台精(jīng)機")



摘要:提出了一種基於球杆儀的主軸熱誤差檢測新方法用於五軸數(shù)控機床主軸熱誤差的便捷檢測。該方法借助五軸數控機床的(de)兩個旋(xuán)轉軸分別單獨運(yùn)動(dòng),實現兩個正交圓或圓(yuán)弧構成的球杆儀空間軌跡測(cè)量;采用最小二乘方法對測量數據進行處(chù)理,求(qiú)解主軸空間位置;通過初始狀態和經過一定時間間隔測量多組(zǔ)數(shù)據,分離得到相應時間段的主軸熱誤差,包括1個軸向熱(rè)伸長和2個徑向熱誤差。以雙轉台五軸數控機床為例,從安(ān)裝方法、測量步驟和辨識原理等方麵(miàn)介紹基於球杆儀的主(zhǔ)軸熱誤差檢測方法,並與ISO 230-3中的5點法進行了對比實驗。實驗結(jié)果顯示:該方法的辨識結果與5點法測量結果的平均相對偏差小於(yú)15.8%,驗證了本文方法的可行性和有效性(xìng)。該方法測量裝置簡潔,便於攜帶(dài)、安裝和測量(liàng),測(cè)試(shì)結果可為五軸數控機床主軸熱誤差補償提供依據,從而有效地提高機(jī)床的(de)加工精度。
關 鍵 詞:五軸數控機床;主軸;熱誤差;誤差測量;球杆儀
1 、引 言
機床熱誤差是指機床加工過程(chéng)中由機床各部件溫升和環境溫度擾動而(ér)引起的熱變形,其會導致刀具切(qiē)削點與工件間原來的相對位置(zhì)產生變化,從而引起加工誤差。大(dà)量研究表明,熱誤差是引起機床加工誤差的最大(dà)誤差源之一[1]。其(qí)中,主(zhǔ)軸又是熱(rè)誤(wù)差的主要來源[2]。因此,通過(guò)對數控機床主軸進行熱誤(wù)差檢測和補(bǔ)償對提高機床加工(gōng)精度具有顯著效果。
由於(yú)熱變形(xíng)主要熱源的變化規律比較複雜(zá),故不易直接對其引起的熱誤差進行(háng)識別及補償。因此,有不少學者提出通過測量機床的(de)溫度場信息(xī)和熱變形信(xìn)息(xī),建立機床(chuáng)熱(rè)變形與溫度場變化之間的數學模型來間接地對熱誤差進行預測。縱觀現有關於(yú)機床(chuáng)熱誤差的研究,預測建模方法主要有:多元線(xiàn)性回歸[3]、人工神經網(wǎng)絡(luò)(Aritificial Neurial Net,ANN)建模[4-6]、支持向量機(Support VectorMachine,SVM)模型(xíng)[7-10]、貝葉斯網絡模型[11-12]、蟻群算法[13]、動態(tài)遞歸(guī)模型[14]、灰色神經網絡[15]等。值得注意的是,在對主軸熱誤差(chà)進行建模和補償前需要得到主軸熱(rè)誤差的具體數據。因此(cǐ),首先要對主(zhǔ)軸熱誤差進行檢測。Mayr等[16]對機床熱誤差檢測的研究現狀作了全麵(miàn)的綜述;國際標準ISO230-3[17]對機床熱效應的確定作了詳細規範,包括檢驗常用工具、檢(jiǎn)測方法、主軸熱(rè)誤差檢測工況等;Pahk和(hé)Lee[18]采(cǎi)用ISO 230-3中5點法對機床主(zhǔ)軸的5個自由度誤差進行檢測;林偉青等[10]采用激光位移傳(chuán)感器直接測量主軸熱(rè)伸長和徑(jìng)向熱變(biàn)形;張毅等[15]采(cǎi)用位(wèi)移傳感器采集數控車削加工中心Z軸(zhóu)和X 軸方向的熱誤(wù)差數據。
