



摘要:當臥式加工中心(xīn)加工非正交平麵時,工件坐標係的建立是個難題。本文介紹了利用FANUC 係統的宏編程技術,針對非正交平麵,開發工件偏置自動創建宏程序的過程。該宏程序能夠自動(dòng)讀取已知數據,計(jì)算(suàn)工件偏置,向數控係統輸入(rù)計算結果,從而實現自動建立工件坐標係(xì)的功能(néng)。
臥式加工中心(xīn)是指機床主軸處於水平狀態(tài)的加工(gōng)中心,這類機床通(tōng)常配置一個繞固定軸線360 度(dù)旋轉的分度工作台,X、Y、Z 三個直線坐標軸加一個回轉坐標軸,適合箱體(tǐ)類零件的加工,工件一次裝夾,除了(le)安(ān)裝底麵和頂麵之外,可以完成至少四個側麵的(de)加工。
臥式加工中心加工零件時,每個角度平麵都要建立工件坐標係。在0°、90°、180°、270°這四個正交平麵上,操作工可以方便的通過量棒(bàng)或探(tàn)頭等工具,測量工件偏置值,建立工件坐標係。但(dàn)是,當加工非正交平麵(如30°平麵)時,測量工件偏置是(shì)個繁瑣但必需要解(jiě)決的問題。
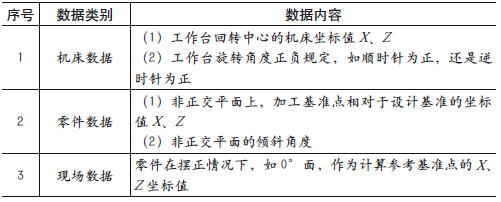
確定非正交(jiāo)平麵工件偏置的方法有多(duō)種,其中最常用的方法是,技術人員通過手工計算或(huò)者(zhě)電腦(nǎo)繪圖確定。在計算之前,需要收集機床數據、零件數據和現場測量數(shù)據三個方麵的信息,如表所示。其中機床數據和零件數據對於特定(dìng)機床和零件(jiàn)是固定的,而現場數據需要零件在機床上裝夾、定位後才能測量,因(yīn)此,出現了技術員等待操作(zuò)工現場實測數據,而操作工等待技術員計算結果的現象,造成機床停機,降低了機床有效作業率。為(wéi)了解決非正交平麵加工基準點工件偏置的計算問題,我們利用數(shù)控係(xì)統的宏編程功能,開發了針對多種(zhǒng)數控係統的宏程(chéng)序,作為固定循環(huán)植入數控係(xì)統,可以實現任意角度平麵工件偏置的自動創建功能,徹底解決了現場人工計(jì)算工件偏置的環節(jiē)。下麵以FANUC 係統為例,介紹宏程序的開發過程和具體應(yīng)用。
當(dāng)臥式加工中(zhōng)心加(jiā)工非正交平麵時,工件坐標係的建立是(shì)個難題。本文介紹了利用FANUC 係統的宏編程技術,針對非正交平麵,開發工件偏置自(zì)動創建宏程序的過程。該(gāi)宏程序能夠自(zì)動(dòng)讀取已知數據,計算工件(jiàn)偏(piān)置,向數控係統輸入計算結果,從而實現自(zì)動建立工件坐標係(xì)的功能。
表 人工(gōng)計算工件偏(piān)置(zhì)需要收集的數據信(xìn)息
一、推導工件偏置的數學(xué)計算(suàn)模型
開發宏程序的關鍵點和難點(diǎn)在於根據已知條件,推導正(zhèng)確的工件偏置計算公式。為此,我們建立以下命題,如圖1 所示,工件在擺正(0°)的情況下,已知工件上一個(gè)參考基準點(diǎn), 該點相對於機床零點的坐標為(XG54,YG54,ZG54),機床工作(zuò)台的回轉中心相對於(yú)機床(chuáng)零點的坐標(biāo)為(X 回,Z 回),已知工件上任意(yì)一點A,該點(diǎn)相(xiàng)對(duì)於參考基準點的坐標(biāo)值為(I,J,K)。如圖2 所示(shì),當工件旋轉任意角(jiǎo)度β°後,點A 轉(zhuǎn)到點B,求點B 相對(duì)於機床零(líng)點的坐標值(zhí)(X 偏,Y 偏,Z 偏)。
推(tuī)導過程:
如圖3 所示,在(zài)Z-X 坐標係下。
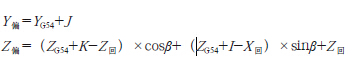
