



臥式五軸加工中心(xīn)鈦合金(jīn)件加工工藝的設計
2019-9-12 來源: 上海新力(lì)機器廠 作者:李超 路朝留 唐鴻雁 萬齊訪 馮樊籬 等
摘要:臥式五軸加工中心在(zài)鈦合金等難加(jiā)工材料的高效加工具(jù)有明顯優勢,而臥式五軸(zhóu)加工(gōng)中心鈦合金件的工藝設計決定了加工效率和(hé)精度。文章針對鈦合(hé)金的航空結構件設計了臥(wò)式五(wǔ)軸加工中心(xīn)的工藝,計算了該加(jiā)工工藝的時間節(jiē)拍,分析了該工藝的可行性,為後續鈦(tài)合金等難加工零件的生產提供參考。
關鍵詞:加工(gōng)中心;鈦合金;工藝設計;航空結構件
1、前言
鈦合金材(cái)料具有耐熱性很高,耐腐蝕性很好及強度(dù)極高的優點,在航空領域得到廣泛應用,但鈦合金材(cái)料的加工難度是製約其在複雜零部件上的應用的關鍵因素。圖1為臥(wò)式五軸加工中心示意圖,臥式五軸加工中心(xīn)可(kě)較好地加工複雜的鈦合金零件,而加(jiā)工中心的加工工藝決定了複雜鈦合金零件的精度和質(zhì)量。本文針對鈦合(hé)金的航空結構件(jiàn)設計了臥式五軸加工中心的(de)工藝,檢查了在該工藝下加工的鈦合金零件的質量(liàng),確保了該工藝的可行性,為後續鈦合金等難加工(gōng)零件的生(shēng)產提供參考。
圖1 臥式五軸加工中心示意圖
2、零件及工藝要求
2.1 零件介紹
零件的加工精度(dù)不僅取決於機床設備本(běn)身(shēn)的性能,更取決於加工工藝安排(pái)是否(fǒu)合理規範。因未取得客(kè)戶實際零件圖紙、尺寸、模(mó)型、材料(liào)及加工(gōng)要求等信息,以下(xià)加工方(fāng)案及節拍估算。樣例零件為鈦合金連接頭,其毛坯件及成品圖如圖2所示。零件材料:鈦合金。毛坯外形尺寸:500mm×350mm×120mm (最小加(jiā)工餘(yú)量:5mm)。
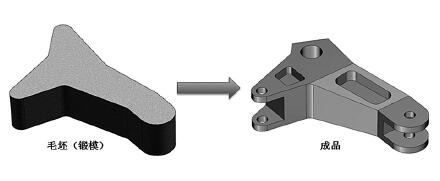
圖2 鈦合金(jīn)零件示意圖
2.2 工藝流程要求
圖3為一套成熟可靠的加工工藝方(fāng)案(àn)製定流程,確保在滿足精度要求的前提下,提(tí)供(gòng)優質可靠的工藝路線,為最(zuì)終零件的加工精度提供強有(yǒu)力的保障。

圖3 加工工藝流程(chéng)
借助已有的高(gāo)精度高可靠性(xìng)機床設備及優質高效工藝方案的獨特(tè)雙重優勢(shì),可為(wéi)用戶帶來超高性價比的成套係統解決方案。臥式五軸加工中心(xīn)配備車銑(xǐ)複(fù)合轉台的情況下,與傳統(tǒng)的加工工藝方案相(xiàng)比,生產效率(lǜ)可提升300%,無論在效率方麵還是在加工精度方麵,該加工方案都將有不可替代的優勢。兩者對(duì)比(bǐ)示例圖如圖4所示。
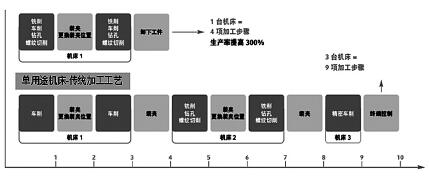
圖(tú)4 工藝和效率對比圖(tú)
3、加工工藝(yì)設(shè)計
3.1 工(gōng)藝方案
3.1.1 工(gōng)序安排及裝夾形式
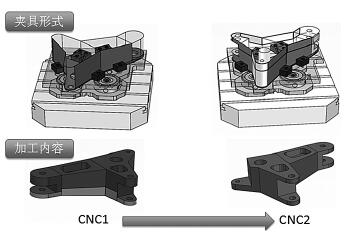
圖5為鈦(tài)合(hé)金零件的工序安排及裝夾形式。
3.1.2 CNC1上線工序
采用靠山(底麵及(jí)粉色麵,側邊設三個支撐點)方式粗定位,螺栓驅動楔型塊壓緊(綠色麵,兩(liǎng) 點 驅 動 夾(jiá) 緊 ) 的 方 式 裝 夾 ( 預 計 此 裝 夾 用 時5min),如(rú)圖6所示。
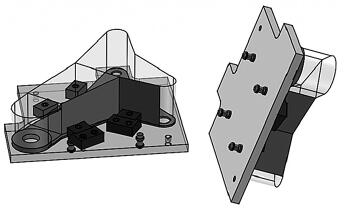
圖6 CNC1上線前的裝(zhuāng)夾形式圖
將已裝夾好零件的托盤運至上下料工(gōng)作站(預計吊運用時2min),托盤下端設有零點快換機構,在很短的時間(預計3min)內即(jí)可實現托盤及零件的定位和緊固。托盤在上下料工作站完成裝夾後,由機器人、存儲架及工作台交(jiāo)換機構自動完成物料的運(yùn)送和暫存工作。該工序加工(gōng)完成後,由機器人運至上下(xià)料工作站,通過零點快換機構,將零件隨(suí)托盤一同離線(預計用時3min),再在線下將零件從托盤上卸下(預計用時(shí)5min),以便為後續工作(zuò)做準備。CNC1上(shàng)線裝(zhuāng)夾和完成的加工特征如(rú)圖7 所示。

