")



摘 要:發動(dòng)機風扇輪盤是低壓壓氣機轉子部分關鍵的核心轉動零件,材料為TC4,切削加工性能低。該零件內(nèi)部型麵由兩級腹板與前後安裝邊形成三個(gè)封閉的型腔(qiāng),外部由多個燕尾結構的軸向圓弧形結構的榫槽組成,零件結構緊湊(còu),輪廓尺寸較小,型(xíng)麵複(fù)雜(zá),技術條(tiáo)件嚴格,由整體鍛件加工(gōng)而成加工的難度非常大。本文著重介紹了某機風扇輪盤零件在加(jiā)工中心上加工(gōng)圓弧(hú)榫槽的加工(gōng)過程,對圓弧榫槽(cáo)加工的難點、注意事項、加(jiā)工方法及(jí)技巧(qiǎo)進行論述,解決加工難題的措(cuò)施,成功實現零件的製造與交付。
關鍵詞:風扇輪盤;加工中心;圓弧榫槽;數控程序(xù);成型(xíng)刀具
一、前言
某型發動機風扇輪盤是發動機低壓壓氣機轉子部分的關鍵零件,工作環境較為惡劣(liè);零件(jiàn)選用材料為TC4,切削加工性(xìng)能低。該零件輪廓尺寸較小,最大外圓(yuán)直徑為ф398mm,零件高度為227mm,零件結構緊湊,型(xíng)麵複雜,技術條件嚴格。毛料為模鍛件(jiàn),經退火(huǒ)處理、粗加工後交付,內腔型(xíng)麵由兩級(jí)腹板與前後(hòu)安裝邊形成三個封閉的型腔,盤心直徑較(jiào)小餘量較大,外部為軸向圓弧形燕尾榫槽,由於與(yǔ)輪盤連(lián)接的葉片葉形尺寸較大,為了提高葉片榫頭連接強度(dù),榫槽結構設計成燕尾結構圓弧形榫槽,拉削(xuē)方法無法進行加工,必須需要通過銑加工完成,槽(cáo)型的精(jīng)度要求非常高,定位麵的輪廓公差僅為0.02mm,加工的(de)難度非常大。
二、零件(jiàn)工藝圖紙分析
1 、零件(jiàn)材料(liào)特點分析
風扇輪(lún)盤(pán)采用TC4鈦合金材料,零件硬度為HB(d)≥3.3mm,發動機在(zài)10000轉/分鍾(zhōng)以上,工作溫度較高,工作強度和硬(yìng)度較好,但這種材料切削加工時,其切削加工(gōng)性較低,刀(dāo)具磨損情況較為嚴重。
2 、零件圖紙分析
風扇輪(lún)盤為發動(dòng)機中的關鍵旋轉部件,零件的尺寸較小,結構緊湊,圓弧形燕尾榫槽為新型結構,加工的精度要(yào)求較(jiào)高,基本在幾(jǐ)道之內,表麵跳動要求在0.02mm~0.05mm,位(wèi)置度要求在ф0.10mm以內,零件的加工難度較大。2.1 尺寸精度 風扇輪盤(pán)圓弧形榫槽為燕尾形(xíng)結構,榫槽厚(hòu)度為(wéi)138±0.05mm,榫槽(cáo)工作麵Q點距中(zhōng)心尺寸為U161.50- 0.1,屬於零件重要的特性(xìng)配合尺寸,榫槽弧度為R219mm。
2.2 技術條件
風扇輪盤圓弧榫(sǔn)槽輪廓公差要求非常(cháng)嚴,工作麵要求為0.02,其它表麵為(wéi)0.1,弧形(xíng)榫槽位置度為Φ0.1,表麵粗(cū)超度(dù)為0.8。
2.3 零件類型
風扇輪盤(pán)是發動(dòng)機低壓壓氣機中的關鍵旋轉承力部(bù)件,工作時轉速(sù)最(zuì)高達到(dào)10000轉/分鍾以上。零件為整體鍛件加工而成,其結(jié)構、形(xíng)狀複雜,空間狹小,尺(chǐ)寸較(jiào)多,加工的精度較高,材料為TC4的鈦合金,零件硬度(dù)值為HB(d)≥3.3mm。
2.4 加工難點分析
圓弧形榫槽軸向厚度138mm,榫槽深(shēn)度近40mm,餘量較大,槽形深,榫槽(cáo)公(gōng)差要求嚴,表麵粗糙度(dù)高,加工時切(qiē)削力(lì)大(dà),必需由機床及刀具保證,對(duì)設備、刀具的(de)精度(dù)與剛性(xìng)要(yào)求高,加工的難度非常(cháng)大。