Z偏=Z+Z回=R×cos(α-β)+Z回=R×(cosαcosβ+sinαsinβ)+Z 回=R×cosαcosβ+R×sinαsinβ+Z 回X偏=X+X回(huí)=R×sin(α-β)+X回=R×(sinαcosβ-cosαsinβ)+X 回(huí)=R×sinαcosβ+R×cosαsinβ+X 回綜合圖1、圖2 的數據,計算結(jié)果(guǒ)如圖4 所示。R×cosα=ZG54+K-Z 回(huí)
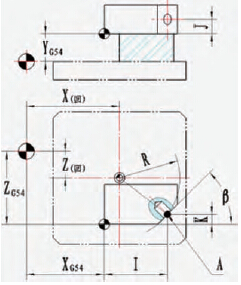
圖1 工件偏置計(jì)算命題的已知條件
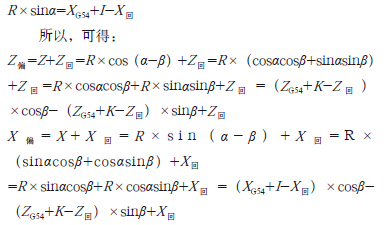
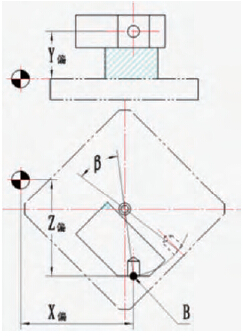
圖2 工件偏置計算命(mìng)題的求解目(mù)標
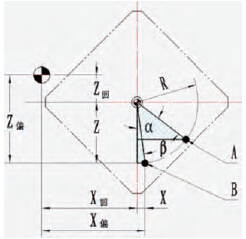
圖3 工件偏置推導關鍵三角(jiǎo)形示意圖
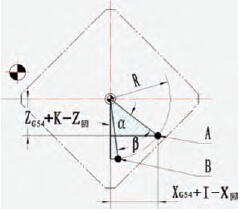
圖4 工件偏置關鍵三角形直角邊計算公式
因(yīn)為Y 軸方向的工件偏置和工作台旋轉無關(guān),所以,根據已知條件,最(zuì)終點B 的工件偏置計算公式如下(xià),經過驗證,公式準確(què)無誤。工(gōng)件偏置計算公式:
![]()
程序正文
O7010(CW+ CCW-)
#4=0
#6=500
IF[[#1GE1]AND[#1LE48]]GOTO10
IF[[#1GE54]AND[#1LE59]]GOTO20
N10 #20=#[7001+[#1-1]*20]
#21=#[7002+[#1-1]*20]
#22=#[7003+[#1-1]*20]
GOTO 30
N20 #20=#[5221+[#1-54]*20]
#21=#[5222+[#1-54]*20]
#22=#[5223+[#1-54]*20]
N30 #7=#20+#24-#4
#9=#22+#26-#6
#17=#7*COS[#2]-#9*SIN[#2]+#4
#18=#21+#25
19=#9*COS[#2]+#7*SIN[#2]+#6
IF[[#11GE1]AND[#11LE48]]GOTO 100
IF[[#11GE54]AND[#11LE59]]GOTO 200
N100 #8=#11
G90 G10 L20 P#8 X#17 Y#18 Z#19
GOTO 99
N200 #8=#11-53
G90 G10 L2 P#8 X#17 Y#18 Z#19
N99 M99
注釋說明
→程序名
→工(gōng)作台回轉中心相(xiàng)對機床零點的X 值
→工作台回轉中心相對機床零點的Z 值(zhí)
→判斷,滿足(zú)條件跳到N10 程序段
→判(pàn)斷,滿足條件跳到N20 程序段
→提取G54.1 P1-P48 X 坐標值
→提取G54.1 P1-P48 Y 坐(zuò)標值
→提取G54.1 P1-P48 Z 坐標(biāo)值
→跳到N30 程序段
→提取(qǔ)G54-G59 X 坐標值
→提取G54-G59 Y 坐標值
→提取G54-G59 Z 坐標值
→數據計算
→數據計算
→計算工作(zuò)台旋轉後工件(jiàn)偏置的(de)X 坐標
→計(jì)算(suàn)工作台旋轉(zhuǎn)後工件偏置的Y 坐標
→計算工作台旋轉後工件偏置的Z 坐標
→判斷,滿足(zú)條(tiáo)件(jiàn)跳到N100 程序段
→判斷,滿足條(tiáo)件跳到N200 程序段
→變量賦值
→將(jiāng)計算結果輸入到指定的G54.1 P1-P48
→跳到N99 程序(xù)段
→變量賦值
→將計算結果輸入(rù)到指定(dìng)的G54-G59
→程序結束
二、FANUC 係統宏程序的編製
要實現“工件偏置”自動創建功能,需要利(lì)用數控係統的宏編(biān)程平台,開(kāi)發(fā)一個能夠根據已知條件,自動讀取參考基準點的現場測量數據,自動計(jì)算工件(jiàn)偏置數據並寫入數控係統的宏程(chéng)序(xù),然(rán)後將該宏程序存儲(chǔ)到數控係統內存中,作為機(jī)床定(dìng)製(zhì)固(gù)定循環使(shǐ)用,通過零件加工主程序中編製(zhì)宏調用指令調用,實現各種非正交平麵工件坐標係的自動創建。
