



立式加工中心主軸箱加工工藝
2019-10-14 來源(yuán):漢川數控機床股份公司 作者:念勇
摘要:通過對立式加工中心主軸箱的結構、材料和加工難點進行分析,總結(jié)出合理的工藝方案,在此基礎上結合公司現有的設備及工藝習慣,利用專用鏜模很好地解決(jué)了主軸孔和導軌麵的(de)位置度問題,滿足批量加工要求。
主軸箱是立式加工中心機床的關鍵零件,采用對稱設計(jì),根據動力學分析,進行合理(lǐ)的布筋(jīn),從而保證其(qí)具有良好(hǎo)的抗扭曲和抗彎曲能力,同時具有良好的精度穩定性。主(zhǔ)軸箱(xiāng)在機床結構(gòu)上起著定(dìng)位支承及延長主軸(Z軸(zhóu)伸出)的作用(yòng),因此對其製造精度要求很(hěn)高。
1. 主軸箱結構(gòu)
以我公司(sī)生(shēng)產的某立式加工中心主軸箱為例,其截麵形狀如圖(tú)1所示(shì),內腔主軸(zhóu)深孔如圖2所示,通過對主軸箱結構及加工需求分析(xī),確(què)定加工(gōng)過程中需要特別注意的重點、難點,製定出合理的加工工藝(yì)方案,以保證主軸箱的加工質量,提高生產效(xiào)率。
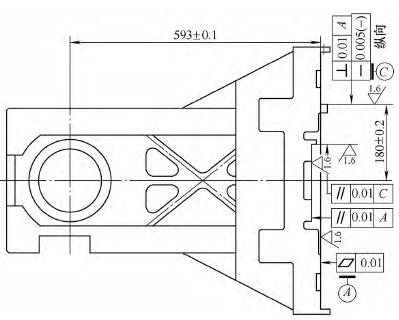
圖1 主軸箱截麵形狀
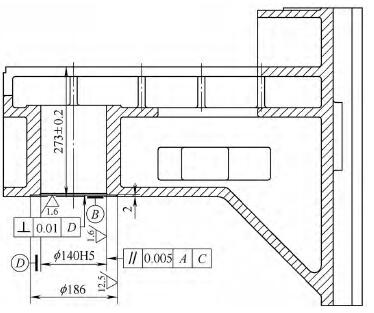
圖2 內腔主軸深孔
2. 加工需求分析(xī)
主軸箱毛坯材料為HT300,鑄件采用樹脂砂造型,與立柱之間的移動采用滾柱(zhù)直線導軌配合(hé),其主要要求如下:
(1)鑄件不得有砂眼、氣孔、縮鬆和裂紋等鑄造缺陷,鑄件需時效處理,硬度不低於(yú)190HBW。
(2) 兩 導 軌 立 麵 直 線 度0.005mm,兩(liǎng)導軌麵直線度0.01mm,導軌大麵平麵度0.01mm。
(3)絲杠座大(dà)麵與兩導軌麵平行度0.01mm,立麵與導(dǎo)軌立麵平行度0.01mm。
(4)主軸孔φ140H5與導軌大麵、立麵平行度0.005mm。
(5)各重要麵表麵粗糙(cāo)度值均為Ra=1.6μm。
3. 工藝方案難點分析
通過對主(zhǔ)軸箱零件(jiàn)的結構和加工需求(qiú)分析可以(yǐ)得出加工重點及難點如下(xià):
(1)導軌麵是絲杠座、主軸孔的基準,如何保證兩條導軌麵較高的形位(wèi)公差要求是加工中的難(nán)點。
(2)φ140H5主軸孔是主軸箱的重點部位,如何保證尺(chǐ)寸公差和位置精度,也是加工中的難點,在工藝(yì)方案中需要重點(diǎn)考慮。
(3)由(yóu)於主軸箱的精度直接影響機床的精度,因此保證主軸箱的精度穩定性也是工藝方案考慮的重點。
4. 確定工藝方(fāng)案
確定工(gōng)藝方案的原則為(wéi):①合理布置時(shí)效工序,消(xiāo)除主軸箱(xiāng)的各種應(yīng)力,保證主軸箱的精(jīng)度(dù)穩定性。②正確安排粗、精加工工(gōng)序,盡可能(néng)使粗加(jiā)工造成的加工誤差通過半精加工和精加工(gōng)得到糾正。③充分利用臥式加工中心機床的加工性(xìng)能,盡量減少零件的工序周轉,提高效率。④合理安排精(jīng)加工工序,保證零件加工後尺寸及形位(wèi)公差的穩(wěn)定性。根據以上原則,結合我(wǒ)公司(sī)設備及工藝習慣,確定主軸箱加工工藝流程如圖3所示。
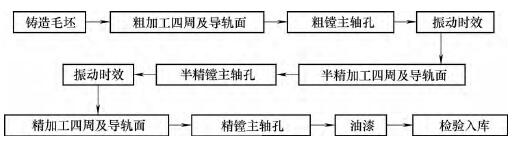
圖3 工藝流程
5. 工藝方案(àn)分析(xī)
(1)在主軸箱加工過程中(zhōng),安排兩(liǎng)次振動時效,充分消(xiāo)除鑄件在鑄(zhù)造時產生的應力和加工(gōng)過程中產生的殘(cán)餘應力,防止鑄件變形和(hé)產生裂紋,保證主軸箱加工後尺寸及形位公差的穩定性(xìng)。
(2)粗加工時,由於振動時效產生的變形不大,考慮(lǜ)到主軸箱的加工屬於批量(liàng)加工,因(yīn)此在龍門銑床或者龍門刨床上一次(cì)安(ān)裝多個零件進行粗加工,粗加工四周及導軌麵留量3mm
