



立式加工(gōng)中心 VMC650 立柱(zhù)結構動態設計
2020-1-8 來源: 中國汽車技術研究中心有限公司(sī) 作者:張瑞亮 楊佳璘 張長(zhǎng)江
摘 要: 立(lì)柱是機床機構的重要組成部分(fèn),對機床整(zhěng)機的動態特性具有重要影響。 以提高立柱結構的低階固有頻率為優化目(mù)標,應用 CAD/CAE 相(xiàng)結合(hé)的技術,完成了立柱的建模及動態特性分析,基於機械結構動態(tài)設計理論,采用有限元法和變量化設計方法,對立柱結構進行了變量化靜動態分析(xī),研(yán)究了內部肌板尺寸對其靜動態性能的(de)影響,並對立柱結構(gòu)進(jìn)行(háng)了優化。
結果表明:立柱(zhù)的前 2 階固有頻率比優化前分別增加了 18.1%、16.7%,立柱的動態性能得到了(le)顯著提高,而且質量降低了 3.6%。
關鍵詞: 立柱; 有(yǒu)限元法; 動態特性; 動態(tài)設計
0 、引言
在加工中心各個組成部件中,立柱是其中最關鍵的(de)支撐部件之一(yī)。 加工中心在加工零件過程中,立柱易發生變形及產生相應的(de)振(zhèn)動,過(guò)大(dà)的變形量以(yǐ)及強烈的振動都會影響加工中心的加工精度、加工效率以及使用壽命(mìng)等。因此,加工中心(xīn)的(de)加(jiā)工性能在很大程度上取(qǔ)決於立(lì)柱的靜動態特性。 但是目前真(zhēn)正將參數化設計技術、有限元法與動態設計技(jì)術相結合,對機床結構進行動態設計的研(yán)究還很少。本文應用 Pro/E 軟件的參數化設計技術,對立(lì)式加工(gōng)中心(xīn) VMC650 立柱進行了參數化建模。
以提(tí)高低(dī)階固有頻率為優化目(mù)標,采用(yòng) ANSYS Workbench與 Pro/E 的協同仿真(zhēn)及優化方式,對立柱結構進行靜動態特性分析及優化,提高(gāo)了立柱結構的動態特性(xìng),為今後機床(chuáng)立柱結構板肋設計提供必(bì)要的理論依據。
1 、VMC650 立柱動態特性分析
(1)有限(xiàn)元建模在 Pro/E 軟件中對立柱進行參數化建模,其結構參數化設(shè)計尺寸參數表如圖 1 所(suǒ)示。

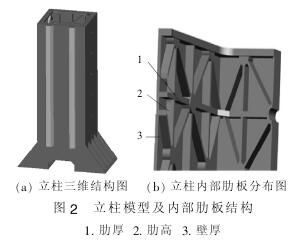
參數化設計(jì)得(dé)到的立柱模型及內部肋(lèi)板結構,如圖 2 所示。忽略倒角(jiǎo)、倒(dǎo)圓、小孔等小(xiǎo)特征,將簡化後的立柱模型進行有限元建模。VMC650 的立柱為鑄件,材料是 HT300,彈性模量(liàng) E=130 GPa,泊鬆比 μ=0.25,密度 ρ=7 300kg/m3。 權衡計算精度和計算時間(jiān)的情(qíng)況下 ,對立(lì)柱模型采取自動網格劃分形式。
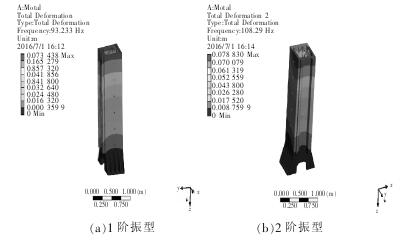
(2)立柱模(mó)態分析將立柱模型導進 ANSYS Workbench 軟件(jiàn)中(zhōng),在立柱與床身螺栓聯接處(chù)施加 3 個(gè)方向的全約束,完成對立柱模型的模態分析,最終得到立(lì)柱各階(jiē)模態頻率及各階(jiē)模態振型圖,如圖 3 所示。
可以看出,立柱低階固有頻率較低,尤其是(shì) 1、2 階固(gù)有頻率較低(dī)隻有 93.23 Hz 和 108.29 Hz。 從前 4 階振型圖中,不難發現立柱上方振型明顯,這是由於 VMC650 立式數控加工中心立柱通過(guò)底部固定的方式與床身(shēn)相聯接,而且立柱高;第 1、2 階分別為在左右、前後方向的擺動,第 3 階為立柱沿中心軸(zhóu)方向的扭曲變形,以上現象都將直接影響加工中心的加工性能;第 4 階振型對加工性能影(yǐng)響不(bú)大,應首先考慮提高立柱低階(jiē)固有頻率。