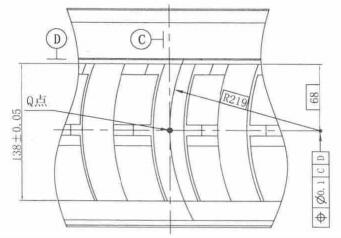
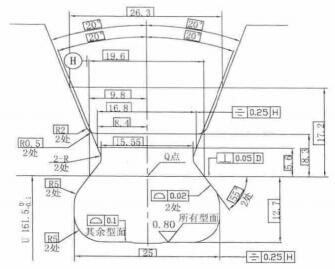
圖 1 圓弧形榫(sǔn)槽圖(tú)形
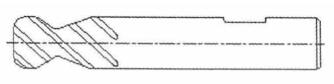
圖 2 燕尾型榫槽成型銑刀刀具結構圖
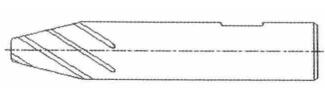
圖 3 榫槽外部成型銑刀刀具結構圖
零件材料為鈦合金,材料的(de)硬度與強度較高,加工時切削負荷較大,零件加工時易出現串動及(jí)表麵加工硬化現象,刀具磨損劇烈(liè),刀具壽命明顯下降,保證零件的加工精度較為困難。
2.5 解決加工(gōng)難點的工藝措施
根據零件圓弧榫槽的結構特點與形狀,專門設計非標成型銑刀,刀具柄部(bù)直(zhí)徑為20mm~30mm,增加刀具的強度,成型銑刀的輪廓公差要求較嚴(yán),加工前投影(yǐng)檢(jiǎn)查刀具形(xíng)狀,提高銑加工的精度。
零件材料加(jiā)工時(shí)切削熱高、易(yì)黏刀,刀具磨損嚴重,通過試驗、優化切削參數,切削(xuē)時大量澆注冷(lěng)卻液,帶走(zǒu)切(qiē)削熱量,減少冷作硬化情況,提高刀具的切削壽(shòu)命,保證零(líng)件(jiàn)的加工精度與(yǔ)表麵質量。
零件在(zài)加工時,采用止口及銷釘(dìng)定位方式,保證零件裝夾穩固,避免零件因(yīn)切削力大所造成的(de)位移現象,提高零件製造質量。
三(sān)、圓弧榫槽(cáo)刀具設計
兩(liǎng)級腹板輪盤零件32個圓弧榫槽,內部為燕尾形結構,是葉片安裝到榫槽時的(de)主要配合表麵,圖紙要求的輪廓公差較嚴。榫(sǔn)槽銑加工時,型麵無法通過刀具軌跡(jì)補償獲得,所以需要使用成型銑刀進(jìn)行加工,根據零件的結構特點,規劃設計3種刀(dāo)具來完(wán)成榫槽加工,首先使(shǐ)用標(biāo)準(zhǔn)的立(lì)銑刀進行粗開槽,內側型麵(miàn)用燕尾型成型銑刀加工(gōng)(如圖(tú)2),外
部型麵用錐(zhuī)形成型(xíng)銑刀(如圖3)加工出側麵,轉接圓(yuán)弧(hú)靠(kào)刀具底部圓R保證,兩種非(fēi)標準的成型銑刀輪廓精度要求在0.01mm以下,以滿(mǎn)足榫槽輪廓公差的需求。
四、零件加工工步安排
根(gēn)據零件圖紙的(de)要求(qiú),結合(hé)生產現場的設備、工(gōng)裝、刀具的狀況,經過分析、研究,確定精銑圓弧榫槽工序(xù),在高精度(dù)的臥式四坐標加工中心上進行。
1 、零件裝夾
風扇輪盤銑加工圓弧榫槽(cáo),加工中心需要在臥式狀態下進行,主軸到(dào)工作台麵距(jù)離必須大於150mm,設備才能正常運(yùn)行,而且由於零(líng)件為實體狀態(tài),餘量較大,切削力也較大,加工時零件已發生串動,影響加工質量,所以(yǐ)需要製作專用的夾具進行裝夾,保證加工的穩定(dìng)性與(yǔ)高度需求。
選用一個厚度約200mm、直徑約450mm的鋁盤進行改製,鋁盤的兩(liǎng)端車平,並按照零件內止口的尺寸加工出(chū)定位麵(miàn),將鋁(lǚ)盤裝夾到加工中心上,然後按照基準孔的位置鑽一個直徑為Φ60 +0.025,深度為8mm的盲孔,將Φ6mm的銷子插入盲孔中,將基準孔的角向輸入到工件(jiàn)零點(diǎn)地址中,鋁盤中間加工4個M12的螺紋孔,擰入雙頭螺杆,用於零件壓緊用。將基準孔與銷子對正,零件安裝到夾具上(shàng),找正零(líng)件(jiàn)基準(zhǔn)跳動不大於0.01mm,壓(yā)緊壓板,零件安(ān)裝後的(de)圓周中(zhōng)心與機床旋轉中心重合。
