



衝折機器人鈑金加(jiā)工自動化柔性生產(chǎn)線
2016-8-5 來源:江蘇揚力數控機床有限公司 作者:卞正其 張超 朱(zhū)誌金
摘要:對衝折機器人鈑(bǎn)金加工自動化柔性生產線進行了整體介紹,係統分析了構成整(zhěng)條生產線的各個組成部分。本生(shēng)產線采用國際先(xiān)進機器人加工工藝,包括點位控製、點線控(kòng)製以及折彎跟隨等多種技術,與衝床和折彎機(jī)采用總線數據通訊,通過編程為客戶實現完整的加工(gōng)流程。
關(guān)鍵(jiàn)詞:鈑金(jīn)加工;自動化生產線(xiàn);機器人;折彎機;數控轉塔衝床
2、生產線現場分布及工作流程
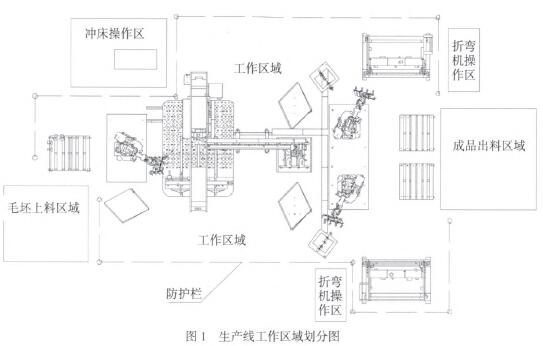
2.1生產線工作分布圖(圖1)
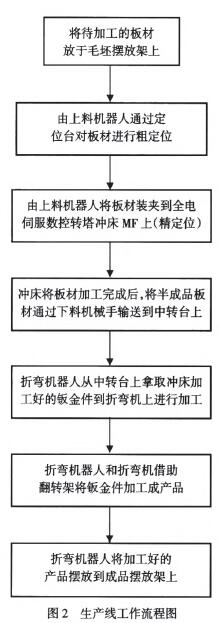
2.2生產線工作流程(chéng)圖(圖2)
3、生產線(xiàn)具體組成
3.1毛坯擺放架(jià)與磁(cí)力(lì)分層裝置(圖3)
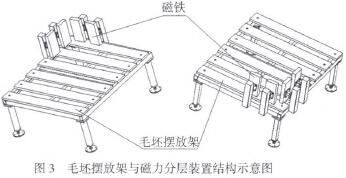
該毛坯擺放架是由標準型材焊接成框架結構(gòu)後在上麵安裝木板而(ér)成,結構平穩、牢固,在使(shǐ)用(yòng)過程中注意調整地腳使擺放架上表麵保持水平。擺放架地腳不平,或者上表麵傾斜會(huì)影響真(zhēn)空(kōng)吸盤吸取零件的穩定性。
金屬板材零件摞放在一起時,零件間經(jīng)常發生粘連,導致真空吸盤在進行零件(jiàn)吸取時經常錯誤地一次吸取多(duō)個零件,直(zhí)接導致產品報廢,甚(shèn)至引(yǐn)發安全事故。而分(fèn)層裝置即專門針(zhēn)對此(cǐ)問題而設計。圖3中安裝於毛坯擺放架一角且成直角布置的兩(liǎng)對磁(cí)鐵能夠對板材零件進行磁化(huà),使板材零件間(jiān)產生相互排斥的磁場力,以清除板材零件間的粘連,達到分層(céng)的目的。
3.2上(shàng)料(liào)定位架板厚測量裝置
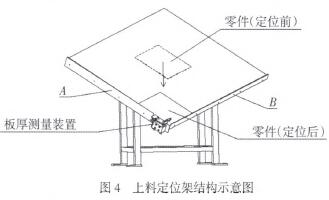
上料定位架主要用於機械手給衝床上料(liào)前的(de)定位,其結構如圖4所示。上料定位架由一個由標準方係。機械手(shǒu)將零件放置在斜(xié)麵上,零件在自身重力作用下沿(yán)斜麵(miàn)向下滑動,直至(zhì)零件的一對直角邊分別與定位擋(dǎng)邊(biān)A和(hé)日相接觸並靠緊,完成零(líng)件定位。
板厚測量裝置(zhì)主要(yào)由氣缸、連接塊、螺釘、感應支架和感應開關等組成,其(qí)中連接塊呈懸臂結構,一端安裝有螺釘,另(lìng)一端安裝在氣缸活塞(sāi)上,同時氣缸活塞上還安裝有感應支架。當氣缸動作時(shí),活塞連同連(lián)接塊、螺釘、感應支架作為一個整體沿零件板麵的垂直方向運動。首先氣缸處於“伸出”位置,當零件完成定位後,氣缸“收縮”,此(cǐ)時螺釘恰好頂在零件表麵上,而此時感應支架恰好進入感(gǎn)應(yīng)開關的感應距離之內,產生一個開關信號,反饋給數控係統,係統判斷板厚正常。當板厚出現異常時(如零件發生粘連,機器人錯(cuò)誤地一次抓取多個零件放(fàng)在定位架上),由於氣缸的“收縮”距離變短,感應開關沒能進入感應開關的感應距離之內,則無(wú)開關信(xìn)號(hào)產生,係統判斷板厚異常並發出故障報警(jǐng)。