通(tōng)常采用激光測量係統或球杆儀測量係統(tǒng)對機床幾何誤差進行測量,而機(jī)床熱誤差則常采(cǎi)用傳感器或觸發式測(cè)頭進行測量。但采用兩種不同的測量儀器(qì)檢測機床誤差,無疑將增加經濟成本、並且(qiě)儀器攜帶也不方便。針對上述問題,Srinivasa等[19]提出采用球杆儀對機床主軸熱誤差進行測量,但其測量過程需要4個球杆儀。Yang等[20]提出了基於球杆儀的主軸熱誤差測量方法,其測量過程隻需1個球杆儀,但測量軌跡為(wéi)3個(gè)平動軸聯動構(gòu)成的半球形螺旋軌跡,需通(tōng)過空間矢量幾何關係辨識分離出主軸的熱誤差。Delbressine等[21]根(gēn)據球杆儀的空(kōng)間半球分布的25個測點,通過矢量點積運算辨識主軸的3D位置誤差矢量,從而求解熱誤差。商鵬[22]提出了采用球杆儀對主軸熱漂移誤差進行測量。該方法將球杆儀傾斜安裝(zhuāng),旋轉軸(zhóu)C軸運動,其測量掃過區域為一圓錐麵(miàn);然後(hòu)從(cóng)原始測量數據中任意選取三點,根據空間幾何(hé)關係,反求主軸(zhóu)端熱漂移。該方法較簡單直(zhí)觀,但所選3個采樣點之間的距離往往不容易精確獲得(dé)。
鑒於此,本文基於球杆儀的便攜性和易於安裝的優點(diǎn),提出一種較為精確的基於球杆儀(yí)的五軸數控機床主軸熱(rè)誤差檢測方法。該方法利用球杆儀(yí)進行空間軌跡測量,基於最小二乘法對測量數據進行(háng)處理,得到主(zhǔ)軸刀具切(qiē)削點的實際空(kōng)間位置。最後以一定的時間間隔進行多次測量,得到相應時刻的主(zhǔ)軸熱(rè)誤差,包括1個軸向(xiàng)熱伸長和2個熱漂(piāo)移誤
差(chà)。文中對本文方法與ISO 230-3中5點法進行了對比實驗,驗證了所提檢測方法的可行性和有效性。
2 、基於球杆儀的主軸熱(rè)誤(wù)差檢測原理
球杆儀已(yǐ)廣泛應(yīng)用於機床(chuáng)運動精度的(de)評價和診(zhěn)斷,如通過測量平(píng)麵圓軌跡來評價機床的圓度、垂直度(dù)、直(zhí)線度和反向(xiàng)間隙等。隨著多軸數(shù)控機床(chuáng)的應用,球杆儀(yí)的測量軌跡向(xiàng)多樣化發展,即用(yòng)戶可以自定義空間測量軌跡(jì),借助球杆儀的這一功(gōng)能,本(běn)文提出一種基於球杆儀的五軸數控機(jī)床主軸熱誤差檢測方(fāng)法。
該測量方(fāng)法的原理(lǐ)是(shì):根據球杆儀的空(kōng)間軌(guǐ)跡測量功能,令五軸數控機(jī)床的兩個旋轉軸分別單獨(dú)運動,以實現空間兩個正交圓(或圓弧)測量軌跡(jì);采用最小二乘法對測量原始數據進行擬合,獲得兩個圓(或圓弧)的實際圓心,從而得到主軸刀具切削點的實際空間位置。最後,通過初始狀態(tài)測量和(hé)經(jīng)過一定時間間隔測量得到的多組數據,獲得不同時
刻主軸刀具切削點的實(shí)際空間位(wèi)置,計算出其與參考時刻間隔Δt的位置偏差(δx,δy,δz),即為機床主軸Δt相對應的熱誤(wù)差,它們分別為軸向熱伸長和沿其它兩個方向的熱漂移。
常規的球杆(gǎn)儀測量方法均直接以(yǐ)球杆儀杆長方向的測量值作為分析數據,而本文方(fāng)法是通過球杆儀(yí)的測量數據間接得到被測圓弧的中心位置,從而得到主軸的空間位置。這是球杆儀測量功能(néng)的一種新的拓展。
