



摘要: 對NX 8. 0 的後(hòu)處理構造器(qì)進行深入研究,結合所使用的四軸(zhóu)立式加工中(zhōng)心及FANUC 數控係(xì)統,開發出(chū)了適用於該加工中心及其數控係統的專用後置處理程序。通過產品加工實例,驗證(zhèng)了(le)該專用後置處理程序的正確性和實用性。
關鍵詞: NX/Post Builder; 四軸加工中心; 後置處理
UG 後處理是將UG 文件中的刀具軌跡通(tōng)過特定的處理器生成程序,然(rán)後傳輸到機(jī)床上。一般來說,不(bú)能直接傳輸CAM 軟件內部(bù)產生的刀軌到機床上進行加工,因為各種類型的(de)機床在物理結構和控製係統方麵都不盡相同,故(gù)對NC 程序中指令和格式的要求也不相同。因此,刀(dāo)軌數據必須經過處理以適應每種機床(chuáng)控製係統的特定要求,後處理的目的是使刀(dāo)軌數據變成機床能夠(gòu)識別的(de)刀軌數據,即NC 代碼[1]。
對(duì)三軸機床而言,後處理的定(dìng)製相(xiàng)對容易。但隨著數控(kòng)技術的不斷發展,多軸數控機床(chuáng)的應用越來越普(pǔ)遍,而多軸機床的後(hòu)處理涉及第四軸與第五軸旋轉或擺動,使得後置處理變得複雜(zá)。文中介紹(shào)利用NX/Post Builder 8. 0 建(jiàn)立一個適合FANUC 0i-MD 係統的四軸加工中心(xīn)後處理過程。
1、 NX/Post 用戶化設置
程序,但其往(wǎng)往不能滿足不(bú)同用戶的需求,這就需要用戶在現有機床控製係統的基礎上根據自己的需求進(jìn)行修改(gǎi)和設置[2]。其過程主(zhǔ)要包括(kuò): 選定控製係統、設置機床主要參數、定製程序頭/操作頭、定製程序尾/操作尾、設置自動換刀(dāo)、刀具軌跡(jì)設置等。
1. 1 建立後處理
啟動NX/Post Builder8. 0 後,點擊“Options”中的“Language”選項,選擇“中文( 簡體) ”作(zuò)為界麵語言(yán)。選擇“新建”按(àn)鈕(niǔ),在彈出的對話框中輸入後處理名稱,根據機床特性及其控製係統,命(mìng)名為(wéi)“fanuc_mill_table_4A_metric”; 後處理輸出單位選擇“毫(háo)米”; 在“機床”選項組中選擇“銑床”和“4軸帶(dài)輪盤”; 在控(kòng)製器中選擇“庫”,在其下拉菜單(dān)中選擇“Fanuc_6M”,點擊“確認”進入機床運動學參數設(shè)置界麵。
在“一般參數”選項中,根據實際(jì)機床參數,設定線(xiàn)性軸行程限製分別為: X 軸1 020 mm、Y 軸635 mm、Z 軸610 mm。線性運動分(fèn)辨率最(zuì)小(xiǎo)值為0. 001,其餘參數默認。在“第四軸”選項中,設(shè)置加工台旋(xuán)轉平麵為(wéi)“YZ”,文字指引線設為“A”;根據機床第四軸轉台所處位置,選擇軸旋轉為“反向”,軸限製( 度(dù)) 最大值(zhí)設為99 999. 999,最小值(zhí)
為- 99 999. 999,其餘參數保持(chí)默認。
1. 2 程序和刀軌參數設置