因(yīn)此,必須對立柱結構進行改(gǎi)進,提高其低階固有頻率,以提升(shēng)結構的動態性能。

2 、立柱結構變量化動(dòng)態設計
(1)機械結構動態設計理論及變量化設(shè)計方(fāng)法
機械結構動態優化設計技術的目的是追求一種既準確又低(dī)成本的結構, 在其性能符合之前規定的條件下,以結構的動力(lì)響應作為判斷(duàn)標準,使所設計產品(pǐn)結構的各種性能在產品設計階段就能(néng)夠被預測和(hé)改進的設(shè)計技術。變量化設計(jì)技(jì)術是指通過(guò)對尺寸參數、形狀參數等各個設計參數進行變量化分析,找出對性能指標影(yǐng)響最主要的幾(jǐ)個因素及最佳組(zǔ)合方式。
本文對立(lì)柱(zhù)進行變量化動態分析,研究其結構最重要的前 2 階固有頻率對(duì)壁厚、 肋板高度及(jí)肋板厚度等(děng)設計參數的靈敏度。 將最大變形值和第 1 階固有頻率分別作為靜態評(píng)價指標和動態評價指標。
(2)立柱結構變量化動、靜態分析(xī)對立柱進行變量化動態分析(xī),固有頻(pín)率(lǜ)隨立柱壁厚(hòu)、肋板厚度及肋(lèi)板高度變化的曲線如圖 4 所示。
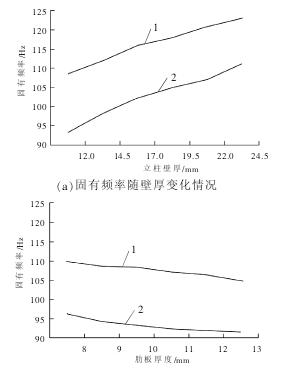
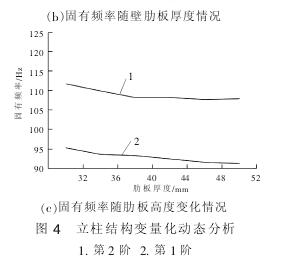
通過對立柱(zhù)的變量化動態分析可知:立柱的固有(yǒu)頻率隨壁厚的增加而增大,1 階固有頻率最大變化為 17.76 Hz(變化率為 19%);隨肋板厚(hòu)度、肋板高度的 增(zēng) 加 而 減 小 ,2 階 固 有 頻 率 最 大 變 化 分(fèn) 別(bié) 為4.84 Hz(變化率為 5%)和(hé) 4.15Hz(變化率為 4.4%)。
由此可見,立柱壁厚對其動態特(tè)性影響較大,肋板厚度和高度對其動態特性影響很小。 肋板厚度與肋板高度的增加不但沒有提高立柱的固(gù)有頻(pín)率(lǜ),反而使其固有頻率降低,這是因為立柱內(nèi)部(bù)肋板(bǎn)沒有完全貫穿(chuān)於整(zhěng)個立柱結構。
因(yīn)此在對立柱內部肋板結構進行設計時,應盡量使肋板結構貫穿於整個立柱結構。對立柱進行變量(liàng)化靜態分析,研究立(lì)柱(zhù)內肋板(bǎn)厚度和高度的數值變化對立柱(zhù)最大變形的影響。 立柱最大變形(xíng)隨肋板厚度和(hé)肋(lèi)板高度變(biàn)化的曲線,如圖 5 所示。
通過對立柱的變量化靜態分析可(kě)知:立(lì)柱的最大變形與肋板厚度和肋板高度之間存在(zài)著近似線性關係,即隨肋板厚度和肋板(bǎn)高度的增加而減小,且在一定範圍內對立柱的靜剛度影響很小。

綜上(shàng)所述,立柱固有頻率與其壁厚尺寸大小相關,適當(dāng)增加壁厚尺寸可以有效地提高(gāo)立柱的固(gù)有頻率;在一定範圍內,適當減(jiǎn)小肋板的厚度和高度,可以提高立柱(zhù)的固(gù)有頻率,並且對其靜(jìng)剛度影響(xiǎng)很小。
(3)立柱結構的優(yōu)化與分析根據機械鑄造工藝要求,為使(shǐ)鑄(zhù)件均勻冷卻,內部肋板厚度應(yīng)略小(xiǎo)於(yú)外壁厚,其合適的厚度比(bǐ)例關係(xì)近似取 5/6。 原立柱壁厚、肋板厚度分別為 12 mm與 10 mm,其比值接近工藝要求,所以壁厚可修改的空間很小。
