



臥式數控車床上下料三軸(zhóu)機械手的(de)控製係統設計
2018-7-27 來源: 浙江理工大學 浙江省機電技師學院(yuàn) 作者:趙正華 楊文珍(zhēn)
摘要: 針對上下料機械手運動頻繁且可靠性要求高的特(tè)點,設計了基於三菱 PLC 的臥式數控(kòng)車床上下料機械手的電氣控製(zhì)係統硬件和軟件(jiàn)。硬件係統包括(kuò)主(zhǔ)控製(zhì)器、觸摸屏、伺服係統、電(diàn)源係統等,軟件係(xì)統包括運動控製模塊、通訊模塊、故(gù)障檢測(cè)模塊。為(wéi)了實現機械手工作狀態的在線監測,在實時采集機械手伺服電機編碼器位置(zhì)反饋信號的基礎上,提出了基於統計過程監控理論的(de)機械手早期故障檢測方法。該臥式數控車(chē)床上下料三軸機械手(shǒu)的控製係統,具有機(jī)械手早期(qī)故障檢測功能,可提高機(jī)械手的工作可靠性。
關鍵詞(cí): 臥式數控(kòng)機床; 上下料機械手; 電控硬件; 電控軟件
0 前言
近年來(lái),我國勞(láo)動力(lì)成本不斷攀升(shēng),很多機械製造企業麵臨招工難、用工難的問題,迫切(qiē)需要提升自(zì)動化生產水平(píng),減少人工,提高勞動效率。機械手能夠實現數控車床的上下料自動取件,可以節省(shěng)人工,降低企業生(shēng)產成本(běn),是當前(qián)機械(xiè)製造企業自動化生產的重要發展方向。當前,我國應用工業機器人進行上下料的數控車床在行業內比例仍(réng)然較低。因此,上下料機械手的設計和研(yán)發有助於提高數控車床的自(zì)動化生(shēng)產水平,具有廣闊的應用前景。
謝誌江(jiāng)等建立了搬運機械手的三維(wéi)運動實體模(mó)型,分析了其動靜態(tài)特性,優化了截麵(miàn)結構,避免了機械(xiè)手的共振問題。鄧敏等(děng)人[2]研(yán)究了齒輪淬(cuì)火壓(yā)床上下料工藝要(yào)求,設計(jì)了齒輪淬火機械手的 PLC控製係(xì)統設計,並實踐證明了該係統(tǒng)設計合理可靠(kào)。趙錦榮[3]分析了數控雙動拉伸機自(zì)動化生產的工藝需求分(fèn)析,研(yán)發了拉伸機(jī)的上(shàng)下料專用機械手,用於實現拉伸機(jī)的上下料自(zì)動化(huà)和無人化,有效提高了拉伸機生產效率和產品質量。丁錦宏[4]分析了數控(kòng)車床上下料的(de)工藝流程,設計了基於 PLC 的(de)機械手控製係統,其中采用氣缸和步進電機驅動,給出了順序控製梯(tī)形圖程序設計思路。呂鵬飛[5]提出(chū)了一種圓柱坐標型的數控車(chē)床機械手方案,重(chóng)點介紹了手腕、手抓和手(shǒu)臂的設計。段成燕[6]研(yán)究了車床上下料的工序特點和動作(zuò)要(yào)求(qiú),基於有限元分析設計了機械手結構的關鍵部(bù)件,通過可更換爪式(shì)夾具,實現了一機多(duō)用的功能目(mù)標(biāo)。孔祥誌[7]設計了一種擺臂式車床上下料機械手,主要采用氣動方式,成本低,可靠性好,可適用於短軸類零件車削加工的自動上下料,但(dàn)是由於鐵(tiě)屑對運動部件的影(yǐng)響,因此該機械手(shǒu)不適用於車削量較(jiào)大(dà)的加工場合。
