



摘要(yào):介紹了一種新型車(chē)銑(xǐ)複合加工中心的主傳動設計,其主(zhǔ)要特(tè)點是(shì)采用2 個西門子IPH7 主電機驅動,通過2 套齒形鏈傳動,既能滿足完成大扭矩的(de)車削運動需要,同時也可以完成銑削時進給(gěi)運動的消隙需要。
關鍵(jiàn)詞:車銑加工中心;主傳動;齒形鏈;雙電機消隙
0 引(yǐn)言
車銑複合加工機床具有較高的精度及豐(fēng)富的加工(gōng)性能,能夠實現一次裝(zhuāng)夾找正(zhèng)完成多個加工工序(xù),在(zài)核電、軍工、航空航天等領域被廣泛應(yīng)用。而在車銑複合加工機床中,根據機床(chuáng)的(de)用途其工作台的傳動控製方式不同。當機床進行銑(xǐ)削加工時,工作台做為銑削進給軸時被稱為C軸,C 軸需要具備分度及進給的(de)功能,可參與聯(lián)動(dòng)加工(gōng),一般要求的定(dìng)位精度及(jí)重複定位精(jīng)度較高,要求消除傳動(dòng)鏈的間(jiān)隙。當機床進行車削加工時,工作台隻作旋轉運動,對旋轉的位置不進行(háng)控製。作為C 軸時工作台需要的驅動扭矩較小,而作(zuò)為車削運動旋轉時需要的驅動扭矩較大。
1 、傳動鏈工(gōng)作原理及設計
由於一對齒輪副在實際製造過程(chéng)中很難保證每個齒的兩個齒麵同時接觸,必然會存在間隙。但是工(gōng)作台作為C 軸使用時要求傳動鏈必須(xū)消除間隙才能(néng)滿足(zú)使用要求。本設計采用2 個西門(mén)子伺服電機,通過主-從控製方(fāng)式分別控製2個伺服電機,以(yǐ)達到消除傳動間隙的目(mù)的,其布局結構如(rú)圖1 所示。
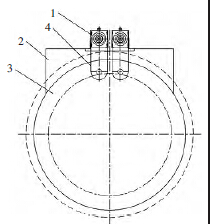
圖1 C 軸傳動(dòng)布局
1.伺服電機及減速箱2.工作台(tái)底座3.工作台4.傳動齒(chǐ)形鏈
其中,伺服電機及減速箱1 通過支架把合在(zài)工作台底座2 上,通過齒形鏈4 將(jiāng)減速箱輸出輪與(yǔ)底座上的輸入輪連接,工作台底(dǐ)座上的輸出輪與工作台3 上的(de)大齒(chǐ)圈(quān)齧合,傳動鏈共(gòng)2 套(tào),2個傳動鏈的輸出小齒輪同時與工作台的大齒圈齧合。
1.2 C 軸消隙原理
本設(shè)計中2 套(tào)伺服電機分別驅(qū)動2 個小齒輪與(yǔ)工作台大齒(chǐ)圈同時齧合,針對2 個伺服電機分別預加一對大小相(xiàng)等,方向相反的扭矩,這(zhè)就保證(zhèng)了2 個小齒輪(lún)分別有1 個齒麵是與大齒圈的齒麵(miàn)無間隙接觸(chù),如圖2 所示(shì),小齒輪(lún)1 被預加逆時針的扭矩,小齒輪2 被(bèi)預加順時針扭矩,當工作台接收(shōu)到順時針旋(xuán)轉的命令後,驅動小齒輪1的伺服電機作為主工作電機開始運轉,驅動大齒圈3 逆時針轉動,而(ér)驅動小齒輪2 的伺服(fú)電機(jī)則成為負載從動旋轉(zhuǎn)。如果(guǒ)工作台逆時針(zhēn)旋轉,則驅動小齒輪1 與驅動小齒輪2 的伺服電機主從關係逆轉,驅動小齒輪1 的伺服電機成為(wéi)負(fù)載(zǎi)。整個(gè)消隙係統的剛性取決於預加扭(niǔ)矩(jǔ)的大小,預加的扭矩越大則係(xì)統剛性越好,一般需要根據實際情況(kuàng)調整預加扭矩的(de)值(zhí)。
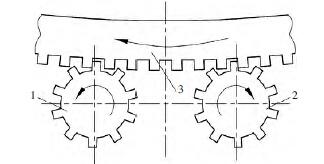
圖2 C 軸消隙原理圖
1.小齒輪2.小(xiǎo)齒輪3.大齒圈
伺服電機的(de)編(biān)碼器與工作(zuò)台中心安(ān)裝的海德(dé)漢圓光柵形成閉環控製,保證工作台(tái)準確定位。
1.3 大扭矩傳動工作原理
當機床(chuáng)進行(háng)粗加工或工作台快速啟動(dòng)時,工(gōng)作台需要(yào)提供較大扭(niǔ)矩,這時傳動(dòng)鏈上的(de)單個電機工作無法(fǎ)提供工作台實際工作(zuò)所需要的扭矩,此時,從動電機會自動(dòng)啟動,旋向與(yǔ)主動電機相同(tóng),如圖(tú)3 所示,2 個疊加工作,提供較大扭矩。
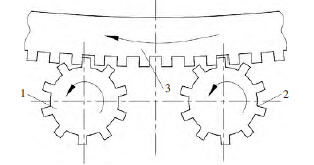
圖3 雙電(diàn)機疊加工作(zuò)原理圖(tú)
1.小齒輪2.小齒輪3.大(dà)齒圈
2 、應用實例
以我公司生產的CXH5255×35/32(北京(jīng)衛星)產品為例:工作台最大扭(niǔ)矩(jǔ)為70 kNm;工作台轉速範圍為0.5~50 r/min;電機為西門子1PH7224,功率2×55 kW;電機額定轉速為700 r/min;傳動鏈降(jiàng)速比為i=73;主傳動計算轉速為700/73=9.6 r/min。單個電(diàn)機輸出工作台最(zuì)大扭矩為T=9550×Pm×η/n=9550×55×0.85/9.6=46.5 kN·m,46.5×2=93 kN·m>70 kN·m,因(yīn)此滿足使用要求。
3 、結語
雙電機消隙技術具有結構簡(jiǎn)單(dān)、傳動效率高、適應高速傳動、裝配容易等優點,廣泛用於大型機床的進給傳(chuán)動係統,但該技術應用於立式車銑複合加工中心工作台主傳動係統在國(guó)內尚處於探索階段,隨著立式(shì)車銑複合加工中心市場需求數(shù)量的增加(jiā),該技術的應用會越來越廣泛。
如(rú)果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床(chuáng)產量數據(jù)
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械加工過程(chéng)圖示
- 判(pàn)斷(duàn)一台加工中心精度的幾種辦法
- 中走絲(sī)線切(qiē)割機床的發展趨勢
- 國產(chǎn)數控(kòng)係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多(duō)年,為何還是小(xiǎo)作(zuò)坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現(xiàn)實(shí)麵前,國人沉(chén)默。製造(zào)業的騰飛,要從機床(chuáng)
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻(gōng)螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別