同時,較大程度地增加立柱(zhù)壁厚,雖然固有頻率提高了,但是質量也顯著增加,這不符合輕量化的改進目標。
因此(cǐ)在保證立柱靜剛(gāng)度基本不變的前提下,參考鑄造工藝要求推(tuī)薦的外壁厚、肋板厚度、肋板高度的比例(lì)關係,使壁厚增加(jiā)到 14 mm,肋板(bǎn)厚度減小到 9 mm,肋板高度減小(xiǎo)到 24 mm。 對新(xīn)設計立柱結構分別進行(háng)靜力(lì)學分析和模態分析,結果表明新設計立柱結構的最大變形基本不變,低階固有頻率得到了明顯提高(gāo),而(ér)且立柱質量有所減小。表1 為立柱優化前後(hòu)性能對比。
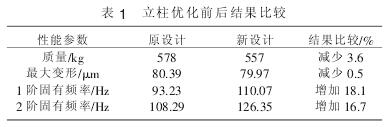
從表 1 可以看出(chū),優化(huà)後立柱的前 2 階(jiē)固(gù)有頻率分別增加了 18.1%、16.7%,立柱(zhù)的動態(tài)性能得到(dào)了顯(xiǎn)著的提高,最大變形基本沒有變化,立柱(zhù)的質量降低了 3.6%,這有利於降低立柱的生產製造成本。 通過以上對立柱(zhù)的變量化動、靜態分(fèn)析,為(wéi)立柱(zhù)結構壁厚、肋板厚度及肋板高度等設計尺寸的改進提供了依據及改進(jìn)方向。
通過(guò)上述(shù)方法,提高(gāo)了立柱的低(dī)階固有頻率,減小了立柱的(de)質量,但是立柱的靜剛(gāng)度沒有得到明顯提升。
因此,為了提高立柱結構的靜剛度,需要考慮(lǜ)對立柱的結構進行改進。
3 、結語
(1)本文以立式加工中心 VMC650 的立柱為研究(jiū)對象,利用 Pro/E 軟件的參數化設計技術,完成了對立柱結構的實體建模。
利用 ANSYS Workbench 軟件對立柱(zhù)進行了動態特性(xìng)分(fèn)析,研究了立柱的動態(tài)特性,找出(chū)其結構存在的(de)問(wèn)題,為後續動態設計工作的(de)展(zhǎn)開提供了設計依據;
(2)確立了立柱的性能評(píng)價指標為質量、最大變形及 1階固有頻率。
在此基礎上,對立柱(zhù)結構進行了(le)變量化靜動態分析,研究(jiū)了內部肋板尺寸對其靜動態性能的影(yǐng)響,為以後合理(lǐ)選擇立柱內部肋板的結構尺寸,增強結構的(de)靜動態性能具有重要的指導作(zuò)用。
對立柱進行了動態設計,提高了立柱的靜動態性能,對於提升加工中心整機性能,保證加(jiā)工精度具有(yǒu)重要(yào)意(yì)義。
投稿箱:
如果(guǒ)您(nín)有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果(guǒ)您(nín)有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多
調查")
行業數(shù)據
| 更多
博文選(xuǎn)萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走(zǒu)絲(sī)線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何(hé)還是(shì)小(xiǎo)作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業(yè)大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵(miàn)前,國(guó)人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區(qū)別