為了減(jiǎn)小安裝誤差對測量結果的影響,采用球杆儀兩端支座一(yī)次安裝的(de)方法。即當第一(yī)次測量完(wán)後,僅拆下球杆儀,兩端支座不(bú)拆除,待下一次(cì)測量時,先關掉主軸轉速,然後再把球杆儀安裝到其兩端支座(zuò)上(shàng),這樣可以確保多個時刻測量時的安(ān)裝誤差基(jī)本一(yī)致,故可設為常量,在辨(biàn)識過程中它們(men)可以相互抵消,以減小(xiǎo)安裝誤(wù)差對辨識結果的影響(xiǎng)。注意:為了實驗儀器和實驗操作人員的安全(quán),每次測量完成後,打開主軸(zhóu)轉速(sù)前,必須(xū)拆下(xià)球杆(gǎn)儀(yí)。
下麵以雙轉(zhuǎn)台五軸數(shù)控機床為例,詳細介紹其檢測原理,如圖1所示。安裝球杆儀兩端支座時(shí),A 軸和C 軸處於回零狀態(tài),假設O 點為A 軸和C 軸的軸線交點,並使杆長方向直線ON 沿Y軸方向。測(cè)量時,以圖1所示位(wèi)置為球杆儀的安裝位置。
測量步驟:首先使C 軸沿逆時針方向旋轉一周,測量軌跡從(cóng)N 點重回N 點,完成路徑1的測量;然後A 軸順時針運(yùn)動,從N 點到達P 點,準備路徑(jìng)2的測量;最後A 軸逆時針運動,從P 點運動到Q 點,完成路徑2圓弧軌跡(jì)。其(qí)中路徑2的測量範圍需根據機床結構和測量安裝位置來決定,注意防止碰撞。每隔一定時間測量一次,即重複以上步驟,完成路徑(jìng)1和2的球杆儀的空間軌跡測量。可見,此測量方法僅需一次安裝,便可完成兩條路徑的空間軌跡測(cè)量;並且安(ān)裝較容易,測量路徑簡(jiǎn)單(dān)、直觀。
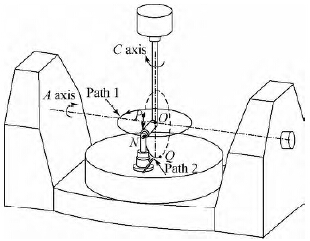
圖1 基於球杆儀(yí)的主(zhǔ)軸熱誤(wù)差測量原理
圖2為球杆儀主軸熱誤差辨識原理圖。安裝(zhuāng)時(shí)設球杆儀安裝點O 的理論位置為零(líng)點,球杆儀的杆(gǎn)長為L。以測(cè)量路徑1為(wéi)例:在t0時(shí)刻,球杆儀安裝點O 的實際位置為O0(x0,y0),實際杆長為l0;經過(guò)時(shí)間t後,由於機床主軸熱變(biàn)形的影(yǐng)響,球(qiú)杆儀的安裝點O 的實際位置(zhì)為Ot(xt,yt),實際杆長為lt。因此(cǐ),從t0到tt,機床主軸沿X軸和Y 軸方向的熱漂移可表示為:
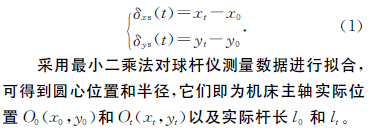
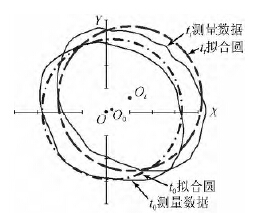
圖2 主軸熱誤差辨識原理
同理,處理路徑(jìng)2的測量數據(jù)。因此,從to 到tt,機床主(zhǔ)軸沿(yán)Y 軸方(fāng)向的熱(rè)漂(piāo)移和Z 方向的軸向熱伸長(zhǎng)可表示為:
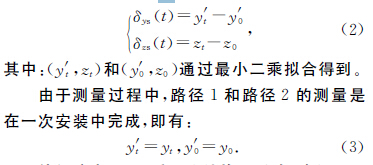
值得注意的是,受(shòu)機床(chuáng)結構的影響,路徑2的測量範圍很難覆蓋(gài)整個(gè)圓周;而從擬(nǐ)合角度講,測量圓周角度範圍越大,擬合精度越高。因此,為了提高路徑(jìng)2測(cè)量數據的擬(nǐ)合精(jīng)度,可(kě)以將路徑1測(cè)量數據的擬合結(jié)果yt和yo代入路徑2進行(háng)擬合,以減少相應的未知量,從而提高擬合精度。
3、 實驗及結果分析