圖(tú)7 CNC1加工後示(shì)意圖
3.1.3 CNC2上線工序
零件經CNC1工序加工並在線下拆(chāi)卸後,同樣在線下為CNC2工序進(jìn)行二次裝夾準備(預計用時5min)。亦擬采用CNC1工(gōng)序類似的裝夾方式(shì),如圖8所示。
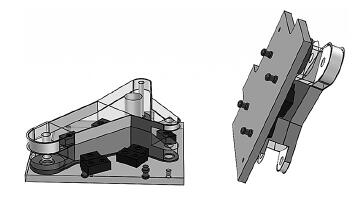
圖8 CNC2上線前的裝夾形式圖
CNC2工序上線(xiàn)裝夾方式與前(qián)麵相同,即(jí)通過零(líng)點快換機構來實現裝夾(預計(jì)用時5min)。托盤在上下料工作(zuò)站完成裝夾後,由機器人、存儲(chǔ)架及工作台交換(huàn)機構自(zì)動完成物料的運送和暫存工作。
同樣地,為應對可能出現的應力變形情況,在CNC2工序所有粗加工完成後,可視實(shí)際需要增加(jiā)去除應(yīng)力工序。待去應力後再進行最後的精加工(gōng)。
精加工完成後,由機器人運至上下料工作站,通過(guò)零點快換機構(gòu),將零件隨托(tuō)盤一同離線(預計用時3min),再在線下將零件從托盤上卸下(預計用時5min)後待(dài)入成品庫(kù)。CNC2工序加工完成的零件即為成(chéng)品,如圖9所(suǒ)示。
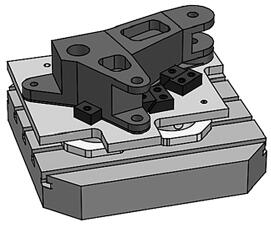
圖9 CNC2加工(gōng)後成品
3.2 加工節拍估算
由(yóu)於鈦合金零件硬度高、韌(rèn)性強,切削時(shí)發熱量大,考慮刀具(jù)的承受極限(xiàn),其切削速度及進給量低於同規(guī)格(gé)的鋼件或鋁合金件,故(gù)其切削(xuē)效率亦低於鋼件或鋁合金件。
作以下加工節拍估算。現設(shè)定:單邊最(zuì)小加工餘量5mm;上下表麵、側(cè)麵及凹槽麵表(biǎo)麵粗(cū)糙度Ra6.3;內孔粗糙度Ra3.2;尺寸精度IT7等級。
3.2.1 CNC1裝夾加(jiā)工節拍
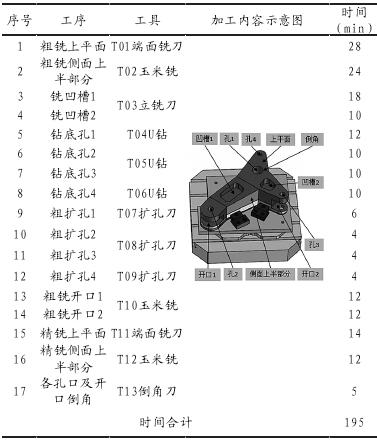
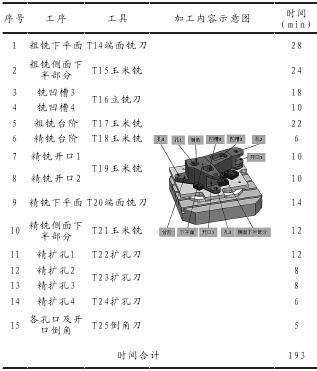
用模擬加工軟件分(fèn)析計算,出於簡(jiǎn)潔篇(piān)幅考慮,已(yǐ)略去各工序具體設定參數及計算過程,表中僅(jǐn)列出最(zuì)終計算時間,各工序時間含刀具更換時間,且其值為取整後的近似值。CNC1裝夾後各工序時(shí)間節拍如表(biǎo)1所示。
表1 CNC1裝夾(jiá)加工節拍表
3.2.2 CNC2裝夾加工節拍
同樣用模擬加工軟件(jiàn)分析計算(suàn),CNC2裝夾後各工序(xù)時間節拍如表2所示。
表2 CNC2裝(zhuāng)夾(jiá)加工節拍表
4、結(jié)語
鈦合(hé)金材料是一(yī)種性能優良的(de)航空航天用材料。低成本鈦(tài)合金航空件的設計與加工工藝將從核心(xīn)上解(jiě)決鈦合金材料(liào)在航空航天領域的大規模(mó)使用問(wèn)題。本文設計了臥式(shì)五軸加工心的(de)工(gōng)藝,計算了該加工工藝的時間節拍,分析了該工藝的可行性,為後續航空航天用鈦合金等(děng)難加工零件的低(dī)成本、規模化生產提供(gòng)參考。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數(shù)據
- 2024年(nián)11月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽(qì)車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選(xuǎn)萃
| 更多
- 機械加工過程(chéng)圖示
- 判(pàn)斷(duàn)一台加工中心精(jīng)度(dù)的幾種辦法
- 中走(zǒu)絲線切割機(jī)床的發展(zhǎn)趨勢
- 國產數控係統(tǒng)和數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談(tán)點(diǎn)智造,多(duō)談點製造(zào)
- 現實麵(miàn)前,國(guó)人沉默(mò)。製造業的(de)騰(téng)飛(fēi),要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的區別