān)工(gōng)程職業技術學院機電工程係(xì) 作者:彭美武 西慶(qìng)坤(kūn) 苟建(jiàn)峰 鍾成明(míng)
摘要: 在車削直螺紋(wén)或錐螺紋功能基礎上, 提出了采用(yòng)小線段螺紋插補實現圓(yuán)弧麵上螺紋車削的思想。為了求出逼近小線(xiàn)段坐標, 采用幾何算法對圓弧的圓心進行計算, 確定加工圓弧的起始角和終止角, 然後通過坐標變換得到逼近小線段點相對工(gōng)件原點的坐標。最後結合SINUMERIK 數控係統的R 參數功能, 實現(xiàn)了圓弧麵螺紋車削的數控程序開發。
關鍵詞: 圓弧麵; 螺紋插補; 逼近; 幾何算法; R 參(cān)數
目前, 幾乎所有數控車床都具有螺紋加工功能及(jí)相應的指令, 如FANUC 數控采(cǎi)用G32、G92 或G76指令(lìng), SINUMERIK 數控(kòng)係統(tǒng)采(cǎi)用G33 或(huò)CYCLE97 指令實現螺(luó)紋的車削加工, 但這些指令主要是直接對直螺紋或(huò)錐(zhuī)螺紋加工。像一些圓(yuán)弧麵蝸杆[1-2] 類零件,采用車(chē)削方式可以明顯提高加工效率, 但這需(xū)要在圓弧麵上(shàng)進行螺紋加工, 而直接應用上麵的指令是無法實現的, 需要複雜的技術處理(lǐ)。
因此, 為了解決這個難題, 方便對各類圓弧麵蝸杆類零件(jiàn)進行加工, 有必要開發(fā)出圓弧麵螺紋(wén)功能指令, 然(rán)後隻(zhī)需要調用該指令, 並進行簡單數學及(jí)工藝方(fāng)麵的處理, 可以方便地加工出此類零件。下麵介紹在SINUMERIK 數控係統中開發(fā)此功能(néng)的詳細過程。
1.圓(yuán)弧(hú)麵螺紋功能開發方案
以常見的加工三角形螺紋為例, 如圖1 所示(shì), 在逆時針圓(yuán)弧AB 上加工三角形螺紋, 螺距為P, 圓弧起點為(wéi)A, 終點為B, 半徑為R。其中弧長AB 包含(hán)加工螺紋時需要的引入段δ1、引出段δ2 長度。以(yǐ)工件右端麵中心O 為坐標原點。
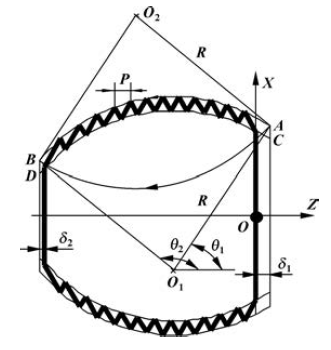
圖1 圓弧麵(miàn)螺紋示意圖
在逆時針圓弧(hú)AB 上加工三角螺紋, 一般可將圓弧AB 細分成(chéng)若(ruò)幹(gàn)小的直線段逼近(jìn), 然後應用G33 指令實現螺紋插補。每走一次循環, X 方向進給一個深度(dù), 直到加工到(dào)螺紋牙底, 也就是從圓弧AB 開始,加工(gōng)到圓弧CD。
要實現逆時針圓弧AB 小線段逼近, 最主要解決的問題是由已知條件算出圓弧(hú)的圓心O1, 然後根據圓心可以方便確(què)定(dìng)每次進刀圓弧起點的起始角θ1 和終止角θ2; 同時由圓參數方程(chéng)確定出每(měi)次逼近線段相對圓心的坐標, 通(tōng)過坐標(biāo)變換確定出(chū)每個逼(bī)近線段(duàn)點相對(duì)工件原點O 的坐標尺寸, 以便(biàn)於(yú)編程。
同理, 也(yě)可以計算出通過圓弧(hú)起點為A、終點為B、半徑為R 的順時針圓弧AB 的圓弧圓心O2, 一樣可以計算出每個逼近線段(duàn)點相對工件原點O 的坐標尺寸。
2.圓弧麵(miàn)螺紋功能開發過程
2.1 圓心及相關尺寸的計算
2.1.1 圓心的計算
已知一個圓弧兩(liǎng)點(diǎn)及半徑, 求圓弧圓心坐標, 滿足過這兩點的圓(yuán)弧有(yǒu)4 個, 圓心有2 個, 有順時針優、劣弧, 逆時針優、劣弧。在數控車床, 由於是回轉體零件以及車刀的角度問(wèn)題, 一般(bān)不太可能是優弧, 所以這裏隻討論劣弧對應(yīng)圓心的(de)計算問題, 也就是確定圖1 中的O1、O2。同時, 在這裏隻研究(jiū)從右至左(zuǒ)加工螺紋。
