



摘要:數控加工除了具備設備(bèi)、刀具和程(chéng)序以外,如何(hé)精確確定加工坐標係也即編程坐(zuò)標係是高質量完(wán)成數控加工(gōng)的關鍵。本文以龍門式加工中心角度銑頭銑削加(jiā)工螺旋溝紋輥為例,詳細介紹(shào)當角度銑頭旋轉角度(dù)後,如何手工(gōng)確定編程零點的(de)技巧與(yǔ)方法。
數(shù)控加工效率高、精度高,除了機(jī)床本身精度(dù)和程序(xù)的精度(dù)以外,對刀是非常關鍵的因素之一。對刀的目的是確定編程(chéng)原點在機床坐標係中的位置,對刀點可以設在零件上、夾具上或機(jī)床上,對刀時應使對刀點與刀位點(diǎn)重(chóng)合。數控加工有多種對刀方式,如手(shǒu)動對刀、對刀儀對刀及A TC對刀等。手動對刀,即試切(qiē)對刀。由(yóu)於(yú)其對刀簡單、可靠、易操作(zuò)、經濟(jì),因此得到廣泛(fàn)應用。缺點是精度(dù)不是很高,而且對刀精度因人而異。不同機床(chuáng)、不同的(de)零件結構,其手動對(duì)刀的難易程度(dù)不同。如(rú)龍門式加工(gōng)中心角度銑頭在非坐標(biāo)軸(zhóu)方向加工時對刀等等(děng)。
本文(wén)介紹采用角度銑頭、三麵刃銑刀加工(gōng)螺旋溝紋輥時,如何借助輔助用具進行對刀的技巧與應用。
1. 加工方案
如圖(tú)1所示,移動輥的(de)圓周上有40條螺旋(xuán)角度為30°的螺旋溝槽,每個溝槽的(de)斷麵形狀是直(zhí)角三角形。在完成其他工序之後,需要在龍門(mén)式數控加工中心上,采用直角銑頭,逆時針旋轉30°後銑螺旋溝(gōu)槽。根據溝槽結構的特殊性和溝槽的數量,決定采用三麵刃成(chéng)形銑刀成形加工(gōng)。由於同類的輥有多個,因此采用手工編程、宏程序。
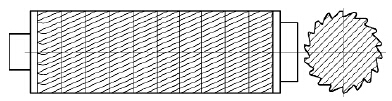
圖1 移(yí)動輥示意圖
2. 對刀
由於直角銑頭工作時的狀態必須是刀軸線垂直(zhí)於螺旋槽,也就(jiù)是說刀盤在X-Y平麵的投影直徑線(見圖2中刀盤(pán)端線)必須與螺旋槽同方向。然後隨著工作台的移動、機床A軸(zhóu)的轉動和刀軸的轉動,在程序(xù)的控製下,便(biàn)可加(jiā)工(gōng)出螺旋(xuán)溝槽。但前提是要找出工作狀態下編程零點在機床坐標係中(zhōng)的位置。隻有找(zhǎo)出編程零點的位置,程序才(cái)能控製各軸準確動作,加工(gōng)出工(gōng)件。
(1) 標準棒(bàng)心到編程(chéng)零點的距離。由圖2可以看出(chū),如果將編程零點直(zhí)接作為對刀點,當刀軸旋轉30°後,無法精確(què)的對出這一(yī)點, 因此隻能采用輔助用具,將(jiāng)對刀點(diǎn)設在容易對出的位置。本案采用圓形標準棒的圓心(xīn)作為對刀點,具體對刀步驟如(rú)下:①將(jiāng)一個標準棒固定到工作台麵任何位(wèi)置,為方便可固定在工件附近。②將百分表固定在軸上(機(jī)床主軸),測得標準(zhǔn)棒X方向最外(wài)緣點到移動輥端的距離L,又根據已知的標準棒直徑和螺旋槽起點到輥端(duān)的距離h算出圖中標準棒心到編(biān)程零點的距離X為L+h-d/2。同理測出標準棒Y方向最外緣點到移動輥上緣的距離b,然後計算出Y(L1)為D/2+b-d/2,式中D為輥徑。除了(le)用百(bǎi)分表外,還可使用對刀棒對出標準棒心到編程零點的X、Y值。
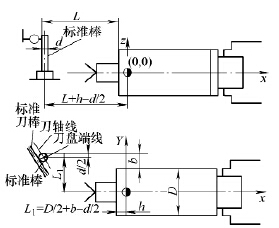
圖2 對刀(dāo)計算圖
(2)編程零點確(què)定。在直(zhí)角頭中安裝一標準刀棒,然後沿Y軸(zhóu)方向逆時針旋轉30°,如圖2俯視圖中所示(shì)。將刀棒與標準棒相切(見圖2俯視圖(tú)),此時刀棒與(yǔ)標準棒(bàng)的切點距標準棒(bàng)心的距離為d/2。將(jiāng)刀棒抬起,平移d/2,實際中是工(gōng)作台沿X負方向平移d/2,此時刀棒中心線的位置,也即刀軸線的位置。鎖定X、Y,抬Z軸,卸下刀棒,換上三麵刃銑
刀,如圖3所示,調整Z軸,使(shǐ)刀位點與標準棒端麵(miàn)圓心點重合,如圖2中俯視(shì)圖所示。在G54坐標中,分別移動X(L+h-d/2)、Y(D/2+b-d/2)的(de)距離,然後清零,即找到了(le)直角銑頭旋轉30°時,使用三麵刃(rèn)銑刀加工(gōng)螺旋溝槽的編程零點。工件的裝夾示意圖如圖4所示。
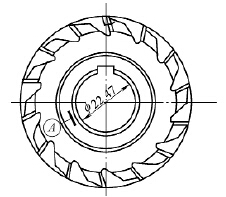
圖3 三麵刃成形銑刀示意圖
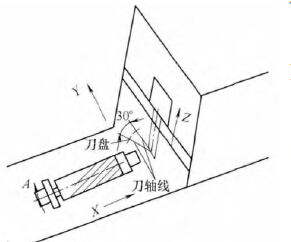
圖4 工件裝夾及刀具定位示(shì)意圖
3. 結語
刀軸成一定(dìng)角度,需要工作台旋轉或刀軸(zhóu)旋轉一定(dìng)的角度後才能進行加工的工況中。
對於粗(cū)加工後還需熱處理或時效等其他工序的工(gōng)件,工件轉序前要在編程(chéng)零(líng)點作標記(jì),再上床時需要重新對零點。為了保證對刀精度,最好粗精加工由同一個操作者、使用同樣的輔具進行對(duì)刀,否則會產生較大的誤差或調整困難。
批(pī)量生(shēng)產時,還是采用(yòng)更簡便高效、更準確的方法為易。但當條件不具備時,采用輔助對刀(dāo)點(diǎn)進行手動對刀的方法還是必(bì)不(bú)可少的。
如果您(nín)有機床行業、企業相關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月(yuè) 金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新(xīn)能源汽車銷量(liàng)情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據