按照上述思路,我們根據上麵推導的數學計算模型(xíng),針(zhēn)對FANUC 係統,開發了能夠根據已知(zhī)數(shù)據,實現“工件(jiàn)偏置”自動計算和輸入的宏程序(xù),宏程序(xù)結構及注釋如下。
三、宏調用指令及使用說明
根據編製的宏程(chéng)序(xù),我們確定FANUC 係統的宏調用指令格式如下。
G65 P_ A_ X_ Y_ Z_ B_ H_
注釋:
G65 (宏調用指(zhǐ)令)
P_ (調用的宏程序號,如P7010)
A_ (參考基準點的工件偏置號,1-48 或54-59,對應坐標係G54.1 P1-P48 和G54-G59)
X_(非正交平麵坐標係原點相對於參考基準點的X 坐標值,有+/- 之別)
Y_(非正交平麵坐標係原點相對於參考基(jī)準點的Y 坐標值,有(yǒu)+/- 之別)
Z_(非正交平麵坐標係原點相對(duì)於參考(kǎo)基(jī)準(zhǔn)點的Z 坐標值,有+/- 之別)
B_(旋轉角度)
H_(建(jiàn)立非正交(jiāo)平麵(miàn)坐標係的工件偏置號(hào),1-48 或54-59,對應坐(zuò)標係G54.1 P1-P48 和G54-G59,注意和A_ 中的不要相同)
四、宏程序特點及注意事項
(1)該(gāi)宏程序僅適用於工作台順時針旋轉為正的機床,否則,需要適(shì)當調整。
(2)針對不同的臥式加工中心,因回轉中心(xīn)的機床坐標不同,需要查閱機床手冊(cè)或者根據實際校調數(shù)據,對宏程序中 #4 和#6 的(de)變量(liàng)值進行調整,其中#4 對應X,#6 對(duì)應Z。
(3)使用前,必需在零件“擺正”狀態下,建議為0°,測(cè)量參(cān)考基準點的坐標偏置值,輸入宏調用指令(lìng)參數A 指定的偏置(zhì)中,如G54,建立計算基準點,供宏程(chéng)序內部計算調用。
(4)宏(hóng)調用指令中,由(yóu)參數(shù)A 和H 指定參考點偏置號和建立非正(zhèng)交平麵工件零點偏置號,可以根(gēn)據(jù)程序中(zhōng)非正交平(píng)麵的(de)數量,選擇G54-G59,或者G54.1 P1-P48,二者不能相同。
(5)宏調用指令中,參數A 和H 要正確輸入(rù),超出取值範圍的賦值(zhí)將會觸發報警。
(6)宏調(diào)用指(zhǐ)令一般放在主程序的開始,零件有幾個非正交平(píng)麵,就需要幾行宏調用指令,主程序執行時,工件偏置(zhì)自動計算,並寫入數控係統指定的工(gōng)件偏(piān)置(zhì)設定區,建立工件坐標係,供主程序(xù)調用。
五、效果驗證
宏程序編製完成後,為了驗證工件偏置(zhì)自動創建功能的有效性,計(jì)算數據準確(què)性,我們設計了5 組不(bú)同數據,在公司兩台配置FANUC 310i 係統的(de)臥式加工中心上進行(háng)驗證,采用的(de)方法是(shì)分(fèn)別在(zài)兩(liǎng)台設備上進行不同旋轉角度的數值驗證,並將(jiāng)計算結果與CAD 軟件繪圖采集(jí)的數據進行對比,二者計算結果完全一致。
六、結語(yǔ)
利用FANUC 係統的宏編(biān)程技術,開發的臥式加工中心工件偏置自動創建(jiàn)功能,解決了臥式加工中心(xīn)在加工非正交平麵時(shí),工件坐標係的(de)建立難題,消除了人工重複計算工件偏置的環節,降低了技術人員的工作量和出錯率,減少了機床停機等待時間。
如(rú)果(guǒ)您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能(néng)源汽(qì)車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據