通過兩(liǎng)點及半徑(jìng)求圓心, 計算的(de)方法很多, 比(bǐ)如帶入法、矢量計算法[3] 、坐標變換法[4] 、中垂線法等(děng), 但這(zhè)些(xiē)方法計算(suàn)過程或(huò)公式相對較複雜, 在這裏介紹一種幾何算法確定圓心[5] 。如圖2 所示是逆時(shí)針圓弧圓心(xīn)幾何算法原(yuán)理圖,連(lián)接線段AB, 通過圓心O1 向線段AB 作垂線, 交點為M, 則M 就是線段AB 的中點。過點M、O1 分別作平行於X 軸、Z 軸的平(píng)行線(xiàn), 交(jiāo)點為E; 同樣過點(diǎn)A、B 分別作(zuò)平行於X 軸、Z 軸的(de)平行線, 交點為點F。很顯然△BAF∽△MO1E, 因此有:
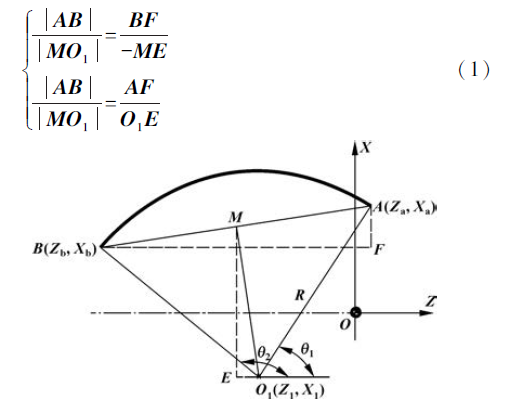
圖2 逆時針圓弧圓心(xīn)幾何算法原理圖
公式(1) 中, 不考慮左邊算式方向, 右邊算式分子、分母均要考慮矢量方向, 令L1 = |BA |, L2 =
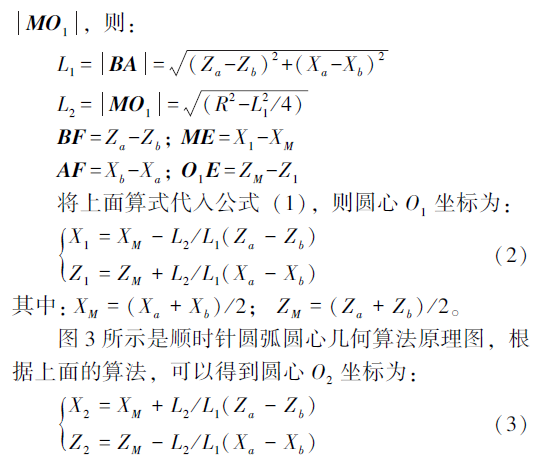
圖3 順時針圓弧圓心(xīn)幾何(hé)算法原理(lǐ)圖
公式(2) 和公式(3) 中計算圓(yuán)弧圓心Z 坐標時, 如果Xa = Xb 時, 則無法計算, 但是很明顯這時的Z1 =ZM , Z2 = ZM 。因此, 在程(chéng)序開發時需要先判斷Xa 與Xb 是否相等。
2.1.2 圓弧起始角、終止(zhǐ)角的計算
為(wéi)了後續程序編(biān)製方便, 在這裏采用圓的參數方程(chéng)求每點逼近線段坐標, 因此需要確定圓弧的角度範圍, 即要確定圖2 中的θ1、θ2, 圖3 中的(de)θ3、θ4。由(yóu)圖2 可得:
文2
2.1.3 逼近點坐(zuò)標計算
通過圓的參數方程求出(chū)每點(diǎn)逼近線(xiàn)段坐標時相對圓弧(hú)圓心的坐標, 而(ér)在加工(gōng)過程中每點逼近線段(duàn)坐標應該是相對工件原點O 的坐標值, 因此這需(xū)要坐標(biāo)變換, 得到編程需要的坐標。假如每次要用直(zhí)線逼近的圓弧半徑為R, 則得到圓的(de)參數方程:
2.2 R 參數(shù)程序設(shè)計
2.2.1 R 參數變量定義及分析(xī)
SINUMERIK 數控係統R 參數編程[6] 和FAUNC 數控係統宏(hóng)程序編程一樣, 通過對變量R 進行賦值,再配合循環功能, 可以方便(biàn)地實現變量的數學運算和邏輯運算, 能解(jiě)決許多有規律性或較複雜零(líng)件的編程。
采用R 參數定義變量, 主要包含初始變量和中間變量, 設定的主要初始變量如下: R0、R1: 圓弧起點A 坐標(Xa , Za ); R2、R3: 圓弧終點B 坐標(Xb , Zb ); R: 圓弧AB 半徑; R5: 螺(luó)紋螺距; R6: 設置(zhì)為2 或3, 分別代表順時針圓弧(hú)或逆時針圓弧。
通過初始變量需要計算的中間變量主要有: R7、R8: 逆時針圓弧圓心坐(zuò)標(X1, Z1); R9、R10: 順時(shí)針圓(yuán)弧圓心(xīn)坐(zuò)標(X2, Z2); R11、R12: 逆(nì)時針圓弧起始角(jiǎo)、止角θ1、θ2; R13、R14: 順時針圓(yuán)弧起始角、終止(zhǐ)角θ3、θ4; R15、R16: 逆時(shí)針圓弧逼近線段點相對工件原(yuán)點O 的坐標(X, Z); R17、R18: 順時(shí)針圓弧(hú)逼近(jìn)線段點相對工件原點O 的坐標(X, Z)。
為(wéi)了計算方(fāng)便, 上述X 坐標均表示半徑值。另外, 為了簡化公式, 將部分公式也設為中(zhōng)間變量:

對於圓弧麵螺紋, 每次(cì)X 向進一層深度, 每層(céng)圓弧的起點(diǎn)坐標和終點坐標是變化的, 因此需要對每層圓弧的起始角、終止角(jiǎo)重新計(jì)算。根據分析, 得到(dào)每層圓弧(hú)螺紋切削循環子程序流程圖如圖4 所(suǒ)示, 順時針、逆時針圓弧螺紋(wén)車削思路相同。
