



摘要: 分(fèn)析了國內(nèi)外誤(wù)差(chà)參數識別的方法,介紹了分步對角(jiǎo)線法(fǎ)識別和檢測數控機床空間幾何誤(wù)差的過程和步驟,通過改進(jìn)的分步(bù)對角線法,全麵識別空間幾何誤差的21 項誤差元素。為後續機床誤差補償提供理論依據。
關(guān)鍵詞: 空間幾何誤差; 誤差識別; 分步體對角線法
0 引言(yán)
數(shù)控機床(chuáng)空間(jiān)幾何誤差模型建立以後,幾何誤(wù)差建模參數辨識的準確性對空間定位誤差的影響極大,不準確的誤差參數使其誤差模型計算結(jié)果背離實際誤(wù)差值,可能使定位誤(wù)差補償後不但沒有減小(xiǎo),反而增大。建立一套準確、可靠、方便實用的辨識方法是實現高精(jīng)度空間誤差補(bǔ)償的關鍵 。
在數控(kòng)加工中心誤差辨識(shí)是一項複雜而費時的工作,國內外許多(duō)學者開展了(le)多方(fāng)麵的研究,開發出了不(bú)少(shǎo)的誤(wù)差辨識方法, 22 線法[2]、15 線法[3]、14 線(xiàn)法[4]、9 線法[5]等,它們各有特色,為進(jìn)行誤差辨識提供了多種選(xuǎn)擇(zé); 但是這些方法在測量時需特殊的測量元件,也比較複雜、耗(hào)時。為了便於機床空間位(wèi)置精度的快速(sù)檢定,國際標準(zhǔn)IS0230—6 推薦了一種(zhǒng)沿著體對角(jiǎo)線進行數控機(jī)床精度檢驗的方法[6]。但是,這種方法無法獲得足夠的信息(xī)進行(háng)誤差元(yuán)素的分離,不能成(chéng)為獲取誤差(chà)補償信息(xī)的方法。為給誤差補償提供更充分的信(xìn)息,本文將分步對角(jiǎo)線法引入平麵,完全辨識全部的誤差參數。
數控機床的空間幾何誤差包括直線度誤差、直線定位誤差、垂直度誤差、轉(zhuǎn)角(jiǎo)誤差等,這些(xiē)誤差對機床精度的影響起決(jué)定因素。以三軸加工(gōng)中心為(wéi)例,共有21 項幾何誤差元素[7],其中δx ( x),δy ( y),δz ( z)為直線定位誤差;δy ( ) x ,δ z ( x),δx ( y),δz ( y),δx ( z),δy ( z)為直線度誤(wù)差,εx( x),εx ( y),εx ( z),εy ( x),εy ( y),εy ( z),εz ( x),εz ( y),εz( z)為角(jiǎo)度誤差; εxy、εyz、εzx為(wéi)垂直度誤差。在上述誤差(chà)元素參數中,下標表(biǎo)示(shì)誤差的方向(xiàng),括號內的字(zì)母表示運動軸的(de)方向。
1 、體對(duì)角線法誤差(chà)辨識的基本(běn)原理
體對角線法即空(kōng)間體對角線測量法是近幾年(nián)開(kāi)發出的數控加工(gōng)中心三個直線軸誤差(chà)辨識方法,通過進一步改進後(hòu)的建模(mó)方法簡(jiǎn)便、通用; 建模時,消除(chú)了不確定假設條件; 采用改進的空間體對角線測(cè)量法,可以(yǐ)改善數控機(jī)床(chuáng)誤差參數的辨識精度,提高測量效率。針對txyz 形式的數控加工中心進行了詳細的分析。
圖1 為加工中心的一條體對角線,且沿xyz 三個坐標軸的正方向,定(dìng)義為ppp,其他三(sān)條(tiáo)對角線根(gēn)據是否沿坐標軸正方向來一次定義為(wéi)pnp、ppn、npp; p 表示沿坐標軸正方向,n 表(biǎo)示沿坐標軸負方向。在圖(tú)2 中,進行(háng)對角線測量時,先把對角線分成m 個測定點,假如體對角線的起點為( xs, ys, zs) ,終點為( xe,ye, ze) ,則(zé)幾個連續測(cè)點在x、y、z軸上坐標(biāo)變量為Dx、Dy、Dz。
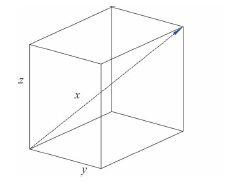
圖1 加工中心工作空間(jiān)體對角線
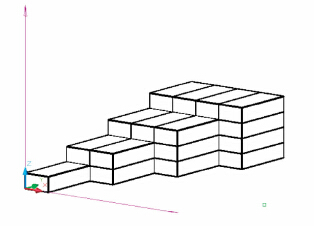
圖2 分(fèn)步體對角線測量原理
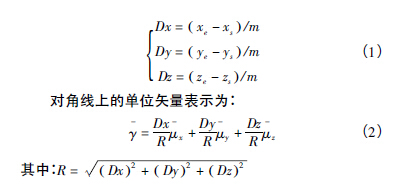
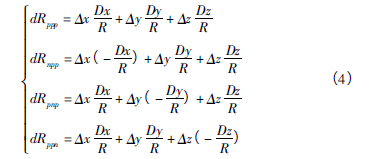
加工中心空間定位誤差對角線測量一般公式為:
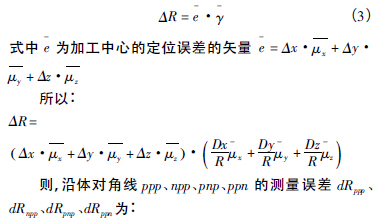