為了驗證所提方法的(de)可行性和可靠性(xìng),采用ISO 230-3中的(de)5點法進行對比實驗。依據ISO 230-3中數控機床(chuáng)熱誤差的測試標準,建立雙轉台五軸加工中心的主軸熱誤差(chà)檢測(cè)環境,檢驗過(guò)程中,主軸以與最大恒定轉速成某一比例的速度恒定轉動。
3.1 球杆儀測量(liàng)實驗
基於(yú)球杆儀的五軸加工中心(xīn)主軸熱誤差(chà)測(cè)量實驗如圖3所示。除T3、T7外,溫度(dù)傳感器還有環境溫度監測器T14和水冷卻機(jī)中冷卻液溫度監測器T16。實驗設定主軸轉(zhuǎn)速(sù)S=14 000r/min。打開機床轉速前設為to時刻,開始測量第一組數據;打開(kāi)機床轉速後,前1h每隔8min測量一次;後半段每隔20min測量(liàng)一(yī)次。每次測量(liàng)所需時間約為1min,檢測實驗總曆時約為160min。
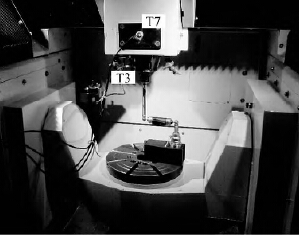
圖3 基於球杆儀的主軸熱誤差測量實驗
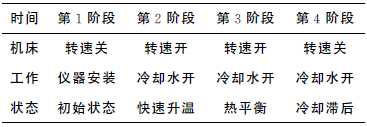
圖(tú)4為球(qiú)杆儀主軸熱誤差(chà)測量過程(chéng)中的溫度變化情況,大(dà)致可分為4個階段,如表1所(suǒ)示。在第3階段和第4階段,溫度有明顯、且規律(lǜ)的波動(dòng)。這主要是由水冷卻機的工作引起(qǐ)的,測量過程(chéng)中水冷卻機采用固定溫(wēn)度模式,設置為2/14。即固定溫度為14℃,當(dāng)水溫低於2℃時,設備製冷停止,但水(shuǐ)泵繼續工作,即將水溫(wēn)維持在設定值(zhí)的(de)±2℃範圍內。第3階(jiē)段比第4階段波動頻度高,這是由於當打開轉速時,熱量較(jiào)多,水冷卻機工作較頻繁。由於本文(wén)主要研究熱誤差的檢測,關於溫度(dù)與熱誤差關係預測建模在此不詳細展開(kāi)。
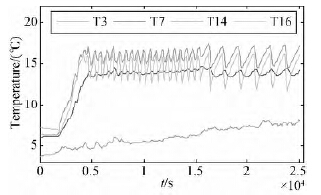
圖(tú)4 溫度傳感器讀數
表1 測量(liàng)過程機床工作狀態(tài)
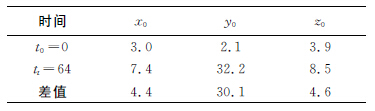
to=0和tt=64min時的(de)球杆儀測(cè)量(liàng)路徑1所得的原始數據如圖5所示;采用最小(xiǎo)二(èr)乘方法對其(qí)進行處理,處(chù)理結果如圖6所示;在to和(hé)tt時測量路徑(jìng)2所得的原始數據如圖7所(suǒ)示;同理采用最小二乘法對數據進行處理,結果如圖8所示。基於最小二乘數據處理的圓(yuán)心擬合結果(guǒ)如(rú)表(biǎo)2所示。設to時刻所對應(yīng)的空間位置為標準位置(其包含安裝誤差),計(jì)算其它時(shí)刻與to時刻相應參數的差值,它們(men)分別為主軸沿各軸方向的熱誤差。即從to到tt=64min的主軸的熱誤差為(4.4,30.1,4.6)。
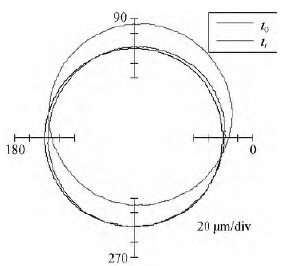
圖5 路徑1球杆儀的測(cè)量數(shù)據
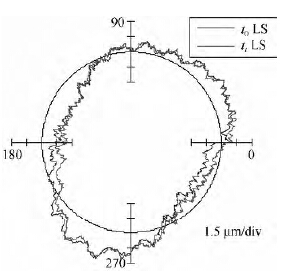
圖6 經最小二乘處理(lǐ)後路徑1數據
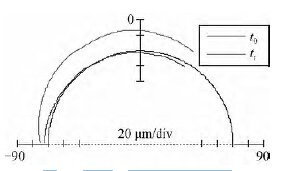
圖7 路徑2球杆儀測量數據
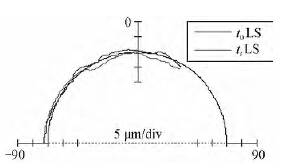
圖8 經(jīng)最小二乘處理後路徑2數據
表2 基於(yú)最小二(èr)乘球杆儀測量數據擬合結果
