



加工中心主軸鬆拉刀功(gōng)能的優化控製
2024-7-29 來源: 蘇(sū)州市職業大學 機電工程學院 作者:董曉嵐
摘要:鬆(sōng)拉刀控製(zhì)作(zuò)為數控機床主軸係統的核心功能對加工中心運行的穩(wěn)定性和可靠性都(dōu)有重要(yào)意義。針對加工中心運行中可能出現(xiàn)的機床運行前未緊刀、主(zhǔ)軸運(yùn)行中鬆刀(dāo)、刀庫換刀前刀具異常以及手動鬆刀誤動(dòng)作等(děng)鬆拉(lā)刀(dāo)故障在 PLC 控製係統中設計相應的(de)優化,實現在機(jī)床電氣控製(zhì)端對機床機械故障進行(háng)防控的優化功能。重點優化圓盤式刀庫換刀機(jī)械手在換刀過程中(zhōng)由(yóu)於換刀機械(xiè)手動作未到位引起的鬆拉刀故障。優化功能在 KND 2000 Ci數控係統加工中心上進行了可行性驗證,控製效果佳。
關鍵詞 :鬆拉刀 主軸係統 PMC 設計
1、引言
加工中心主軸係統的鬆拉刀控製功能用於實現主軸上刀具在自動換刀及手(shǒu)動工作方(fāng)式下鬆刀與緊刀的操作。自動鬆拉刀係統是(shì)主軸係統的核心組件,加工中心正常工作時,主軸通過內部的拉刀爪(zhǎo)拉緊刀具,刀具緊緊地卡在主軸上;加工中心在手動換刀或者自動換刀時,氣動係統提供鬆刀力壓縮主軸內部的拉刀爪,主軸刀具(jù)被鬆開[1-2]。試驗機床選用台灣(wān) HSK BT40 拉刀爪(見圖 1),最大可提供 18kN拉刀力,65Nm 鎖緊扭矩,打刀行程 6mm。選用亞德(dé)客 NPM 3.5T 打(dǎ)刀氣缸(gāng)(見圖 2),出力 3.5 T,打刀行程 13mm 以內,頂刀量在(zài) 0.4~0.7mm 之間。
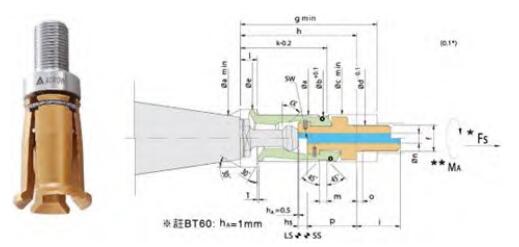
圖 1 主軸鬆(sōng)拉刀結構
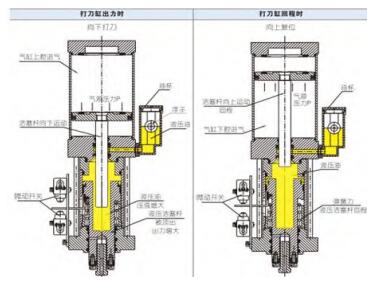
圖 2 打刀氣缸工作(zuò)原理
2、鬆(sōng)拉刀控(kòng)製功(gōng)能
主軸鬆拉刀功能的基(jī)本控製目(mù)標是拉緊刀具時,要求刀具必須(xū)在主軸上卡緊,不得鬆動;鬆開主軸刀具時,鬆刀動作要快速穩定且可(kě)靠性高。加(jiā)工(gōng)中心(xīn)主軸(zhóu)自動鬆拉刀控製常規(guī)的功能如下:
(1)自動運行(AUTO)和 MDI 方(fāng)式:主軸停止狀態下,實(shí)現任何位置的鬆刀和拉刀操作。
(2)手動方式(JOG):由一個按鈕實現主軸鬆拉(lā)刀控製:按(àn)下按鈕時,鬆刀輸出;鬆開按鈕時,緊刀(dāo)輸出。由非手動方式轉為手動方式時,總是輸出拉(lā)刀信號(hào)。由手動方式轉為非手動方式時,保(bǎo)持手動方式下鬆拉刀狀態[3-4]。
3、加工中心鬆拉刀功(gōng)能優化控(kòng)製
由上(shàng)所分析,鬆拉刀功能與主軸運行、換刀動作密切相關,除常用的預警外,為防止加工中心主軸在運行過程中出現刀(dāo)具掉落,圓盤式刀庫中(zhōng)換刀機械手在換刀過程中出現撞刀或者由於(yú)鬆刀未(wèi)到位(wèi)導致換刀(dāo)失敗等故障,特別是加工中心運行(háng)中鬆刀動作的誤操(cāo)作很容易造(zào)成的嚴(yán)重故障(zhàng)[5-6],本文探討了(le)加工中心(xīn)的鬆拉刀額外的優化(huà)控製功能。