3.3上料機(jī)器人
如(rú)圖5所示上(shàng)料機(jī)器人將(jiāng)待加工的金屬板材(cái)從(cóng)毛坯擺放架上吸起(在機器人A6軸頭處裝有吸盤(pán)取料工裝),再經過上料定位架(jià)板將板材精確定(dìng)位後輸送到全電伺服數控(kòng)轉塔衝床MF的夾具上,完成衝床的裝夾板材步驟(zhòu)。

3.3.1上料機器人工具坐標係
工具坐標係把機器人腕部法蘭盤所持工具的有(yǒu)效方向作(zuò)為Z軸,並把坐標定義在工具的尖端點(圖6)。
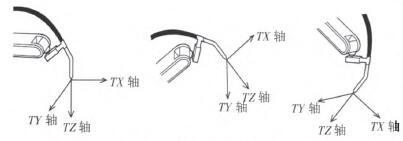
圖6機器人工具坐標(biāo)係圖
3.3.2軸動(dòng)作
設定為工具坐標(biāo)係時,機器人控製點沿設定在工具尖端點的X、y、Z軸做平行移(yí)動,按住軸操作鍵時,各軸動作可參考表2所示動作表。
表2各軸(zhóu)的動作表

工(gōng)具坐標的移動,以工具的有(yǒu)效方(fāng)向為基準,與機器人的位置、姿勢無關,所以進行相對於(yú)工件(jiàn)不改(gǎi)變工具姿勢的平行移動操作時最(zuì)為適宜。
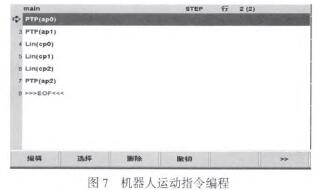
3.3.3機器(qì)人(rén)示教與編程
為(wéi)了使機器(qì)人能夠進行動作再現,就(jiù)必須(xū)把機器人運動指令編成程序。程序是把機器人的作業內容用機器人(rén)語言加以描述,在程序界麵中進行指令編輯,控(kòng)製機器人的運動(圖7)。
3.4全電伺(sì)服數控轉塔衝床MF
全電伺服數控轉塔衝床MF生產線為X、y、r、C、形及z六軸控製,均由交流伺服電機驅(qū)動(dòng),脈衝編碼器作速度和位置檢測(cè),實現各(gè)軸的閉環控製。其中,C、形、z為絕對(duì)編碼器;X、l,、r、C四軸配合,對待加工的(de)金屬板材進行衝孔;形、Z軸(zhóu)為PMC軸控製,可在衝孔的同時實現同步下料。
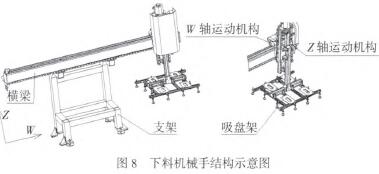
3.4.1下料機械(xiè)手
下(xià)料機械手如圖8所示,主要由支架、橫梁、W軸運動機構、z軸運動機構、吸盤架等部分組成。其訊。中吸盤架固(gù)定安裝在Z軸運動機構上,Z軸運動部件固定安裝在形(xíng)軸運動機構上,吸盤架上設置有若幹真空吸盤用於吸取零件。將形軸運動機構沿橫梁的運動(dòng)定義為形軸(zhóu),Z軸(zhóu)運(yùn)動機構沿豎(shù)直方向的運動定義為Z軸。下(xià)料機械手通過形、Z兩軸和吸盤架的組合動作將加工好的金屬板材輸送到中轉台架上(shàng)。
3.5中轉台與成品擺放架