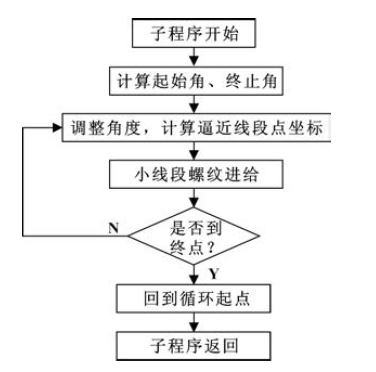
圖4 每層圓弧螺紋車削子程序流程圖
2.2.2 R 參數程序設計
以圓弧麵螺紋螺距(jù)為2 mm、牙深為1. 299 mm 為例(lì), 像加工直螺紋一樣, 按照經驗, 推薦每次X 向(xiàng)進給半徑(jìng)深度為0.45、0.35、0.25、0.2、0.05 mm,X 向每進一層深(shēn)度, 調用一次螺紋(wén)加工子程序(xù)。為了保證每加工一層螺紋後, 能安全退刀到一固(gù)定(dìng)點, 同(tóng)時也是每次進(jìn)刀的起始點, 這裏需要設置一個循環起點。循環起點的設置可以根據具體圓弧尺寸(cùn)設置, 也可以設置(zhì)為(XM +R, Za ), 可保證退刀時候不(bú)會打刀。
圓弧麵螺紋數控加(jiā)工主(zhǔ)程序如下:
YHLW.MPF; 主程序(xù)名
T1D1
S500 M03
R0=20 R1=4 R2=25 R3=-50 R4=30
R5=2 R6= 3; 變量賦初始值, 並設加工(gōng)逆時針圓(yuán)弧
R21= (R0+R2) /2+R4 ; 定義循環起點X 坐標(半徑值)
R19 = SQRT ( POT ( R1 - R3 ) + POT ( R0 -R2) ); 計算L1
R20= SQRT (POT (R4) - POT (R19) /4); 計算L2
G00 X=2*R21 Z=R1; 刀具運動(dòng)到循環起點
IF R6= =2 GOTOF SR; 如果R6=2, 轉入加(jiā)工(gōng)順時(shí)針圓弧螺紋車削程序段; 否則執行下麵逆(nì)時針圓(yuán)弧螺紋車削
R7= (R0+R2) /2-R20/ R19*(R1-R3); 計算X1
IF R0= =R2 GOTOF AA; 判斷Xa與Xb是(shì)否相等,相等則轉入AA 程序(xù)段
R8= (R1+R3) /2+R20/ R19*(R0-R2); 計算(suàn)Z1 GOTOF BB
AA: R8= (R1+R3) /2; 計算(suàn)Z1 BB: R22=R0-0. 45; 計算第一(yī)層X 向進給坐標
R23= R2-0.45; 圓弧終(zhōng)點X 坐標調整
G00 X=2*R22; X 向第1 次進刀
CYCLE35
R22=R22-0.35;
R23= R23-0.35
G00 X=2*R22; X 向第2 次進刀
CYCLE35
R22=R22-0.25;
R23= R23-0.25
G00 X=2*R22; X 向第3 次(cì)進刀
CYCLE35
R22=R22-0. 2;
R23= R23-0. 2
G00 X=2*R22; X 向第4 次進刀(dāo)
CYCLE35
R22=R22-0.05;
R23= R23-0.05
G00 X=2*R22; X 向第5 次進刀
CYCLE35
GOTOFZZ
SR: R9= (R0+R2) /2+R20/ R19*(R1-R3);計(jì)算X2
IF R0= =R2 GOTOF CC; 判斷Xa與Xb是否相等
R10= (R1+R3) /2-R20/ R19*(R0-R2); 計算Z2
GOTOF DD
CC: R8= (R1+R3) /2; 計算Z2 DD: R22=R0+0. 45; 計算第一層X 向進給坐標
R23= R2+0. 45; 圓弧終點X 坐標調(diào)整
G00 X=2*R22; X 向(xiàng)第1 次進刀
CYCLE36
R22=R22+0.35;
R23= R23+0.35
G00 X=2*R22; X 向第2 次進刀
CYCLE36
R22=R22+0.25;
R23= R23+0.25
G00 X=2*R22; X 向第3 次進刀
CYCLE36
R22=R22+0.2;
R23= R23+0. 2
G00 X=2*R22; X 向第4 次進刀
CYCLE36
R22=R22+0.05;
R23= R23+0.05