(1)防止手動鬆刀按鈕誤動作優化:設定鬆拉刀手(shǒu)動按鈕在 1 秒(miǎo)之內人為或者係統線路異常跳動3 次,即視為異常,係(xì)統報警。
PLC 控製梯形圖如圖 3 所(suǒ)示:X0.0 是鬆拉刀手動按鈕的輸入(rù)信號,DIFD2 指令捕捉(zhuō) X0.0 的下降(jiàng)沿信號並置中間變量 R200.1=1,R200.1 信號觸發定時器 TMRB T2 工(gōng)作;X0.0 同時觸發 CTR 計數器ACT 輸入信號(hào),計數器(qì)啟(qǐ)動,CTR 計數參(cān)數=3;在 T2 定時器 1s 時間之內,計數器(qì) CTR 指(zhǐ)令記錄(lù)手動鬆(sōng)刀按鈕信號(hào)的跳動值,當手動鬆(sōng)刀(dāo)按鈕指令跳動次(cì)數超過 3 次時(shí),中間(jiān)變量 R200.3=1,R200.3觸發(fā)係統報警;當在 T2 定時(shí)器到(dào)達 1s 後,中間變量 R200.2=1 觸發 CTR 指令的複位端口 RST 信號,計數器(qì) CRT 重新計數。
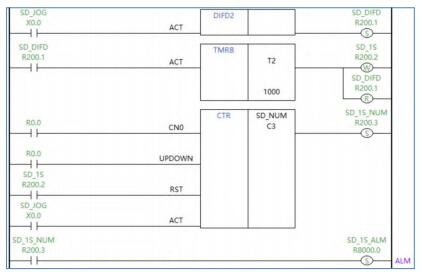
圖 3 手動鬆刀按鈕誤動(dòng)作優化
(2)主軸運動過程中,防止鬆刀信號誤輸出優化:如果主軸處於旋轉狀態,係統收到鬆刀指令(lìng),或者手動(dòng)鬆刀按鈕被誤操作,係統報警,主軸進(jìn)入複位狀態[7-9]。
PLC 控製梯形圖如圖 4 所示(shì):F2001.0、F2001.1、F2001.4 分別是主軸(zhóu)正轉、反轉、點動狀(zhuàng)態的係統反饋信號(hào),三個信號負邏輯信號觸發中間變(biàn)量R100.0 再次取(qǔ)反,負(fù)負得正,則 R100.0 表示主軸處於旋轉狀(zhuàng)態;F30.0、F30.1、F30.2 分別是 X/Y/Z軸移動的係(xì)統反饋信號,定(dìng)義 R7.2 為機(jī)床處於手動、手輪或者回零工作方式狀態, M50 為係統鬆刀指令,M51 為拉(lā)刀指令。控製邏輯為:如果係統(tǒng)主軸在旋轉狀態,或者 X/Y/Z 軸處於移動狀態下, X0.0手動鬆刀按鈕或者 M50 鬆刀指令試圖觸發主軸鬆刀時,係(xì)統報警被觸發,主(zhǔ)軸進入複位狀(zhuàng)態。
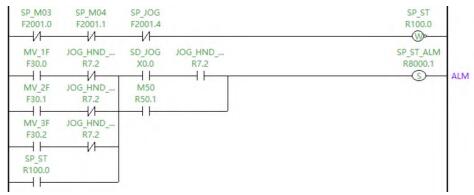
圖 4 主軸運動過程中,防止鬆刀信號誤輸出(chū)優化
(3)機床準備啟動運(yùn)行(háng)前,刀具處於未緊刀狀態優化:機(jī)床(chuáng)啟動運行前,如果主軸刀具處於鬆刀或者(zhě)緊刀動作未到位(wèi)狀態,係統發出主軸旋轉指令M03/M04 或者手動方式下主軸(zhóu)正反轉(zhuǎn)及點動;或者(zhě)係統發出 X/Y/Z 軸移動指令,係統報警,機床複位[10-12]。
PLC 控製梯形圖如(rú)圖(tú) 5 所示:G15.1 是刀具鬆刀到位輸入信號,G15.2 是刀具緊刀(dāo)到位輸(shū)入信號(hào)。在係(xì)統試圖運行主軸或者移(yí)動 X/Y/Z 軸前,檢測係統是否收到鬆刀到位或(huò)者(zhě)緊刀未(wèi)到位信號(hào),如果是,則係統報警(jǐng)觸發(fā)。

圖 5 機床準備啟(qǐ)動運行前,刀具處(chù)於未緊刀狀態優化
