



UG 在葉輪五軸編程(chéng)中的應用
2022-4-21 來源: 安慶職(zhí)業技術學院 作者:楊 坤
葉輪是一(yī)種典型的(de)需要五軸加工的零(líng)件,其特點是結構複雜、精度要求較高及附加(jiā)值(zhí)較高(見圖 1)。目前,葉輪主要采用五軸聯動機床進行加工,因此,利用(yòng) UG 軟件對葉輪(lún)進行五軸編程便具有非常重要的意義。在加工過程中,對輪轂和葉片的表麵粗糙度有較高要求,而對葉片的底(dǐ)部圓角精度要求不高,通常隻需要該圓角與(yǔ)輪轂過渡光滑(huá)即可。因此(cǐ)在加工圓角的選擇上,通(tōng)常選用(yòng)等半徑球頭刀具(φ 6mm)一刀成(chéng)形,而不需要利用小刀具繞(rào)銑加工。
選用車削成形毛坯,如圖 2 所示。根據該葉輪模型(xíng)的結構與技術要求,做出如下工(gōng)藝安排 : 整個加工工藝共分(fèn)為粗(cū)加工、半精加工和精加工3個階段。所用刀具 : ① φ 16mm的 圓鼻刀( 刀尖半徑1.6mm)和 φ 8mm的圓鼻刀(dāo)( 刀尖半徑2mm),用於零件(jiàn)的開粗。② φ 6mm 的球頭刀(錐度 5°),用於半精加工和精加工(gōng)。

1. 葉輪的粗加工
UG8.0 以上版本軟件提(tí)供了專門(mén)加工葉輪的自動(dòng)化工具——葉輪專(zhuān)業加工(gōng)模塊(kuài),該工具大大簡化了葉輪(lún)的(de)五軸編程。但是(shì),利用該(gāi)工具(jù)進(jìn)行葉輪的(de)粗加工需具備兩個條件 : ①所用刀具隻(zhī)能是球頭刀。②機床隻能(néng)為聯動加工。按(àn)照這種要求,葉輪的粗加工效率會大大降低。因此(cǐ),本文采用的方案是使用圓鼻刀(dāo)(φ 8mm)進行 3+2軸的定軸加工,這種方案在實際生產中取得了良好的效果。
由於葉片通常是均布在輪轂上的,為了減輕UG 的計算(suàn)負荷,通常采取的方法是隻生成相鄰葉片之(zhī)間的刀軌,然後利用 “變換” 功能複製出整個葉輪的加工刀(dāo)軌。這樣就將整(zhěng)個毛坯進行(háng)
分割,隻取其中的一部分作為葉輪(lún)粗加工的毛坯(pī)(見圖 3)。
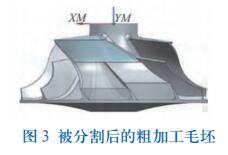
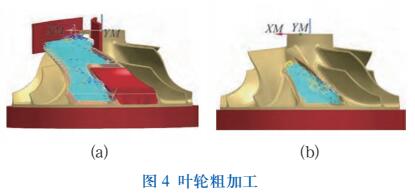
由於分流葉片的存(cún)在(zài),使用定(dìng)軸方式進行粗加工是無法一次完成(chéng)的。這就需要將圖(tú) 3 中(zhōng)的毛坯分為兩個部(bù)分單獨(dú)完成粗加工。首先,將圖(tú) 3中的上(shàng)半部毛坯和左下半部毛(máo)坯先(xiān)進行加(jiā)工(見圖 4a),使用型(xíng)腔銑(xǐ)定軸加工,刀具為 φ 8mm、刀尖半徑為 2mm 的(de)圓鼻刀,留半精加工餘量0.5mm。在該(gāi)工序中有(yǒu)兩處關鍵點 : ①為了修整刀路,必須合理設置檢查體。②刀軸方向建議(yì)設置為 “視圖方向”,必須確(què)保不會(huì)發生過切現象。其次,再加(jiā)工右下(xià)半部分的毛坯(見圖 4b),建議不使用檢查體,改為修剪邊界,以簡化編程。
2. 葉輪(lún)的半精加工和精加工
完成葉輪的(de)粗加工之後,利用 UG 自帶的葉輪專業加工模塊來進行葉輪(lún)的半精加工和精加工的編程(見圖 5)。該模塊提供了輪轂、葉片和圓角的精加工方(fāng)案,使葉輪的編程大為簡(jiǎn)化。在進行工序設定(dìng)之前,需要正確地指定好葉輪的(de)相(xiàng)關(guān)部件(jiàn),包括輪轂(gū)、包覆、葉片、葉(yè)根圓角和分流葉片等。

