


一、引言(yán)
漿紗機的主要(yào)工藝目的是給紗線上(shàng)漿,係(xì)統主要由牽引和收卷兩部分構(gòu)成。傳統(tǒng)漿紗機的收卷是由主電機帶動氣動機(jī)械無極調速(sù)器,收卷過程中的張力需人工調節,同時氣動機(jī)械無極調速器極易磨損,引起收(shōu)卷(juàn)張力(lì)不穩定,嚴重影(yǐng)響後續織布的產量和質量。隨著(zhe)變頻調速技術(shù)的推廣,變頻控製在傳動及張力控製領域日漸得到了廣泛(fàn)應用。將變(biàn)頻控製引入漿紗機電控係(xì)統(tǒng),可保證係統收卷(juàn)張力的恒定,有效提高係統穩定性,提(tí)升產品(pǐn)產量和質(zhì)量。
本文擬結(jié)合四方V560變頻器(qì),介紹一種針對漿紗機收卷的恒張力控製係統,在保證收卷工藝(yì)的同時可顯著提高設備的可靠性和操作的簡易性。
二、工藝介紹
漿紗機的收卷工藝:
1. 在(zài)整個收卷過程中都必須(xū)保持恒(héng)定的張力,且無需人工調節;
2. 空盤啟動時不能張力過大,防止(zhǐ)紗(shā)線因為張力過大而斷裂,滿盤運行時不能張力過小,防止(zhǐ)紗線因為張力過小而(ér)卷曲;
3. 係統響應(yīng)靈敏,加、減速過程中能夠根(gēn)據牽引部分速度及係統張力的變(biàn)化快速調節,保證張力穩定;
4. 要求將係統所需張力量化且調節方便。即能根據不同紗線上漿的(de)工藝要求來快速設定張(zhāng)力大小。
針對以上的幾點要(yào)求,利用V560變頻器搭載張(zhāng)力擴展卡設計了如下的控製係統。
三、係(xì)統方案
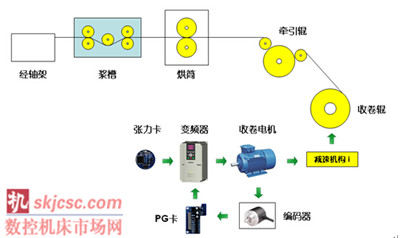
如下圖1所示,收卷的恒張(zhāng)力(lì)控製,即(jí)采用張力卡的開環轉矩控製模式,該模(mó)式下無需張力反饋,係統結(jié)構簡單,能夠獲得平穩的張力。其具體原理是:按照工藝將(jiāng)係統收卷所需的張力及空、滿盤卷徑(jìng)設置到張力卡,張力卡根據運行線速度,計算出當前卷徑,進而得到收卷所需的轉矩並將其給到變頻器,再由變頻器進行轉矩控製。在收卷過程中,係統可自(zì)動實時計算當前的卷徑,以保證收卷張力的恒定。同時係統張力(lì)錐度的(de)設置可使材料較(jiào)好(hǎo)的卷曲成型。
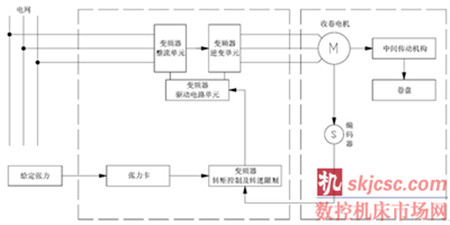
係統(tǒng)原理框(kuàng)圖、接線圖及控製原理說明(míng)
係統原理框圖如下圖2所示:
係統接線圖如下圖3所示:
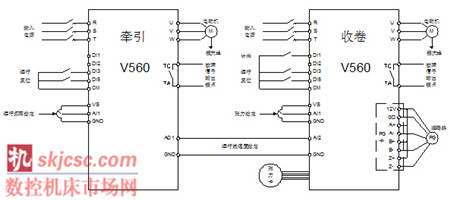
收卷變頻器采用閉環矢(shǐ)量模式,通過模擬電(diàn)位器給定張(zhāng)力(收卷變頻器的模擬輸入端AI1),線速度由牽引變頻器的AO1模擬輸出端接入收卷變頻器的AI2(4~20mA)。係統運行中,根(gēn)據當前的線速度、運行頻率、張力及張力錐度等參數設置自動計(jì)算卷徑並(bìng)實時調節輸出轉矩,保證收卷過程中紗(shā)線張力的恒定。
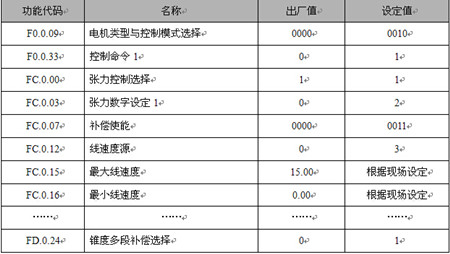
收卷變頻器主要參數設置(zhì)表
四、結束語
本文(wén)介(jiè)紹了(le)一種基於四方V560矢(shǐ)量型變頻器的漿紗(shā)機恒張力收卷控製係統(tǒng),該方案可使收卷過程中紗線張力非常穩定(dìng),並能根據前(qián)級牽引速度及收卷過程中張力的變化自動快速調節,整個係統運行穩定可靠(kào),有效(xiào)提升了產品產量和質量,為企業創造(zào)了良好的經(jīng)濟(jì)效益。目前已成功的應用於多個漿紗(shā)機收(shōu)卷係統中。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量(liàng)數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽(qì)車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據