G00 X=2*R22; X 向第5 次進刀(dāo)
CYCLE36
ZZ: G00 X100 Z100
M30
每層逆時針圓弧螺紋車削子程序程序如下:
CYCLE35. SPF;
R11= ATAN2 ( (ABS (R22-R7), ABS (R1-R8) ); 計算起始角θ1
R12 = 180 - ATAN2 ( ( ABS ( R23 - R7), ABS(R3-R8) );計算終止角(jiǎo)θ2
R24 = SQRT ( POT ( R22 - R7) + POT ( R1 -R8) ); 計算進刀後的圓弧(hú)半徑
PP: R11= R11+0. 1; 角度遞增0. 1°
R15=R24*SIN (R11) +R7; 計算逼近線段(duàn)點相(xiàng)對工件原點O 的X 坐標
R16=R24*COS (R11) +R8; 計(jì)算逼近(jìn)線段點相對工件原點O 的Z 坐標
G33 X=2*R15 Z=R16 K=R5; 小線段螺紋插補
IF R11<R12 GOTOB PP; 判斷是否(fǒu)到達終止角
G00 X=2*R21; X 向退刀循(xún)環起點的(de)X 坐標(biāo)
Z= R0; Z 向退刀循環起點的Z 坐標
Z= R0; Z 向退刀循環起點的Z 坐(zuò)標M17
每層(céng)順時針圓弧螺(luó)紋車削子程序程序如(rú)下:
CYCLE36. SPF;
R13=-ATAN2 ( (ABS (R22-R9), ABS (R1-R10) ); 計算(suàn)起始(shǐ)角θ3
R14 = ATAN2 ( (ABS (R23-R9), ABS (R3-R10) ) -180;計算終止角θ4
R24 = SQRT ( POT ( R22 - R9) + POT ( R1 -R10) ); 計算進刀後(hòu)的圓弧半徑
PP: R13= R11-0.1; 角度遞減0.1°
R17=R24*SIN (R13) +R9; 計算逼近線段點相對工件原點O 的X 坐標
R18=R24*COS (R13) +R10; 計算逼近線段點相對工件原點O 的Z 坐標
G33 X=2*R17 Z=R18 K=R5; 小線段螺紋(wén)插補
IF R13>R14 GOTOB PP; 判斷是否到達終止角
G00 X=2*R21; X 向退刀循(xún)環起點的(de)X 坐標Z= R0; Z 向退刀循環起點的Z 坐標M17
程序中X 向每次(cì)進給(gěi)也可以用(yòng)R 參數設定。同時, 如果每次X 向進(jìn)給(gěi)深度相同, 程序將大大簡化,但現實加工並非如此。
3.結束語
通過對數控車床圓弧麵上螺紋車削(xuē)功能進行(háng)開發, 為各類(lèi)圓弧麵蝸杆類零件車削提(tí)供了基礎平台,有了這個平台(tái), 圓弧麵蝸杆類(lèi)零件車削程序將大大簡化, 在實際(jì)生產中具有重要的意義。同時, 該功能的開發思路與方法同樣適用於FANUC 等其他各類數控係統, 通過采用變量編程, 能很好地實現這個功能。
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年(nián)11月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車(chē))產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲(sī)線切割機床(chuáng)的發展趨勢(shì)
- 國產數控係統(tǒng)和數控機床何去何從?
- 中(zhōng)國(guó)的技(jì)術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還(hái)是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設(shè)計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝(yì)的區別