上述研(yán)究工作為數控車床機械手的研發(fā)提(tí)供(gòng)了基礎; 然而(ér),目前上下料機械手的控(kòng)製係統(tǒng)有待改進(jìn),特(tè)別是考慮到(dào)上下料機械手(shǒu)工(gōng)作環(huán)境惡劣,往複(fù)運動頻繁,且可靠性要求高(gāo)等特(tè)點,有必(bì)要設計一種具備故障監測功能的(de)上下料機械手控製係統(tǒng),以提(tí)高數控車床的自動化生成水平(píng)。
1 、臥式車床上(shàng)下料三軸機械手
文中針對圖 1 所示的臥式車床上(shàng)下料三軸機械手,設計該機械手的控製(zhì)係統。該機械手采用中央立柱,實現 “一拖二” 功能,即一台(tái)機械手(shǒu)滿足兩台臥式車床 ( I 和 II) 自動(dòng)上下料(liào)的工作。
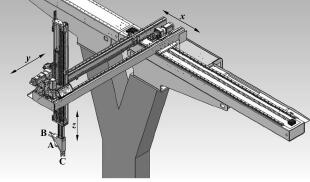
圖 1 數控車床上下料機械手主體結構設計模型
1. 1 機械手的運動
機械手主要實現 x、y 和 z 軸向的 3 個直線運動,行程範圍可以根(gēn)據臥(wò)式車床(chuáng)型號具體確定。上述三軸運(yùn)動分別(bié)由鬆下 A5 係列伺(sì)服電機驅動(dòng),並配有相應的減速機。伺服電機驅動器采用脈衝信號控製輸入。此三軸伺服機械手的(de)優點是(shì)可以采用簡(jiǎn)化式(shì)料倉,即(jí)料倉無需運動,由機械手三維運動拾取料倉中排列的毛坯棒料。
1. 2 機(jī)械手的動作步驟
為了實現機(jī)械(xiè)手手部一次進入臥式車(chē)床內部後可以同時完成上料和下料的兩個動作要求,在此機械手(shǒu)z 軸底(dǐ)部設計(jì)了兩個三軸氣爪 B 和 C。這兩個氣爪 B和 C 的軸線(xiàn)成 90°布局設置,並且安裝(zhuāng)在同一個 180°旋轉的氣缸(gāng) A 上。因此,當機械手在料倉處時,利用豎直的氣缸 C 拾取(qǔ)毛坯棒料,進入車床內部靠近車床三爪卡盤之後,氣爪 B 拾取(qǔ)成品 ( 即下料) ,然後氣(qì)缸 A 旋轉 180°實現氣爪 B 和 C 交換位置,並把氣爪 C 中的毛坯棒料送入空的車床(chuáng)三爪卡盤當中( 實現上料動作) ,最後機械手手(shǒu)部退出車床,把氣爪(zhǎo) B 中的成品扔進成品筐,完成本次上下料工作(zuò)。下一循環是為(wéi)另一台車床(chuáng)上下料,也采取類似的動作順序,隻不過氣缸 B 和 C 位置和功能互換(huàn)。機械手的動(dòng)作順序如圖 2 所示,機(jī)械手為車床( I) 和車床 ( II) 輪流上下料並且不斷循環,機械手的工作時間顯著小於車床車削零件(jiàn)時間的(de) 1 /2。
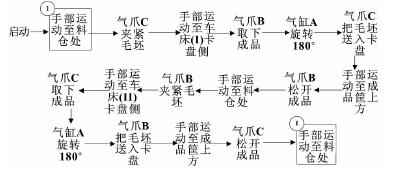
圖 2 “一拖二”數控車床上下料機械手動作順序
2、 上下料三軸機械手的控製係統
2. 1 機械手的電氣控(kòng)製硬件
機械手的電控硬件(jiàn)構(gòu)成如圖(tú) 3 所示(shì)。
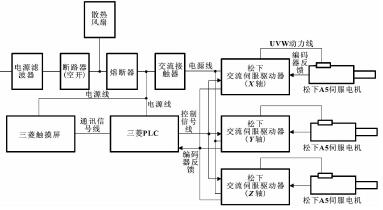
圖 3 基於 PLC 的(de)上下料機械手的電控硬件
基於三菱 PLC 的工控模塊實現前述三軸伺(sì)服機械手的(de)控製。根據機械手控製所需輸(shū)入輸出的點數,此工控模塊選擇 FX3U-64MR 型控製器為(wéi)主控製器,在標準模式下其基本指令執行時(shí)間隻需 0. 21 μs,在不帶定位模塊情況下,可(kě)以方(fāng)便地實現三軸定位和聯動,可以滿足本機械手運動控製需求。此外,選擇(zé)GS2107-WTBD 三菱觸 摸屏(píng) 作 為 人(rén) 機 交互(hù) 界 麵,用(yòng)於機械手工作(zuò)參數設置和設備控製。