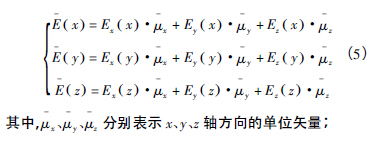
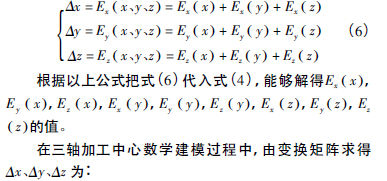
數(shù)控加工中心沿x、y、z 三個坐標軸空定位間誤差的矢量表示為:
式( 8) 中給出了(le)9 項位置誤差與17 項分項誤差間的(de)關係; 但是,因為(wéi)隻有9 個等式,是無法求解(jiě)17 個分項誤差值的,因此無法(fǎ)完全識(shí)別17 項誤差元素。
2 、改進的體對角線方法的對數控加工中心空間誤差的識別新方法
為了能夠識別三軸加工中(zhōng)心(xīn)的全部21 項空間幾何(hé)誤差,可以通過直接測量一些誤差元(yuán)素(sù),然後(hòu)結合(hé)前麵已(yǐ)知的(de)誤差元素與定位誤差的關係進行求解; 考慮實際情況和簡化(huà)測量過程,可以通過引入(rù)平(píng)麵對角線的測量( 圖3) 。
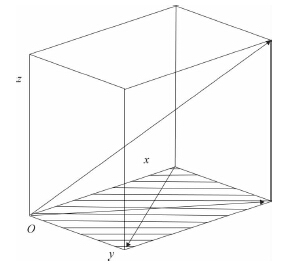
圖3 體對角線在xoy 麵上的投影圖
平麵對角線的測量相對於(yú)單向誤差元素的測量包(bāo)含了更多的誤差元素的信息,並(bìng)且可(kě)以使用現有的測量設備和元件,無需增加測量成本,可以減少測量所增加的(de)路徑,減少
測量時間。下麵對平麵對角線的測量方法(fǎ)進行(háng)詳細介紹。
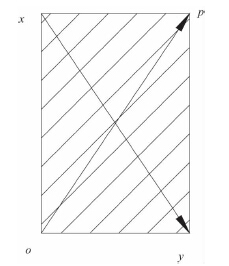
圖4 xoy 平麵(miàn)體對角線圖
圖3 中(zhōng)體對角線ppp 的投影(yǐng)在xoy 麵上形成的麵對(duì)角線op,記作ppz,另一條平麵(miàn)對角(jiǎo)線記作,npz; 這裏定(dìng)義的兩(liǎng)條(tiáo)xoy 平麵對角線圖4 與體對角線的區別主(zhǔ)要(yào)在於字母z,其表示為z 軸坐標不(bú)發生變化。
根據式( 4) 同(tóng)理可以得到(dào)平(píng)麵對角線的公式:
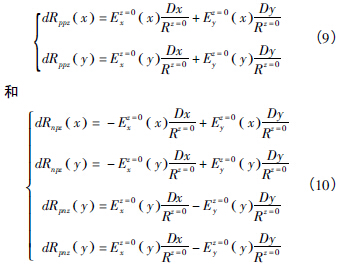
式(shì)中: z = 0 表示在立體空間(jiān)中z 的坐(zuò)標為0,即在xoy 平麵內,同理下麵的公式中y = 0,x = 0,均表示在xoz 平麵內和yoz 平麵內。由上式得到:


通過對三個平麵的六條對角線的測量,得到了12 個方程( 式14 - 16) ,再加上前麵的(de)式( 8) 中的9 個方程,總共(gòng)21 個方程,其中重複方程有3 項,因此(cǐ),公式有18 項,而在txyz 型的數控加(jiā)工(gōng)中心的空間(jiān)幾何誤差元素未知變量共(gòng)計17 個,足可以辨識這些誤差元素。
3 、結論(lùn)
體對角線法作為一種快(kuài)速檢驗機床空間幾何誤差的方法,已被國際標準化組織作為一(yī)種推薦的方(fāng)法寫入了機床幾(jǐ)何精度(dù)檢驗文件( 國際標準IS0230 - 6) 。它為三軸加工中心空間幾何誤差精度的檢驗提供了一種很好的方法。但是,對於該方法來說,無法對三軸(zhóu)加工中心的21 項空間幾何(hé)誤(wù)差進(jìn)行全部的識別,它存在(zài)兩個問(wèn)題,1) 該(gāi)方法存在無法正確反映真實的空間定位精度的可能性; 2) 由於該方法測量的四條(tiáo)對角線的點數據有限,所測的數據用於誤(wù)差補償是(shì)不充分的。而改進的分步體對(duì)角線(xiàn)法(fǎ),通過增加對平麵對(duì)角線的測量,增加了誤差方程,能夠全麵的反映三軸加工中心空(kōng)間(jiān)幾(jǐ)何誤差的21 項誤(wù)差元素。並且為下一(yī)步誤差補償提供了全麵的誤差信息。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘(chéng)用車(轎車)產量(liàng)數據
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害(hài)人(rén)害(hài)己!不倒(dǎo)閉才
- 製造(zào)業大逃亡
- 智(zhì)能時代,少談點智(zhì)造,多談(tán)點製(zhì)造
- 現實麵前(qián),國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方(fāng)法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別