,在臥式(shì)鏜床上(shàng)粗(cū)鏜(táng)主軸孔單邊留(liú)量3mm。
(3)半精加工進一步去處餘量,在數控臥式銑鏜床(chuáng)上加工(gōng)四(sì)周、導軌(guǐ)麵及絲杠座安裝麵留量0.5mm,主軸孔單(dān)邊留量0.5mm,其餘不(bú)重要麵(miàn)加工至設計要求,充分消(xiāo)除加工(gōng)過程中產生的殘餘(yú)應力。
(4)精加工在日本馬紮克(kè)臥(wò)式加工中心完成,先加工導軌麵及絲杠(gàng)座安裝麵,要求各麵平行度、垂直度≤0.01mm,並加工出導(dǎo)軌麵安裝孔,然後以導軌立麵C麵為(wéi)基準(zhǔn)(見圖1),一次裝夾,精鏜成主軸孔,通過工作(zuò)台的旋轉(zhuǎn)加工(gōng)完成其(qí)餘未加工麵。為了保證主軸孔(kǒng)和(hé)導軌麵(miàn)的平行度和垂直(zhí)度要求,需設(shè)計一套專用鏜模。通過(guò)以上(shàng)分析明確了主軸箱(xiāng)工藝方(fāng)案的可行性及加工工藝流程的正確性,按照以上(shàng)工藝流程加工,能(néng)夠滿足立式(shì)加工中心對主軸箱的各項精度要求。
6. 主軸(zhóu)孔鏜孔專用鏜模
主軸箱(xiāng)主(zhǔ)軸孔如圖2所示,其 中 主 軸 直 徑φ 1 4 0 H 5 , 孔 深(shēn)200m m,精鏜時可采用主軸加單(dān)刃(rèn)精鏜刀加工,鏜孔時使用專用鏜模,如圖4所示。該專用(yòng)鏜模以主軸箱導軌大(dà)麵(圖1中的A麵)為基準,用導軌立麵(圖1中的C麵)及(jí)上端定位(圖4中的D麵),用螺釘將主軸箱壓緊在(zài)鏜模上。
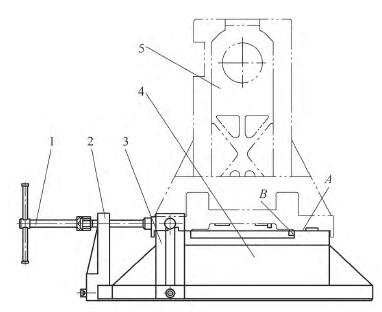
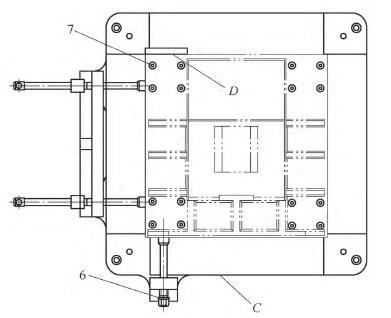
圖4 專用鏜模
1、6.擠緊組件 2、3.定位板(bǎn) 4.鏜模本體 5.主軸箱(xiāng) 7.螺釘
圖4中A麵平麵(miàn)度≤0.01mm,主 軸 孔 軸(zhóu) 線 與 A 、B 麵 平 行(háng) 度(dù)≤ 0.005 m m ,A 、 B 麵 垂 直 度(dù)≤0.01mm。加工時(shí),將專用(yòng)鏜模安裝在馬紮克(kè)臥式加工中心FH-10800的工作台上,找正C麵≤0.005mm後(hòu)用螺釘壓緊。利(lì)用擠緊組件1將主軸箱C麵緊靠在專用鏜(táng)模的B基(jī)準上,用擠緊(jǐn)組件6將主軸箱壓緊在專用鏜模的D麵上定位,用(yòng)螺釘7壓緊。用表找正φ140H5孔中心(xīn),裝單刃精鏜刀精鏜成φ140H5孔。
卸下精鏜刀,工作台旋轉180°,用表找正φ 140H5孔(kǒng)中心,裝入麵銑刀,精銑成(chéng)主軸孔上端的平麵。對於主軸箱的批量(liàng)加工,專用鏜模很好地解決了主軸孔和導軌麵的位置度問題,避免多次裝夾和找正產生的(de)誤差問題,使主(zhǔ)軸箱裝夾變得容易,保(bǎo)證加工精度。
7. 結語
主軸箱的加工在立式加工(gōng)中心機床的製造中占有很重要的地位,主軸箱的質量直接(jiē)關係到(dào)機床的製造精度(dù)和(hé)使用壽命。通過對機(jī)床主軸箱工藝方案的研究,製定了合理的加工工藝流(liú)程及具體的(de)加工工藝,經過加工驗證,可以滿足機床設計的總(zǒng)體要求,為立式(shì)加工中(zhōng)心機床的批量生產創造了有利條件(jiàn),也為其他使用主軸箱的機床製造提供了參考依據。
投稿箱:
如果您有機床行(háng)業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽(qì)車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數(shù)據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多