



葉片加工中心(xīn)B櫜(gāo)軸結構設計(jì)與試(shì)驗研究
2019-7-26 來源:唐山工業職業 河北機車技師 理工大學 作者:賀靜 盛豔 王誌軍
摘要:刀具擺動軸 B 軸作為五軸(zhóu)葉片加工中心的核心部件(jiàn)之一,其結構設計、加工過程中的平(píng)穩性、分度的準確性、轉(zhuǎn)速的快慢等將會直接(jiē)影響加工零(líng)件的精度,因此對 B 軸的設計和研究顯得尤為重要。首先介(jiè)紹 B 軸的(de)工作原理,並根據整體要求及關鍵部件的分析計算,提出 B 軸總體結構方(fāng)案並進行了結構設(shè)計;之後進行五(wǔ)軸葉片加工中心的空運轉運動特性試驗和加工精度檢測試驗。試(shì)驗結果驗證了所設計的五軸葉片加工中心 B 軸在五軸聯動插補加工過程中完全可以滿足加工件的精度要求。
關鍵詞:加(jiā)工中心;B軸;刀(dāo)具擺動軸(zhóu);試驗研究
0 、引言
五軸葉片加工中心是(shì)專門加工汽輪機、航空航天發動機等葉片和(hé)其他窄長型具有空間(jiān)複雜(zá)曲麵(miàn)零件的機床。該類型機床由 X 軸(zhóu)、Y 軸、Z 軸(zhóu)、A 軸(zhóu)和 B 軸組成,A 軸為葉片的回轉軸,B 軸為刀具擺動軸,3個直(zhí)線軸(zhóu) X、Y、Z 的布置類似立式加工中心的布置形式。
刀具擺動軸B 軸作為五軸葉片加工中心(xīn)中的核心部件之一,其結構設計、加工過程中的平穩性、分度的(de)準確性(xìng)、轉速(sù)的快(kuài)慢等將會直接影響加工零件的精度。
在當今(jīn)五軸葉片加工中心需(xū)求量不斷(duàn)增加的形勢下(xià),國內外學者(zhě)紛紛對 B 軸進行研究,並不斷改進其結構及各方麵(miàn)的性能。國外的五(wǔ)軸聯動葉片加工中心(xīn)B 軸種(zhǒng)類較多,形式各異,如果以 B 軸(zhóu)與刀具主軸的連接形(xíng)式來劃(huá)分,可分為 B 軸回轉中心與(yǔ)刀(dāo)具(jù)主軸的回轉中心呈 45°角和 90°角兩類。
國內對五(wǔ)軸聯動(dòng)葉片加工中心的研究起步較晚,各參數(包括各軸快(kuài)速移動精度、刀具主(zhǔ)軸轉速等(děng))同國外相比均較低,機床結構也不如國外靈(líng)活多變。北京機電院 機床有限公司是國內第(dì)一家成功研製出五軸聯動葉片加工中心的廠家,XKH 係列的 B 軸軸線偏離(lí)刀具主軸中心,而(ér)與刀尖部位基(jī)本重合。 新瑞機床有限公司的V5X1800加工中心的B 軸采用機械結構,具有弧形導軌引(yǐn)導的平衡刀具主軸擺動所產生的偏心力矩機構(gòu)。本文主要對所研製的五軸聯動葉片加工中心進行(háng)刀具擺動軸(B 軸)的結構設計和試驗研究。
1 、葉片加工中心
B 軸工作原理(lǐ)與總體結構設計1.1 葉(yè)片加工中心B 軸工(gōng)作(zuò)原理五(wǔ)軸葉片加工中(zhōng)心的底座為整體床身,立柱和工作(zuò)台通(tōng)過直(zhí)線滾柱導軌安裝(zhuāng)在(zài)床身上;立柱左右移動形成 X 軸;工作(zuò)台前後移動形(xíng)成Y 軸;B 軸通過直線滾柱(zhù)導軌安裝在立柱上(shàng),上下移動形(xíng)成(chéng) Z 軸;頭架和尾架(jià)安裝在工作台上,卡緊工件,同(tóng)步旋轉(zhuǎn)形成 A 軸;主軸箱固定在B 軸上,擺動部件帶動主軸箱擺(bǎi)動形成刀具擺動軸。
擺(bǎi)動部件主要由主軸(zhóu)箱、B 軸箱體、蝸輪蝸杆傳動副、彈簧平衡(héng)裝置等組(zǔ) 成。主軸箱固 定(dìng) 在 B 軸 上,B軸與蝸輪軸固(gù)聯。
