



立式加工中心的高速(sù)刀(dāo)架(jià)設計(jì)
2016-9-8 來源: 齊重數控裝備(bèi)股份有限公司 作(zuò)者:郭玉英
摘要:立式加工中心采用(yòng)高速刀架結構大大提(tí)高了垂(chuí)直刀架(z軸)的垂向最快移動速度,極大地提升了機床的使用效率和加工零件(jiàn)的表麵粗糙度質量,大大簡(jiǎn)化了機床進給(gěi)傳動的結構形(xíng)式。
關鍵詞:立式加工中心;高速刀架;使用效率;表麵粗糙度質量
目(mù)前(qián),國內外(wài)的立式加(jiā)工中心垂(chuí)直刀架滑枕的垂直進給傳動大都采用伺服電動機驅動滾珠絲(sī)杠的傳動方式,由於伺服電動機受到自身功率扭矩特性、額定轉速的限製,滾(gǔn)珠絲杠受(shòu)到自身長度、剛度、臨界(jiè)轉速的限製,使得(dé)伺服電動機、滾珠絲杠(gàng)的轉速不能很高,因此垂直刀架垂直進給z軸的快(kuài)速也不能很高,一般不超過15 m/min,伺服電動機傳動方式(shì)製(zhì)約了刀架垂直方向的最高移動速度,限製了立式加(jiā)工中心使用效率的提高(gāo)。
為了解決這個問題,本文介紹一種立(lì)式加工(gōng)中心(xīn)的高速刀架,該刀架解(jiě)決了垂直刀架z軸垂向進(jìn)給不能高速運動的問題,極大地提高了(le)立式加工中心(xīn)的(de)使用效率。
本立式加工中心的高速刀架的結(jié)構見圖1,直線電動機次級部件2安裝在橫梁滑板1的中部,在二者之間裝有次級部(bù)件冷卻管3;直線電動機初(chū)級部件4安裝在直線電動機次級部件2的下部(bù),與其上方的(de)直線電動機次(cì)級部件2滑動間隙配合;在(zài)直線電動機(jī)初(chū)級(jí)部件4的左下部裝有(yǒu)初(chū)級部件(jiàn)冷(lěng)卻管5;刀(dāo)架體7固(gù)定在橫梁滑板1的下部,滑(huá)枕9安裝在刀架體7的中下部,在其兩側裝有(yǒu)直線導軌組件8,直線導軌組(zǔ)件8的直線導軌(guǐ)與滑枕9固定聯接,直線導軌組(zǔ)件8的滑(huá)座與刀架體7固定聯接;聯接體6安裝在(zài)直線電動機初級部件4與滑枕9之間,其上端麵與直線電動機(jī)初級(jí)部件4固定聯接,下端麵與滑枕9固定聯接,光柵(shān)尺組件10安裝在滑(huá)枕9下端麵的中部。
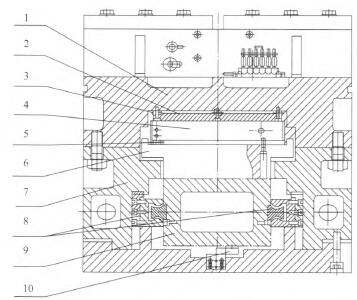
1一橫梁滑板(bǎn);2一直線電動機次(cì)級部件;3一次級部件冷卻管;
4一直線電機初級部件;卜初級部件冷卻管;卜聯接體;
7一刀架體;8一直線導軌(guǐ)組件;9一滑(huá)枕;10一(yī)光柵尺組件。
圖1立式(shì)加工中心(xīn)的高速刀架結構
本立式加工中心高速刀架的工作過(guò)程,當按下按鈕站機床起動按鈕(niǔ),機床(chuáng)開始正常工(gōng)作,次級部件冷卻管3、初級部件冷卻管5首先進入冷卻水,冷卻(què)水帶走直(zhí)線電(diàn)動機次級部件2、直線電動機初級(jí)部件4的(de)發熱(rè)量(liàng),使(shǐ)直線電動機次級部件2、直線電動機初級(jí)部件4同時得到循環冷卻並保持恒溫,按下按鈕(niǔ)站z軸(zhóu)起動按鈕,數控係統控製直線電動機(jī)初級部件4沿直線電動機次級(jí)部件2垂直方向運動,同時帶動聯接體6、滑枕9沿刀架體7上的直(zhí)線導軌組件8的垂直方向進行(háng)直線運動,按下按鈕站z軸停止按(àn)鈕,數控(kòng)係統控(kòng)製直線電動機初(chū)級部件4停(tíng)止運動,直線電動機初級部件4同時製動聯接體6、滑枕9,按下按鈕站機床停(tíng)止按鈕,次級部件冷(lěng)卻管3、初級部件冷卻管5內停止進入冷卻水(shuǐ),機床停(tíng)止工作。
本立(lì)式(shì)加工中心高速刀架的閉環反饋過程,刀架體7的實際位置(zhì)信號通(tōng)過(guò)光柵尺組件9反饋給數控係統,數控係統根據光柵(shān)尺組件9提供的刀架體7的實際位置信號,相應控製直線電動機初級部件3直(zhí)線(xiàn)移動的位置補償量,形成數控係統閉環控製,達到(dào)精(jīng)確控製刀架體7實際位(wèi)置(zhì)的目的。
本設計大大提高立式加(jiā)工中心(xīn)垂直刀架z軸的最(zuì)快移動速度,達(dá)到了60 m/min以上,是(shì)目前傳統結構刀架垂向z軸最快移動速度的4倍以上,極大地提升了機床的使(shǐ)用效率和加工工件的表麵粗(cū)糙度質量,大大簡化了機床進給傳動的(de)結構(gòu)形式。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數(shù)據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精(jīng)度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去(qù)何從?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機械行(háng)業最新(xīn)自殺(shā)性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業大逃亡
- 智能(néng)時代,少談點智造(zào),多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文(wén)搞懂數(shù)控車床加工刀具補償(cháng)功能
- 車床鑽孔(kǒng)攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別