



T_S模糊模型變結構的機器臂軌跡跟蹤控製①
2016-8-2 來(lái)源(yuán):江南大學,輕工過(guò)程先進控製教育部重(chóng)點(diǎn)實驗 作(zuò)者:王憲 盛巍 宋書林 平雪良
摘要:針對(duì)不確定(dìng)性的機械臂軌跡跟蹤問題,結合滑(huá)模變結構和T.S模糊模(mó)型的優點,給出一種基(jī)於T.S模糊模型的變結構軌跡跟蹤的方法。首先采用T.S模型建模,得到機械臂的模糊模型:然後設計出保證機(jī)械臂全局漸近穩定的滑模控製器(qì)。仿真結果表明,所設計的模糊變結構控製器與普通(tōng)變結構控製器相比,可使機械臂無論在計算時間(jiān)、誤差上都具有更大的優勢和更強的魯棒性。
關鍵詞:非線性係統:模糊(hú)控製;滑模控製:
1 、引(yǐn)言
機器(qì)人軌跡跟蹤控製的主要目的是通(tōng)過給定各關節的驅動力矩,使得機器人的位置、速度等狀態變量跟(gēn)蹤給定的理想軌跡【13】。傳統(tǒng)控製方法大都在被控對象數學(xué)模型確定、定量化的前提下,卻難以對複雜的、非線性的不確(què)定(dìng)係(xì)統進行有效而(ér)又精(jīng)確的控製。智能控製的出現為(wéi)解決此類問題提供了新的思路。文獻【l】提出了針對(duì)非線性係統的模糊(hú)自適應控製理論(lùn),為不確定性係(xì)統的控製提供一種可(kě)行的控製策略(luè):文獻【2.5,11.13】等都對(duì)文獻【1】方案進一(yī)步改(gǎi)進,取得了多方麵進展,但是這些(xiē)方(fāng)法(fǎ)都存在一(yī)定的問題,如:傳統的滑模控製(SMC)瞄刮因其在滑動模態對係統(tǒng)幹(gàn)擾和攝動(dòng)具(jù)有(yǒu)魯棒性(xìng)而(ér)得(dé)到重視,但高頻(pín)抖動的問題,以及輸出力(lì)矩(jǔ)和(hé)跟蹤誤差精度上也有待提高:文獻(xiàn)[11】在文獻【12】的基(jī)礎上將滑模控(kòng)製與飽和函數(shù)有機結合,但是在追蹤(zōng)時間和誤差上都有待商榷。據此分(fèn)析,為了避免傳統非線(xiàn)性控製器設計方法中迭代計算中近似值以及(jí)計算負擔增加的問題,提高伺服控製器對於追蹤誤差和輸出(chū)力矩上的控製精度,同時針對所需求的精確性使用適當選取的T.S模糊模型來近似原始(shǐ)非線性模型時,產生一些額外的係(xì)統不確定性(unccnain哆(duō))。本文提出一種結合T.S模糊模(mó)型與變結構控(kòng)製的(de)控製器設計(jì)方法,這種控製器容易實現且不需要去解(jiě)J∞obi方程(chéng)式或不等式,同時運(yùn)用T.S模糊模型的優點(計算快速)來減輕計算上的負擔;通過仿真並利用兩軸機器臂的模擬來驗證算法的正確性。
2、機器人動力學模型
2.1動力學模型分(fèn)析(xī)
自由度機器人的動力學方程由下式給出:
式中q,q,q,∈Rn為位移、速度和加速(sù)度矢量,M(q)∈Rn×n為對稱正定的(de)慣性矩,C(q,q)∈Rn×n為(wéi)離心和coriolis力矩矩(jǔ)陣,G(q)∈Rn為重力矢量,F(q)∈rn”為摩擦(cā)向量,^d為外部未知(zhī)有界幹,f為控製輸入力矩矢量。其中F(q)和d^為(wéi)可能的不確(què)定項,F(q)是由各種參數誤差、降階處理,以及建模時動(dòng)態特性所^帶的模型誤差(chà):d^主要指不確定的外(wài)部幹擾。
機器人動力學方程(2.1)具有如下(xià)性質:
性質l:M(q)是對稱正定矩陣,滿足:
可(kě)知(zhī)當係統的參數精確已知、且結構確定的情(qíng)況下,控(kòng)製律能保證閉環係統的全局穩定;但當係(xì)統存在結構參數誤差、摩擦及幹擾(rǎo)等不確定因素時,控製律就不能保證係統具有(yǒu)良好的動態性和穩定性;同時選擇T-S模型來近(jìn)似非線性模型、簡(jiǎn)化計算時,也會帶不確定性因(yīn)素(sù)。為了消除不確定性的影響。保證係(xì)統的(de)漸近(jìn)收(shōu)斂,必(bì)須設計控製律來彌補T-S模(mó)糊模型來近似(sì)非線性模型所帶來(lái)的不確定性。(其中這(zhè)裏的不確定性主要來自模型誤差即)F(q)。
2.2問題描(miáo)述
本文以一個二階非線(xiàn)性係統(tǒng)為例,二階非線(xiàn)性係統微分方程如下:
x1=x2
3、模糊變(biàn)結構控製器的設計
3.1T-S模糊建模
T—S模糊模型是由一(yī)組“if-then明”模糊規則(zé)來描述非線性係統(2.2)的行為,每一個規則代表一個子係統(tǒng),整個模糊(hú)係統即為各子係統(tǒng)的線性組合。第i條模糊規則對應的模糊狀態方程為(wéi):
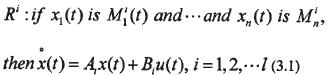
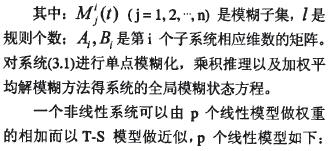
利用(3.2)式可將原始非線性係統改寫成T-S模型:
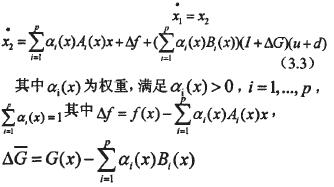
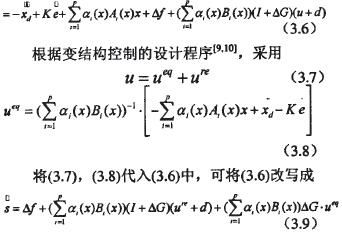
3.2控製器(qì)的設計
利用(3.3)式可改(gǎi)寫以下型(xíng)式:

3.3方法的斂散性
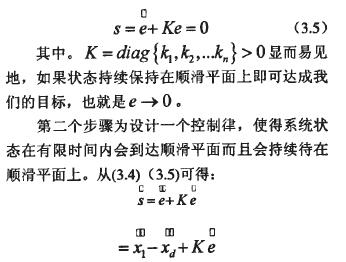
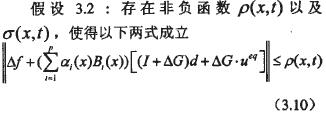
為了讓係統(tǒng)狀(zhuàng)態在有限時(shí)間內到(dào)達順?平麵,我們提出以下假設(shè);
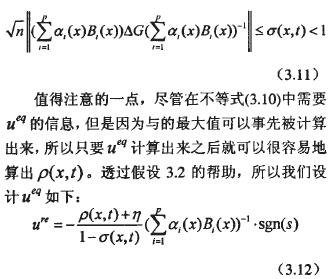

也就是係統狀態在有限時間內會到達順滑平麵。由以上的討論我們會有以下的結果:
定理3.1:令假設3.1與假設3.2同時成立,則采用控製律(3.7),(3.8)以及(3.12)時,此係統(2.2)會達到追蹤的(de)性能表現。
4、實驗與仿真
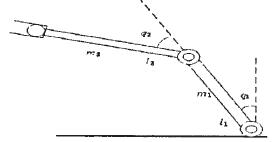
圖4.1兩軸機械手臂示意圖

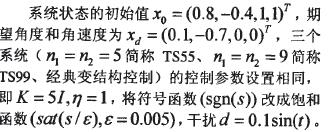
操作點的選定規則如下:

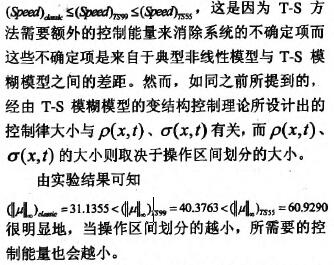
另一方麵(miàn)雖然T_s變結構控製(zhì)律會比典型非線性變結構控製(zhì)律需要較多的控製能量,可是在整個過程(chéng)當中T.s變結構控(kòng)製律所消耗(hào)的總能量有可能會比典型非線性變結構控製律來得少且過程中的總誤差值也比較小。這(zhè)可能是因為T-s變結構控製律一開始(shǐ)所需的能(néng)量較大,一開始能量較(jiào)大會(huì)使得係統狀態能快速地接近目(mù)標;而典型非線(xiàn)性變(biàn)結構控製律一開始所需的能量較小(xiǎo),在過程中隨著狀態越來越靠近目標且越來越靠(kào)近(jìn)順(shùn)滑平麵其所需的能量也一直在變小,所以(yǐ)到達目標的時間會比較長。就總能量說(shuō),T-s變結構控製律(lǜ)一開始所需的能量較大,但(dàn)是隨著狀態(tài)快速地到達目標而變小;反觀典型非線(xiàn)性變結構控製律一開始(shǐ)所需的能量雖然比較小,但是接近目標的(de)速度(dù)較慢,所以過(guò)程中典型非線性變結構控製律所(suǒ)消耗的總(zǒng)能(néng)量有可能會比較多。從控製律入能(néng)量圖(圖4.3)中可以觀察到(dào)會有兩個跳躍現(xiàn)象(xiàng)(Jump),這是因為係統狀態到達順滑平麵的緣故。同時這種情形也可以分別(bié)從圖4.2觀察到。在計算時間方麵,我們將T-s變結構控製律與典型非線性變(biàn)結(jié)構控製律各計算了106次之後發現 由此可以知道T-s變結構控製律可以節省計算時間。
由此可以知道T-s變結構控製律可以節省計算時間。
表4.1各項性能指(zhǐ)標
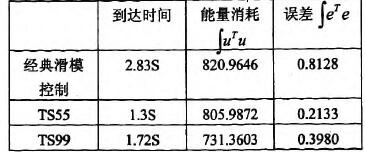
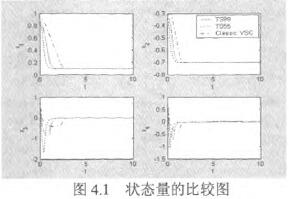
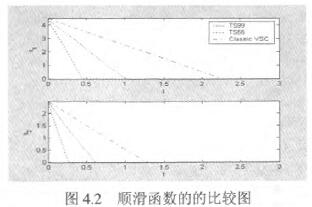
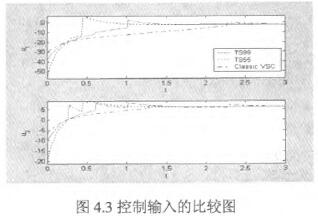
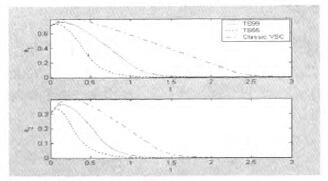
圖4.4誤差的比較圖(tú)
5、小結
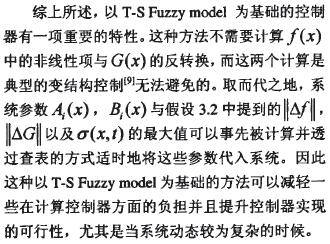
本文結合了T-s模糊模型與變結(jié)構控製理論並且應用在兩軸機(jī)器手臂係統上(shàng)。這種方(fāng)法可以大量(liàng)地減輕即時計算的負擔(dān),具有響應快(kuài)速以及強健的特性。最後,增加模糊法則的數量可以降低控製輸(shū)入的大小,也就是將係(xì)統操作區間劃(huá)分多一點會使得控製輸入變小以至於在實際應(yīng)用上有控製輸(shū)入大小限製時能夠輕易地實現。同時,增(zēng)加模糊(hú)法則地數量並不會造成額外的計算負(fù)擔。由模(mó)擬的結果顯示,這種結合T.S模糊模(mó)型與變結構(gòu)控製的方法同樣可以完(wán)成(chéng)任務(wù),而且在使用的能量、時間、追蹤誤差上比典型變結構控製方(fāng)法來(lái)得少。
投稿(gǎo)箱:
如果您有機床行業、企(qǐ)業相(xiàng)關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相(xiàng)關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸(zhóu)承出口(kǒu)情況
- 2024年(nián)11月(yuè) 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月 新能(néng)源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源汽車產量(liàng)數據(jù)
- 2028年8月 基本(běn)型乘用車(chē)(轎車)產量(liàng)數據
博(bó)文選(xuǎn)萃
| 更(gèng)多
- 機械加(jiā)工過程圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機(jī)床何(hé)去何從?
- 中(zhōng)國的技術工(gōng)人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊(fāng)?
- 機(jī)械行(háng)業(yè)最(zuì)新自殺性營銷,害人(rén)害(hài)己!不倒閉(bì)才
- 製造業大逃亡
- 智能(néng)時(shí)代,少(shǎo)談點(diǎn)智造,多(duō)談點製造
- 現(xiàn)實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文(wén)搞(gǎo)懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋(xuán)銑孔(kǒng)加工工藝的區別