一般情(qíng)況下,數控衝床與折(shé)彎機的生產節拍不完全匹配,兩台折彎機不能將數控衝床加工的半成品零件(jiàn)全部消化掉而產生零件堆積。中轉(zhuǎn)台的作用主要用於堆放衝裁加工後的半成品零件,起到緩衝的作用,目的是使兩台折彎機始終處於折彎作(zuò)業狀態,提(tí)升生(shēng)產線的加(jiā)工效率。中轉台與成品擺放(fàng)架大(dà)致相同,區別在於中轉台和成(chéng)品(pǐn)擺放架上無磁力分層裝置。
3.6折彎機器人
兩台折彎機器人將中轉台上的待折彎的工件通(tōng)過吸盤工裝吸取起來,再配合兩台折彎機的折彎工序分別進行加工。
3.7數控折彎機
數控折彎機可以在程序裏將要折彎的工序編好,再(zài)由機器人配合(hé)送料,加工出合格的產品。
3.7.1 翻轉架
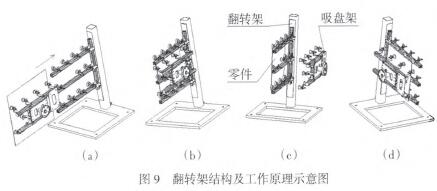
一些零件折彎過程(chéng)中需要翻麵,翻(fān)轉架正是為此而(ér)設計。翻轉架的結構及工作原理(lǐ)如圖9所示。安裝在(zài)機械手末端的吸盤(pán)架吸取零(líng)件並沿零件(jiàn)板麵水平方向運動(圖9a);直至零件中心與翻轉架(jià)中心重合,翻轉架上(shàng)的真空吸盤(pán)吸(xī)取零件(圖9b);吸盤架上的吸盤鬆開後向遠離零件方(fāng)向運動(圖9c);吸盤架(jià)運動到翻轉架的另一側,1800翻轉後並向靠緊零(líng)件方向運動,吸盤架上的真空吸盤靠緊零件表麵後吸(xī)取零件,隨後(hòu)翻轉架上的真空吸盤鬆開(圖9d)。至此,整個翻轉過程完成。
4、總結
衝折(shé)機器人鈑金加工(gōng)自動化柔性生(shēng)產線是未來金屬鈑(bǎn)金加工業生產的發展方向。無論從客戶的生產成本角度,還是從實現工(gōng)業4.0的角度,機(jī)床製造公司在生產線研發領域能否具有技術先進(jìn)性,將對提高公司產品的市(shì)場(chǎng)占有率起到關鍵作用。
參考文獻:
【1】馮科.中小型衝壓(yā)生產線自動(dòng)化改造的整體設計(jì)叨.鍛壓裝(zhuāng)備與(yǔ)製(zhì)造技術,2013,48(6).
【2】倪建成.衝壓自動化(huà)生產線技術特點淺析叨.鍛壓裝備(bèi)與製造技(jì)術,2014,49(2).
【3】桂(guì)方(fāng)亮.機器人衝壓生產(chǎn)線重力對中台的柔性化改造方案探討[J].鍛壓裝備(bèi)與製造技術(shù),2015,50(4).
【4】胡玉(yù)龍.基於本體(tǐ)的(de)飛機數字化柔性裝配工藝模(mó)型【J].鍛壓裝備與製造技術,2015,50(5).
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)
牌(pái)調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年(nián)10月 新能(néng)源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據