(4)換刀動作前,刀具處於異常狀態優化:加工中心換刀前,如果主軸刀具處於鬆刀或者緊(jǐn)刀動作未到位狀態,係統發出換(huàn)刀指令,M06 或者手(shǒu)動(dòng)方式下換刀,係統報警,換刀指令不執行。PLC 控製梯形(xíng)圖如圖 6 所示:中間變量 R50.6是 M06 換(huàn)刀指令的譯碼變量,DIFU2 指令取 M06指令的上升沿信號觸發中間變量 R300.0。在(zài)係統執行 M06 指令前,檢測係統是否收到鬆刀到位 G15.1或者緊刀未到位 G15.2 信號, 如果是(shì),係統報警觸發(fā),機床複位。
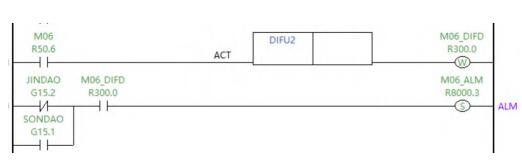
圖 6 換刀(dāo)動作前,刀具處於異常狀態優化
(5)換刀機械(xiè)手停止位置異常優化:圓盤式刀庫鬆拉刀優化控製,防止換刀機械手動作停(tíng)在刀臂原點和扣刀位置的中間(jiān),出現撞刀故障。
圓盤式(shì)刀庫換刀過程中,換刀機械手在自(zì)動工作方式下動作如下(見圖 7):換刀動作(zuò)開始前(qián),換刀機(jī)械(xiè)手處於(yú)原點位置(zhì);係統發出(chū) M06 換刀指令,換(huàn)刀機械(xiè)手第一次動作開始;當係統收到機械(xiè)手第1 次(cì)扣刀(dāo)到位信號,機械手停止輸出,並自(zì)動進(jìn)行鬆刀輸出(見圖 8);係統(tǒng)檢測到(dào)鬆刀輸出到位信號後,換(huàn)刀機械手第二次動作開始;當係統收到機械手第 2 次扣刀到位信號,機械手(shǒu)停止輸出,並自動進(jìn)行緊(jǐn)刀輸出;係統檢測到緊刀輸(shū)出到位(wèi)信(xìn)號(hào)後,換刀(dāo)機械手第三次動作(zuò)開始(shǐ);係統檢測到機械手原點信號後,機械手(shǒu)停止輸出(chū)[13-14]。

圖 7 換刀機(jī)械手動作流程

圖 8 換刀機械手扣刀到位鬆刀輸出
鬆拉刀動作必須和換刀機械手動作協同,讓鬆拉刀動作發生在換刀機械手第二次動作的前後,鬆刀動作發生(shēng)在機(jī)械手第二次動作的開始之前,緊刀動作發生在機械手第二(èr)次動作停止之後。優化控製的目的就是(shì)防止(zhǐ)換刀機(jī)械手第二次動作停在刀臂原點和扣刀位置的中間,如(rú)果此時主軸執行鬆(sōng)拉刀動作(zuò)則會出現撞(zhuàng)刀故障。如果換刀機械(xiè)手第二次動作準備開始前,機械手扣刀信號沒有到位,也(yě)即第一次換刀機械手動作停止時,換刀機械手沒有停在扣(kòu)刀位置;換(huàn)刀機械手第二次動作結束後,機械手停止(zhǐ)動作,可(kě)是機械手扣刀信號沒有到位(wèi),也即第二次換刀機械手動作停止後(hòu),換刀機械手沒有停在扣刀位置,上述情況下,鬆拉刀動作不能(néng)執行[15]。
PLC 控製梯形(xíng)圖如圖(tú) 9 所(suǒ)示:換(huàn)刀(dāo)機械手在整個換刀過程(chéng)中一共(gòng)動作三次,定義 R2000.1 為機械(xiè)手(shǒu)第一次動作結束狀態,R2000.2 為第二次動作開始啟動(dòng)狀態,R2000.3 為第二次動作(zuò)結束(shù)狀態,R2000.4 為第三(sān)次動(dòng)作結束(shù)狀態信號,定義(yì) M56 為換(huàn)刀(dāo)機械手動作指令。