2 、圓弧榫槽銑削加工
風扇輪盤零件圓弧榫槽,內(nèi)部為燕尾形結(jié)構,是葉片安裝到(dào)榫槽時的主要配合(hé)表麵,設(shè)計要求的輪廓公差較嚴。榫(sǔn)槽銑加工時,型麵(miàn)無法通過刀具軌跡補償獲得,需要使(shǐ)用(yòng)精確成型的成型銑刀進行加工,加工時設備主軸在臥(wò)式狀態下,刀具的對刀點選在零件回轉中心上,軸向(xiàng)Y方向零點選擇(zé)在零件中前(qián)部安裝邊(biān)上,分粗開槽、銑加工榫槽內側型
麵、銑加工榫槽外側(cè)型麵3個工步進行加工。
首先(xiān)使用標準的Φ12mm的立銑刀(dāo)逐層進行粗開(kāi)槽,按照刀心軌跡編製數控程序,將(jiāng)榫(sǔn)槽中部的大部分餘量去除,榫槽最窄處留有0.5mm的餘量,加(jiā)工(gōng)時進給速度為10mm/min,主(zhǔ)軸轉速(sù)為150r/min,刀具每(měi)運行一個榫(sǔn)槽後遠離工件,工作台(tái)旋轉到下一個榫(sǔn)槽位置,按照前一個刀具軌跡再進(jìn)行(háng)加工,直到將所有榫槽的餘量都去除後,結束粗開槽的工步。
其次用燕尾型成型銑刀加工榫槽底部(bù)內側型麵(miàn),加工前投影檢查刀具的(de)輪廓精(jīng)度,並目視檢查切削(xuē)刃的是否(fǒu)鋒利,按照輪廓編程方式分4刀,由內(nèi)向(xiàng)外逐步加工,最後(hòu)一刀精加工時單邊留有0.5mm餘量(liàng),更換(huàn)一把新的刀具,以保證刀具的輪廓精度高於零(líng)件要求(qiú),對(duì)刀後將刀補上到尺寸,沿零件(jiàn)的上下方向銑一圈,加工第一個槽後使用榫槽樣板進行測量,如樣(yàng)板通端不能(néng)通過,停止程序運行,再在刀補中進行微量上刀運行程序,直至第一個榫槽樣(yàng)板通端(duān)能過通過,再依次加工(gōng)其它的榫槽,保證燕尾形榫槽底端尺寸合格(gé)。
最後用錐形成型銑刀加工外部型麵,按照輪廓編程方式(shì)進行(háng)加工,分2~3刀將型麵加工至尺寸,轉接圓弧靠刀具底(dǐ)部圓R保(bǎo)證。
4.3 零件檢測(cè)
榫槽輪廓公差及位置度等(děng)技術條件,在加工後在三坐標測量機進行掃描(miáo)、擬合,與零件理論的輪廓進行比對,得出最終是否合格的結論,經過檢測榫槽的尺(chǐ)寸及技術條件均滿足了圖紙的要求,零件表麵圓滑轉接(jiē),粗超度(dù)達到規定要求。
結論
采用臥式四(sì)坐標加工(gōng)中心,進行精銑圓弧榫槽加工,加工設備可以滿足零件要求,加工(gōng)刀具選擇結構合理,製造精度較高,有效地控製了尺寸精度和技術要求,加工步驟安排可行,走刀路線與數控程序經運行正(zhèng)確、合理,所加工的(de)零件尺寸與技術條件能夠滿足(zú)工藝圖紙要求(qiú),並保證了(le)零件表麵質(zhì)量的要求,加工(gōng)方案在風扇輪盤加工中得到了良好的應用,為公(gōng)司(sī)新機研製積累了寶貴經驗。
作者、來源:
李季 吳宏春 趙鵬飛 文寶林(lín) 曾維慷(kāng)
1.駐120廠軍事代表室 2.駐黎明(míng)公司軍事代表室 3.沈陽黎明航空發動機(集團)
如果您(nín)有機床行(háng)業(yè)、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承(chéng)出口(kǒu)情況
- 2024年10月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據(jù)
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年(nián)8月 基(jī)本(běn)型乘用(yòng)車(轎車)產量數據