同理,對(duì)球杆儀測量的其餘數據進行處理,可辨識出主軸(zhóu)從開機到熱平衡過程的(de)熱誤差。
3.2 5點(diǎn)法測量實驗
本(běn)文采用5點(diǎn)法進行對比實驗。ISO 230-3中的5點法測量原理,如圖9所示。在主軸刀柄上安(ān)裝檢驗棒,並在機(jī)床工作台上安裝5個位置測量裝置對檢驗棒進行測量。圖10為基於5點法的(de)雙轉台五軸加(jiā)工中心的主軸熱誤差(chà)測量實驗現(xiàn)場。實驗設定:主軸轉速S=14 000r/min,檢驗棒材料為優質碳素工具鋼(外徑為(wéi)12mm,長度為150mm),采用電容式位移傳感器對檢驗棒的位(wèi)移進行測量。
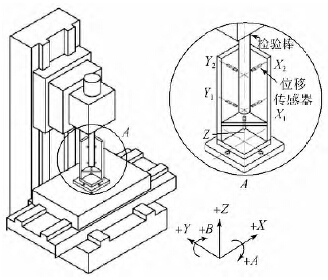
圖9 5點法測量原(yuán)理
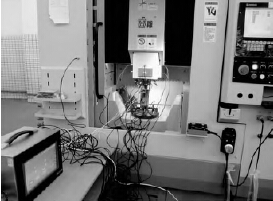
圖10 5點法測量實驗
3.3 實驗結果分析
基於球杆儀和5點法(fǎ)的主軸熱誤差測量實驗的辨識結果,如圖11~圖13所示。圖11為主軸沿X 方向的熱漂(piāo)移,圖12為主軸沿Y 方向的熱漂移,圖13為主軸的軸向熱伸長。由結果可見,基於球杆儀測量辨識結果的擬合曲線(xiàn)與ISO 230-3標準(zhǔn)中(zhōng)的5點(diǎn)法的(de)測量結(jié)果基本一致,兩者的平均差異小於15.8%。因此,基於球杆儀的主軸(zhóu)熱誤差檢測方法是可行、有效的,可為五軸數控機床的熱誤差補(bǔ)償提供依據。
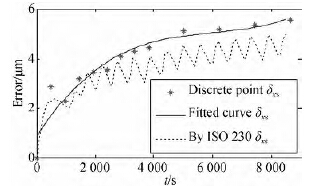
圖11 主軸沿X 方向的熱漂移
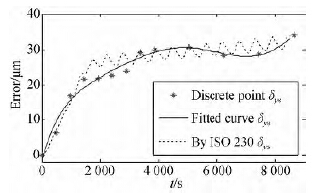
圖12 主軸(zhóu)沿Y 方向的熱漂移(yí)
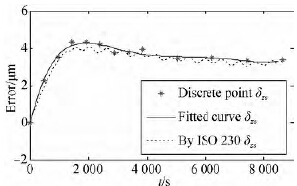
圖13 主軸的軸向熱伸長量
4、 結 論
本文提出(chū)一種基於球杆儀的(de)五軸數控機床主(zhǔ)軸熱誤差檢測方法(fǎ)。采用球杆儀對五軸機床兩旋轉軸分別單獨運動所形成的空間軌跡進行測量,並利用最小二乘法對測量數據進行(háng)處理,以辨識主(zhǔ)軸(zhóu)的實際空間位置;通過對不同時刻的(de)多次測量,便可求出相應時刻的(de)主軸熱誤差,包括軸向熱伸長和(hé)另兩個方向的熱漂移。通過與ISO230-3中5點法的對比實驗,驗證了該方法的可行性和有(yǒu)效性。實驗結果(guǒ)表明:該方法的辨識結果與5點法測量(liàng)結果的平均相對偏(piān)差(chà)小於15.8%,兩者結果吻合較好。該方法具(jù)有以下特點:(1)與5點法相比,該方法安裝簡單;(2)測量裝置簡潔、便於攜(xié)帶;(3)辨識(shí)過程不需要數學模型,原理直觀、簡單易懂。
該檢測方法可較便捷、精(jīng)確地為五軸數控機床的熱誤差補(bǔ)償提供依據(jù),從而提高機(jī)床加工精度。同時,該方法拓展了球杆儀的檢測(cè)項目。
如果您(nín)有機床行業、企業相關新聞(wén)稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基(jī)本型(xíng)乘用(yòng)車(chē)(轎車(chē))產(chǎn)量數據
- 2024年11月 新能(néng)源汽車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據(jù)