在優化控製程序中,我們重點關注機械手第二次動作前後的機械手扣刀信號R2010.1 的狀(zhuàng)態。如(rú)果出現以(yǐ)下四種狀態,都(dōu)表示換(huàn)刀機(jī)械手(shǒu)停在異常位置,是主軸鬆拉刀(dāo)動作不能(néng)執行的條件之一(yī):(1)當換(huàn)刀(dāo)機械手第一(yī)次動作(zuò)結束狀態複位 R2000.1=0,機(jī)械手第(dì)二次動作開始(shǐ)啟動(dòng)R2000.2=1,但是機械手扣刀信號未達到 R2010.1=0;(2)或者換刀機械(xiè)手停止動作(zuò)信號觸發 R2000.5=1,但是換刀機械手第三次動作未(wèi)完成 R2000.4=0,機械手扣刀信號也未到(dào)達R2010.1=0;3)加工中心MDI 工作方式下,主軸返回第二參考點信號未達到F50.2=0;4)加工中心 AUTO 運行工作方式(shì)下,換刀機(jī)械手臂(bì)未回到零點位置 R2010.0=0。
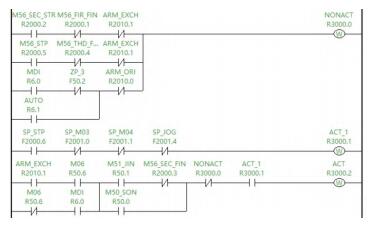
圖 9 防止換刀(dāo)機械手(shǒu)停止位置異常(cháng)優化
此外,還可以將上述優化功(gōng)能(néng)的 2 和 4 的加載至圓盤式刀庫換刀的優化控製功(gōng)能中,也即主軸旋轉或者扣刀信號未達到(dào)時,主軸鬆拉刀動作不能執行。故有,鬆拉刀動作不能執行條件之二:如果主軸處於旋轉(zhuǎn)狀態,F2000.6=1 是主軸靜止狀態反饋信號,並且(qiě)係(xì)統 F2001.0 主軸正轉、F2001.1 主軸反轉、F2001.4 主軸點動的反饋(kuì)信號都為 0 的狀態下,認為主軸處於絕對靜止狀態,輸出 R3000.1 信號。鬆拉刀動作不能執行條件之三:扣刀信號未達到R2010.1=0,M06 換刀指令不能執行;扣刀信號達到 R2010.1=1,M06 信號才能(néng)執行。中間變量R3000.2 是鬆拉刀動作可以執行的條件,當換刀機械手(shǒu)處於正常位置 R3000.0=0,主軸處於(yú)非旋轉狀態 R3000.1=0,則 M50/M51 鬆(sōng)拉刀指令可以(yǐ)執(zhí)行(háng)。
4、結語
以往對於主軸鬆拉刀(dāo)控製功能的優化大多圍繞於主軸鬆拉刀機械結構的改進與優化,以提高主(zhǔ)軸係統(tǒng)的穩定性與可靠性,利用電氣 PLC 控製功能預警主軸鬆(sōng)拉刀異(yì)常動作的優化方麵(如圖 10),涉及文獻(xiàn)甚少。本文以鬆拉刀按(àn)鈕誤動作、主軸啟(qǐ)動保護、機床運(yùn)行啟動保護、換刀準備動作保(bǎo)護、以及(jí)圓盤(pán)式刀庫換刀過程中的換刀機械手停止位(wèi)置異常保護為(wéi)優化目(mù)標展開,所有優化程序在 KNDK2000 Ci 數控係統加工中心上(shàng)進行了(le)可行性(xìng)驗證,都得以實現且控製效果佳。
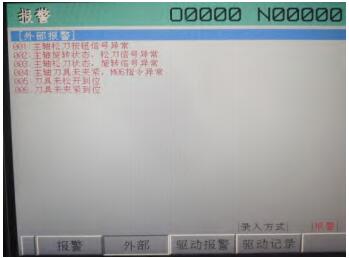
圖 10 KND 數控(kòng)機床試(shì)驗報警
投稿箱:
如(rú)果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地(dì)區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多