“程(chéng)序和刀軌”選項卡中共有7 項子參數,在這裏根據(jù)實際所使用的(de)四軸加工中心FANUC 0i-MD 係統的特點(diǎn)修(xiū)改程序、G 代碼、輸出設置三項內容,其餘選項默認即可[4]。在G 代碼的定義中,FANUC_0iMD 係統的公/英製和NX 後置處理器中的FANUC_6M 處理器的(de)定(dìng)義有所不同,需在G 代碼子選項(xiàng)卡中將公製模式代碼改為G21 ( 原為(wéi)G71) ,英製模式代碼改為G20 ( 原為G70) [3]。
( 1) 程序頭設置(zhì)
在“程序”子選項卡中選擇“程序起始序列”來定義開始程序,添加G21、G49、G80、G64 等代碼(mǎ),刪(shān)除不需要(yào)的G 代碼。為使後處理輸出的NC 代碼(mǎ)便於編程人員(yuán)檢查(chá),在程序頭增加名為“comment_for_start_of_program”的定製命令輸出操作日期、程序員名稱以及(jí)文件名等信(xìn)息,代碼如下:
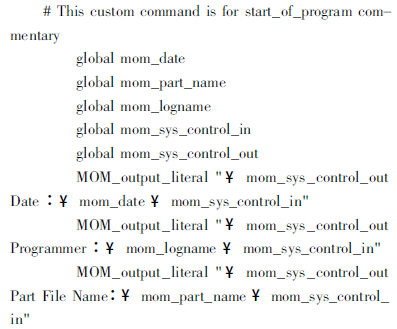
最終程序頭形式如圖1 所示(shì)。
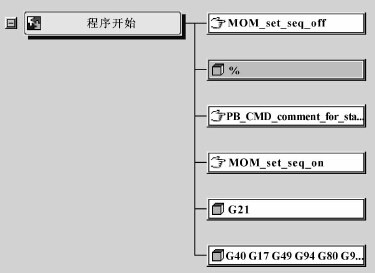
圖1 程序頭
( 2) 操作頭設置(zhì)
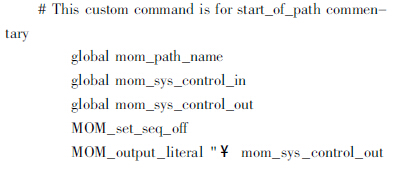
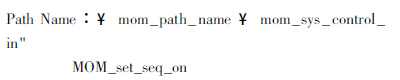
點擊(jī)“操作起始序列”,此選項可定(dìng)義(yì)操作開始到切(qiē)削運動之間的刀軌開(kāi)始、自動換刀、手工(gōng)換刀、初始移動等事件。在“刀軌開始”事件(jiàn)中添加“comment_for_start_of_path”的定製命令,輸出加(jiā)工操作工序名稱,代碼如下:
在“自動換刀”和“手工換刀”事件中添加名為“comment_for_tool_change”的定製命令(lìng),輸出刀具號、刀具名稱、刀具半徑和刀具長度。代碼(mǎ)如(rú)下:
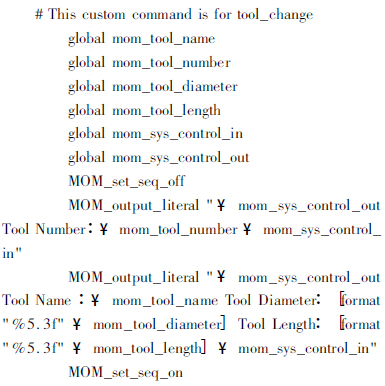
定義好刀軌開始、自動換刀和手工換刀事件後,其餘事件保持默認,定義後界麵如圖2、圖3 所(suǒ)示。
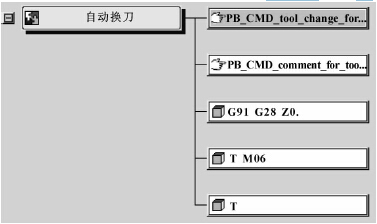
圖2 操作頭自動換刀(dāo)指令
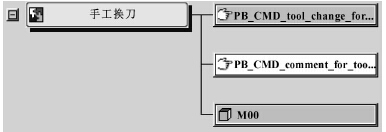
圖3 操作頭手工換刀指令
( 3) 操作尾和程序尾設置
“操作結束序列”定義最後的退刀運動到程(chéng)序尾之間的主軸停轉、冷卻液停、抬刀等事件,按需求添加M09、M01、G91、G28 等命令,結果如圖4 所示。
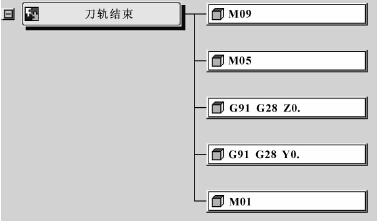
圖(tú)4 操(cāo)作尾(wěi)
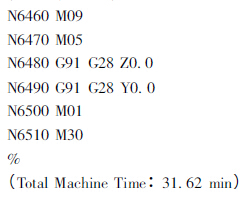
“程序結(jié)束(shù)序列”定義從最後一個操作到程序結尾(wěi)之間的事件。在程序結束後,為了方便加工人員(yuán)預知程序(xù)加工時間, 可在程序末尾(wěi)添加一個名為“total_time”的定製命令來計算加工時間並與NC 代碼一起輸(shū)出(chū),程序(xù)代碼如(rú)下:

程序尾定義完成後如圖5 所示。
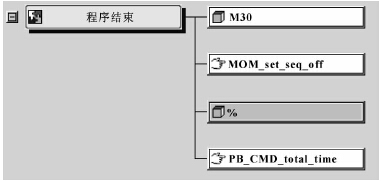
圖5 程序尾
最後,定製程序文(wén)件的拓展名,點擊“輸(shū)出設置”中的“其他選項”,將“N/C 輸出文件拓展名”改為“nc”。至此,針對該四軸加工中心的後置(zhì)處理程序已(yǐ)經定製完成。保存該後處理後退出。
2 、添加後置處理到模板文件
新建的後處理文件不(bú)會自動添加到UG NX 的後處理器中,為了在UG 後處理器中(zhōng)找到(dào)新建(jiàn)的後處理文件,需要(yào)把新建的(de)後(hòu)處理文件添加到後處(chù)理模板文件中以便調用[5 - 6]。先將生(shēng)成的後處(chù)理文件( 共3個,後綴分別(bié)為def、pui、tcl ) 拷貝到安裝目錄MACH \ resource \ postprocessor 文件夾(jiá)中(zhōng),選擇“實用程序”下拉菜單中的“編輯模板後處(chù)理(lǐ)數據文件”,在(zài)彈出的窗口中選擇“新建”,選擇fanuc_mill_table_4A_metric. pui 後處理文件,確認並保存,當提示是否(fǒu)替換原文件時,選擇“是”完成後(hòu)處理模板文件的定義。
3 、後處理驗證
采用UG NX 多軸加工模塊對如圖6 所示葉片( 附刀軌) 進行加工(gōng)。
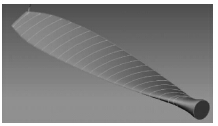
圖6 葉片三維圖(tú)
在軟件中設置好刀路後,用已(yǐ)經定製好的後置處理文件“fanuc_mill_table_4A_metric”生成NC 程序如下:
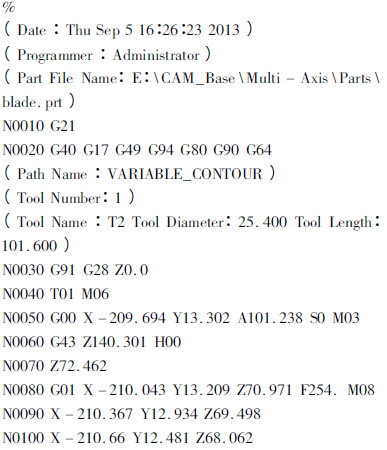
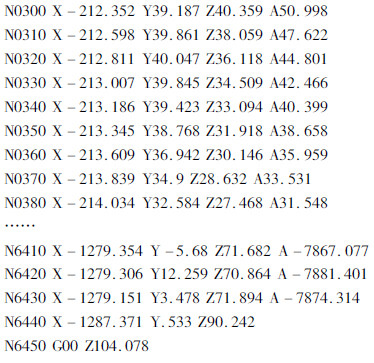
由輸(shū)出的NC 程序可看出: 程序中包含了操作日期(qī)、操作員信息、工序名稱、刀具信息以及加工所需時間,方便操作(zuò)人員對程(chéng)序的管理(lǐ)。
4、 結論
通過上述方式所(suǒ)定製的四軸立式加(jiā)工中心後置處理程序生成的NC 代碼可直接用於該加工中(zhōng)心,並不需要再進行修改,從而提高編程(chéng)效率,降低(dī)生產成本。UG NX 的後(hòu)置處理器允許用戶根據自己的需求來定製專用後置處理程序,能夠充分滿足不(bú)同機床和不同數控係統的要求。
如(rú)果您有機床行業、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年11月 金屬(shǔ)切削機床產(chǎn)量數(shù)據
- 2024年11月 分地區金屬切削(xuē)機(jī)床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車(chē)產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車(chē))產量數(shù)據