(1)葉輪的半精加工(gōng)。葉輪(lún)屬於複雜(zá)曲麵(miàn)零件,因此在半精加工中如(rú)何保留均勻的精加工餘量就成為了能(néng)否加工出合格葉輪的關鍵。本文采用的方案是將(jiāng)葉輪表麵(miàn)所在的曲麵(miàn)進行 0.5mm的偏(piān)置(此為精加工(gōng)餘(yú)量),形成一組新的曲(qǔ)麵。再以(yǐ)這組新曲麵為(wéi)基礎生成刀軌,即可達到(dào)精加工餘量均勻的要求(見圖 6)。
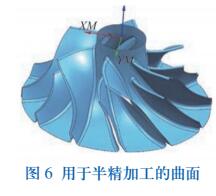
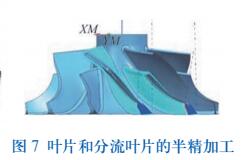
(2)葉片(piàn)和分流葉片的半精加工(gōng)。利用葉輪專業加工模塊(kuài)中(zhōng)的 “葉片精加工” 工序進行葉片和分(fèn)流葉片的半精加工編程(見圖 7)。其要點如下 : ①曲麵必須選擇如圖 6 所示的新偏置曲麵,而不能用(yòng)葉輪本身的曲麵進行編程。②根據葉輪的材料特性,通常情況下,半精加工必(bì)須使用(yòng)順銑,以(yǐ)達到(dào)零件表麵粗(cū)糙度的要求。③切削層參數設置中,深度模式必須選擇 “從包覆插補至輪轂”,否則無法達到零(líng)件表麵要求。④刀軸的設定,需要根據葉片曲(qǔ)麵的扭曲程度,在自動、插補矢量和側刃切削葉片 3 種(zhǒng)類型中選擇最為(wéi)合適的刀軸方向,其中插補矢量是最為靈活的方式,幾乎可以用於加工所有類(lèi)型的葉片曲麵(miàn)。
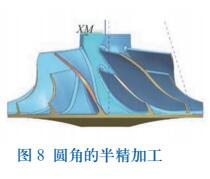
(3)葉根(gēn)圓角(jiǎo)的半精加工。利用(yòng)該(gāi)模(mó)塊中的“圓角精加工” 工序進行葉片和分流葉片圓角的半精加工。其關鍵點(diǎn)在於(yú)要以新偏置曲麵為基礎。葉輪零件的技術要求是圓角一刀成形,但圓角與輪轂必須光滑過渡,因此(cǐ)加工圓角的刀軌必須延伸到輪轂麵上,與(yǔ)隨後加工的輪轂刀軌有一定程度的重疊(見圖 8)。
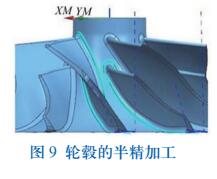
(4)輪轂的半精加工。加工過程與葉片和圓角的半精加工(gōng)類(lèi)似,采用 “輪轂精加工” 工序來(lái)進行葉輪輪轂麵的半精加工(見圖 9),選擇(zé)的曲麵是(shì)新偏置出的曲麵。需要注意以下幾點 : ①必須合(hé)理(lǐ)確定刀具的光(guāng)順百分比,此參數(shù)直接影(yǐng)響到分流葉片頂部是否會出(chū)現殘留餘量。該參數越大,殘留餘量越多。但是如果設置過小,刀軸(zhóu)變化比較突(tū)兀,會影響零件表麵質量。考察本文用模型,將光順(shùn)百分比設置為 25% 較為合理。②為了輪轂的(de)加工刀軌能夠達到葉(yè)輪的最(zuì)頂部,以及修整刀路的需要,必須合理設置前緣、後緣的相關參數,包括距離、切向延伸(shēn)和(hé)徑向延伸參數。③為了保證輪轂表麵質量,不能有明顯刀痕,必須采用往(wǎng)複切削模式(shì),還要注意與(yǔ)上述圓角刀軌(guǐ)的重疊(dié)距離。在輪轂半精加工的參數設置中(zhōng),還(hái)要重點考慮刀軸方向的設定,優先選用 “插補矢量” 方式,既避(bì)免了過切,又能夠改善刀(dāo)軸的變化幅(fú)度。
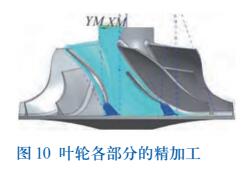
(5)葉輪的精加(jiā)工。在完成了葉輪各部分的半精加工之後,其精加工編程就變得很簡單,將半精加工(gōng)的各道工序中的曲麵改成葉輪本身的曲麵即可(見圖 10)。需要注意(yì)的(de)是,精加工的切削參數與半精加工不同,每刀切削深度、步距需要根據零(líng)件的工藝(yì)要(yào)求重新設定。
完成葉輪中相鄰兩(liǎng)個葉片之間的所(suǒ)有(yǒu)加工工序後,利用刀軌的 “變換(huàn)” 功能,將整個葉輪的所用(yòng)刀路複製出來,最終完(wán)成整個葉輪的編程。
投稿箱:
如果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件(jiàn)發(fā)表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件(jiàn)發(fā)表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年(nián)11月 新能源汽車產量(liàng)數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據(jù)
- 2024年(nián)10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了(le)?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自(zì)殺(shā)性營(yíng)銷,害人害己!不倒閉(bì)才(cái)
- 製造業大逃(táo)亡
- 智能(néng)時代,少談點(diǎn)智造(zào),多談點製造
- 現實麵前,國人(rén)沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車(chē)床(chuáng)鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳統鑽(zuàn)削(xuē)與螺旋銑孔加工工藝的區(qū)別