為提高該電控係統電磁兼容性,設計了電源濾波器模塊,以防止被外界電磁幹擾和(hé)幹擾電源(yuán)。供電電源經過濾(lǜ)波器之後,由斷(duàn)路器 ( 空開) 進行上電控製,並經過熔斷器和交流接觸器給伺服驅動係統供電。交流接觸器可以由伺服上電按鈕控製(zhì),也可以(yǐ)設計成由 PLC 輸出點控製。此外,根據(jù)伺服驅動(dòng)器工作需要,配置製動電阻。由於鬆下 A5 交流伺(sì)服電機和配套驅動器以(yǐ)及三菱 PLC、觸摸屏都是 220 V 交流電供(gòng)電,所以電源濾(lǜ)波器、斷路(lù)器、熔斷器和交流接觸器等選擇兩相即(jí)可,同時(shí)具備接地線。三菱 PLC 利用脈衝信號給伺服驅動器指令,驅動器采集伺服電機(jī)的位置編碼器反饋指(zhǐ)令並(bìng)根據(jù)控製結果給伺服電機輸出控製電流。三(sān)菱 FX3U-64MR 型 PLC 與三菱觸摸屏(píng) GS2107-WTBD之(zhī)間采用 RS-422 串行通信方式直接交換控製指令和設(shè)定參數。三菱觸摸屏 GS2107-WTBD 是人機交互的設備,其(qí)內部程序由三菱觸摸屏編程軟件 GT Desig-ner 開發,主要包括通訊軟件(jiàn)模塊、控製參數(shù)設定模(mó)塊、機械(xiè)手啟停模塊等。設計機械手的電櫃布(bù)局時,應當將(jiāng)較重的部件放在(zài)下(xià)麵(miàn),如變壓(yā)器 ( 如果需要) ; 在電(diàn)控櫃上(shàng)部安裝易發熱元件 ( 如驅動器、製動電阻等) ,並靠近排風口位置; 同時控製線纜與驅動器、驅動線纜分開(kāi)走線。電控櫃製作時(shí)還要注意電纜(lǎn)線材的選擇。機械手控製係統必須同時配合 3 個軸的兩端極限位置和原點位置傳感器,可以選擇非接觸式(shì)的開關量霍爾傳感器。
FX3U-64MR 型 PLC 控製器(qì)的(de) 端 口 Y0、 Y1、 Y2可以輸出最高頻率為 100 k Hz 的脈衝。基於這些脈衝信號和(hé)其他端口的方向信號,可以通過驅動器控製伺服電機的(de)轉速和轉角,從而實現機械手 3 個方向(xiàng)的移動速度和移動位置(zhì)。基於三菱 FX3U-64MR 型 PLC 可以采(cǎi)用 PLSY 和 PLSR 指令,可方便地實(shí)現上述三軸的加減速控製和定位控製。
2. 2 機械手的電氣控製軟(ruǎn)件
該機械手要(yào)實現 “一拖二” 的車(chē)床自動上下料(liào),三菱 FX3U 係列 PLC 支持步進(jìn)順序(xù)控製梯(tī)形圖程序。因此,利用圖 2 給出(chū)的上下料機械手動作步驟,在(zài)確定各步驟轉移條件基礎上,可以(yǐ)繪製出該機械手的工作狀 態 轉 移 圖,並 根 據 狀 態 轉 移 圖 編 製(zhì) 三(sān) 菱 PL-CFX3U-64MR 型 PLC 的步進順序(xù)梯形圖。該型 PLC 由於(yú)具有(yǒu)專(zhuān)門的定位控製指令和控製寄存(cún)器,可以十分便利地實現三軸伺服運動控製。各軸直線運動的起始位置、終點位置、加速時間、減速時間、最大速度等均用數據寄存(cún)器(qì)存儲(chǔ),以便用戶根據需要在觸摸屏中設定 ( 即(jí)觸摸屏通過 RS-422 通訊將參數值寫入數據寄存器) 。此機械手的(de)的軟件模塊如圖 4 所示。