同步(bù)電機通過減速帶動(dòng)蝸輪(lún)蝸杆副和擺動轉盤使主軸箱擺動,擺動範圍為±45°。主軸尾端裝有角度編碼器,以實現擺動軸的閉環(huán)控製。B 軸和B 軸箱體頂部裝有彈簧座,彈簧拉動擺動 B 軸,以平衡主軸箱偏重(chóng)產生的(de)偏轉力矩。
1.2 葉片(piàn)加工中心
B 軸總體(tǐ)結構設計五軸葉片加工(gōng)中(zhōng)心主體由床身、立柱、工作台、頭架、尾架、B 軸箱(xiāng)體、主軸箱、刀庫(kù)等幾大部件組成,如圖1所示。 1 葉片加工中(zhōng)心 B 軸的主軸通過(guò)轉(zhuǎn)台軸承固聯在B 軸箱體上,B 軸(zhóu)箱體(tǐ)通過直線導軌副固聯在立柱上。
主軸中部安裝(zhuāng)有雙導程(chéng)蝸輪蝸杆副,B 軸回轉角度為±45°,調整(zhěng)蝸杆位置可消除蝸輪蝸杆副傳動間隙。B軸的尾端裝有角度編碼器,以實現 B 軸的閉環控製(zhì)。B 軸後部裝有超限位開關,和角度編碼器後部的2個撞塊配合,用(yòng)以確定B 軸(zhóu)在回轉(zhuǎn)過程中超極限位置的報警。B 軸箱體通過Z 軸直線(xiàn)滾柱導軌安裝在立柱(zhù)前麵。Z 軸力(lì)矩電機直接帶動Z 軸絲杠旋(xuán)轉,進而帶(dài)動B 軸箱體沿Z 方向作直線(xiàn)運動。
根據機床B 軸轉速較(jiào)低、運轉周期短、承載較大、對剛性和精度要求都較高的工作情況及使用要求,在主軸(zhóu)前端選用了進口的推力-向心組合結構的(de)轉台軸承。轉台軸承能承受雙(shuāng)向軸向載荷、徑向載荷和傾覆力矩。
2 、五軸葉片加工中心
B 軸性能測試研究對五軸葉片加工中(zhōng)心B 軸進行性能測試研(yán)究的目的是了解新產(chǎn)品的(de)綜合性能(néng),為提高機床設計和製(zhì)造水平提(tí)供數據。
試驗依據 CSGF508.1-2008《數控機床適應性試驗規範》、ISO標準和國家標準及行業標準進行。
2.1 空運轉運動特性試驗
在空運轉情況下,檢驗主軸和進給軸的運(yùn)動特性,能(néng)夠考核控製係統和(hé)運動鏈之間的綜合精。需要的試驗(yàn)器材是球杆儀,檢測精度為0.1μm,主軸分別(bié)以(yǐ)300 mm/min、1 000 mm/min運行情況下,測量XY 軸的坐標曲(qǔ)線,球杆的長度為150mm。試(shì)驗時(shí)球杆儀底座放在了 A 軸轉台專用夾具延伸出來的平板上,如圖(tú)2所示。
由於機床沒有工作台,無法進行(háng)YZ、XZ 平麵的圓(yuán)弧插補精度檢驗,故本試驗中將隻進行 XY 平麵的(de)圓(yuán)弧插補精度檢驗,檢驗結果(guǒ)如(rú)表1所示。從檢驗結果來看,該機床的圓弧插補精度(dù)達到了設計要求(qiú)和國家標準,完全能(néng)夠(gòu)滿足客戶加工葉片(piàn)類(lèi)零件的精度要求。

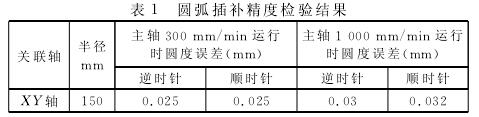
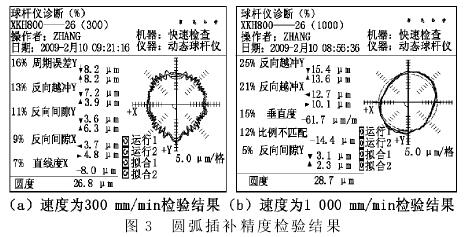
兩種(zhǒng)速度(dù)時(shí)的圓弧插補精度檢驗結果如圖 3 所示(shì),結果顯示在 XY 平麵四個象限連接處的精度出現異常,這說明在象限的連接處插補出現拐點,導致圓弧插(chā)補在該處的(de)誤差達(dá)到最大。這種現象在機床的參數設置中是不可避免(miǎn)的,但可以在保證機床(chuáng)加工要求的前提下,將誤差優(yōu)化到最(zuì)小。本次檢測的結果表明,還可以(yǐ)通過參數調節對(duì)機床圓弧插補精度進(jìn)行進一步的優(yōu)化。
2.2 加工精度檢測試驗
按照機床加工精度標準規定的典型(xíng)試件進行加工,按照測量標準中規定的項目指標來評定機床精加工水(shuǐ)平。試件為圓錐截體,尺寸如圖4所示。用立(lì)銑刀的側刃(rèn)銑削圓錐截體的曲麵,圓錐截體切削後可從底座上拆下來測量。
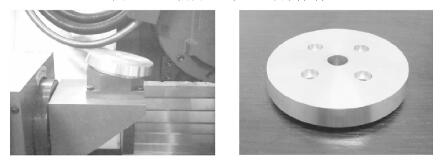
試件材料為鑄鋁,將試件安裝在上上平麵與下平麵傾斜10°的底(dǐ)座上(shàng)。試件應盡量位(wèi)於X 軸線行程的中間位置,並沿(yán)Y 軸和Z 軸在適合於試件和夾具定位及刀具(jù)長(zhǎng)度的適當位置放置。安裝按(àn)照圖(tú)5進行,必要時可用過渡件將底座與機床聯(lián)接定位。加工完成的試驗工件如圖6所示。
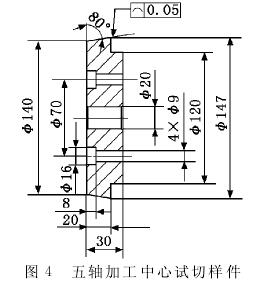
在三坐標測量儀上對試切件中直徑分別為Φ140mm、Φ147 mm 和Φ120mm 的圓進 行 圓 度 和 同心度檢測,檢測(cè)結果(guǒ)如表(biǎo)2所示(shì)。檢測(cè)結果說明本試驗中使用五軸機床進行五軸(zhóu)聯動插補銑削圓錐試(shì)切件,精度完全達到設定要求,從而說(shuō)明試驗機床在進行五軸聯動插(chā)補加工時,完全可以保證加(jiā)工(gōng)件的精度。
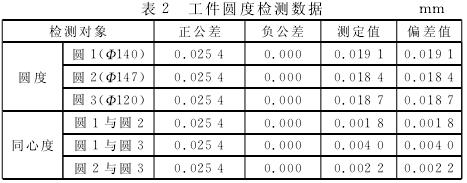
從(cóng)試驗結(jié)果上來看,本試驗在直徑為 Φ140 mm、圓周 速 度 F=400 mm/min 時 的 圓 度 最 大 誤 差 為0.019mm,而在 XY 平(píng)麵的圓弧插補試驗中,在直徑為300mm(球(qiú)杆儀(yí)杆長150mm)圓周,速度 F=300mm/min時的圓度誤差為(wéi)0.025mm,這說明五軸聯動的圓弧(hú)插補(bǔ)與三軸的圓弧插補相比(bǐ)較,精度沒有下降反而有所提升。
理論上由於(yú)五軸聯動插補時兩個旋轉軸的轉動,使得其(qí)他三個直線軸的(de)直線(xiàn)移動距離(lí)大幅減(jiǎn)少,移動距離的減小也就使得(dé)加工精度得(dé)到提升,但不但抵消了(le)因為插補(bǔ)軸數增加導致的精度下(xià)降,還使(shǐ)得整體的加工精度提高。
3 、結論
本文對所研製(zhì)的五軸葉(yè)片加工中心進行刀具擺動軸(B 軸)總體設計。首先介紹了 B 軸的工作(zuò)原理,並對(duì)機構進行了機械結構設計。之後(hòu)進行了五軸葉片加工中心性能測(cè)試試驗,包括空運轉運動特性試驗(yàn)和加工精度檢測試(shì)驗。試驗結果表明,機床進行五軸聯動(dòng)插補銑削圓錐試切件,精度完全達到設(shè)定要求,從而說明所設計的刀具擺動軸(zhóu)在進行五軸聯動插補加工時,完(wán)全可以(yǐ)滿足(zú)加工件的精度要求。
本文研究內容為(wéi)五軸葉片(piàn)加工中心 B 軸結構進一步的設計(jì)和應用奠定了一定的理論和試驗基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月(yuè) 基本型乘用車(轎車(chē))產量(liàng)數據
博文(wén)選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床的發(fā)展趨勢
- 國產數控係(xì)統和(hé)數(shù)控機(jī)床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何(hé)還是(shì)小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己(jǐ)!不倒(dǎo)閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談(tán)點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設計(jì)
- 傳統鑽削與螺旋銑孔加工工藝的區別