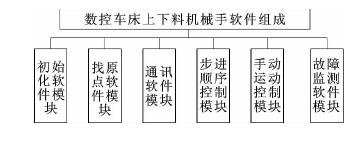
圖 4 數控機械(xiè)手 PLC 具有的軟件模塊
初始化軟件模塊中 PLC 完成自檢和輸(shū)入輸出通道檢測(cè)。找原點軟件模塊根據(jù)用戶在觸摸屏中的操作指令,啟動後(hòu)各軸都按照一定的位置搜索模式(shì)移動到原點位置。通訊軟件模塊實(shí)現 PLC 與觸摸屏的 RS-422 通訊,即接收觸摸屏傳送過來的控製指令和控(kòng)製參數,並執行相應動作和存儲相應控製參數。步進順序控製模塊完成圖 2 所示的車床上下料動作。手動控製模塊用於機械手操作員的手動示教,即手動控製各軸運動 ( 點動或連續動) 找到相應的工序(xù)位置並存(cún)儲位置數據,用於步進順序控製。三(sān)菱 PLC 采(cǎi)用 GXWorks 編程完成程序編(biān)製。
2. 3 機械手的故障監測(cè)
該機械手控製(zhì)係(xì)統軟(ruǎn)件還設計有故障監測軟件模塊,對機械手非正常抖動(dòng)或非正常振動的故障(zhàng)進行監測。該(gāi)機械手故障診斷方法主要是基於機械手工作過程中動作的重複性,利用(yòng)統計過程監(jiān)控原理(lǐ),針對機(jī)械手 3 個軸的伺(sì)服電機編碼器的位置(zhì)饋信(xìn)號 ( 即脈衝信號) ,在時(shí)域分析其殘差(chà)的均值、方差、峰值等統計特征值(zhí),可以用特征值的計算(suàn)結果判斷(duàn)故障狀態(tài)。記正常(cháng) 狀態 下(xià) 機 械 手 x 軸 的 標 準 位(wèi) 置 軌(guǐ) 跡(jì) 為x( n) ,n 從 1 到 N ( 表示時間) 。x( n) 表(biǎo)示了該(gāi)軸的加速、勻速和減速 3 個過程。假設某次工(gōng)作狀態下,監測得(dé)到的位置軌跡為(wéi) x'( n) ,n 從 1 到 N,則殘(cán)差的(de)均值 M、方差 V,峰值 P 等特(tè)征值分別計算(suàn)如下:
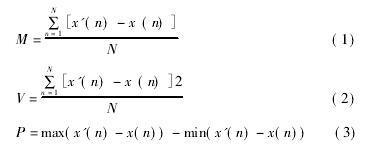
計算出上述特征(zhēng)之後,並與事先存儲的正常狀態下位置反饋信號進行比較,從而判斷機械手工作狀態。其他 Y 軸和 Z 軸的(de)故障監測(cè)方法也相同。
3 、結束語
機器換人是我國機械製造企業發展的必然趨勢,本文作者依據上下料機械手(shǒu)的工作特點,設計了一種具備故障監測(cè)功(gōng)能的上下料機械手控製係統。該係統(tǒng)能夠定期采(cǎi)集機械(xiè)手伺服電機編碼器位置反饋信(xìn)號(hào),基於統計過程監控理論利用時域(yù)特征值進(jìn)行機(jī)械手故障診斷,提高了機械手的可靠性。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
查")
行(háng)業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機(jī)床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月(yuè) 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃(cuì)
| 更多