



DMU70E加工中心雙刀鏈刀庫的維修與調整
2024-7-11 來源(yuán):昌河飛機工業(集團)有限責(zé)任公司 作者:林超青
刀庫是數控加(jiā)工中心的重要組成部件,由於數控機床自動(dòng)換刀動(dòng)作步驟多,涉(shè)及的(de)傳感器也多,過程複雜,因(yīn)此容易發生故障,刀庫的故(gù)障發生率較高。本文以DMU70E加工中心為例對DMG機床的雙刀鏈刀庫維修(xiū)與調整方法進(jìn)行一些探討。
1.刀庫故(gù)障
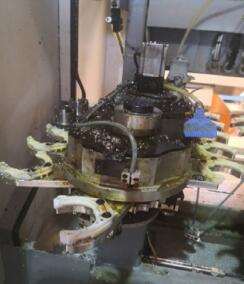
DMU70E加工中心的刀庫采用雙刀架鏈式結(jié)構,有刀架1、刀架(jià)2兩個鏈(liàn)式刀架,控製係統采用歐(ōu)姆龍(lóng)PLC+變頻器控製。公司一台DMU70E加工中心(xīn)在自動換(huàn)刀過程中主軸與刀架2發生碰撞,導致刀架傾斜,刀架的(de)刀爪損壞,刀庫在後來重新換(huàn)刀時,電機1、2均出現過載報警,兩個刀架(jià)都(dōu)無法旋轉(見圖1)。

圖(tú)1 雙(shuāng)刀架鏈式刀庫(kù)
2.故障原因分析及處理
DMU70E加工中(zhōng)心的刀庫是雙刀架鏈式(shì)結(jié)構,刀(dāo)架1和刀架2在機械機構上並排獨立,相互沒有幹涉和聯接,刀架1和刀架2的動作由歐姆龍與NC進行通訊控製,刀架製動由變頻電機控製。
DMU70E加(jiā)工中心在自(zì)動換刀時主軸(zhóu)與刀架2碰(pèng)撞後(hòu),刀架1和刀架2旋轉時均出現電機過載報警,刀(dāo)鏈無法轉(zhuǎn)。由(yóu)於刀架1、刀架2相互獨立,刀架2發生撞擊(jī)在機械結構上不會影響刀架1,但刀架1、刀架2同時發生電機過載報警,因此故障是刀架1、2共用(yòng)部分或因素導致。根據故障現象、刀庫結構及控製方式,問題可能發生在數控係統、PLC與變頻驅動、機械結(jié)構(gòu)上(shàng),或幾方麵(miàn)都有問題。
(1)機床數(shù)控係統(tǒng)故障導致(zhì)DMU70E加工(gōng)中(zhōng)心刀庫故障DMU70E加工中心的刀庫驅動主要由歐姆龍PLC+變頻(pín)器控製,歐姆龍PLC與數控係統,以及驅動之間是(shì)通過(guò)數據總線進行數據傳輸和控製的,如果(guǒ)數控係統與PLC的通訊發生故障或數控係統本身發(fā)生故障(zhàng),刀庫動作(zuò)就會發生(shēng)異常,發生碰撞或故障。
DMU70E加工中心的數控係統是海德漢ITNC530係統,數控係統與歐姆龍PLC通(tōng)過profibus總線進行通訊。如果數據總線出(chū)現故障或接觸不良(liáng),數據傳輸受到幹擾,就有可能在鏈路上傳輸的數(shù)據一個(gè)或多個幀出現數據丟失或出錯,導致刀庫動作混亂。因此對profibus總(zǒng)線進行測試,結(jié)果(guǒ)發現,該總線(xiàn)正常,能夠正常通訊,刀庫故障不是由profibus總線導致。該機床如果不進行刀(dāo)庫(kù)自動換(huàn)刀而對主軸采用手動換刀,能正常運行和加工,無任何報警,因此數控(kòng)係統原因導(dǎo)致刀庫故(gù)障的可能性不大(dà),對該機床進行數(shù)控係統GOSHT備份數據恢複也發現,備份數據(jù)恢複後開機測(cè)試,故障現象依然存在,沒有發生變化(huà),所以刀庫故障由數控係統導致的可能性可以排除。
(2)歐姆龍PLC和變頻(pín)器出現故障的可能性
DMU70E加(jiā)工中心的刀庫采用(yòng)歐姆(mǔ)龍PLC與變(biàn)頻器驅動控製,如(rú)果歐姆龍PLC出現故障,就會導致刀架運動(dòng)邏輯錯誤(wù),定位不(bú)準,主(zhǔ)軸與刀架發生碰撞(zhuàng);如果變頻器輸出功率下降或電機本身特性下降,則電機旋轉時也會出現過載或過流。
為測試主軸(zhóu)與刀架碰撞以及刀架無法(fǎ)旋轉是否由PLC邏(luó)輯(jí)錯誤引(yǐn)起,可(kě)以(yǐ)把刀架1和刀架2的(de)驅動(dòng)電機從刀架(jià)上脫(tuō)開、分(fèn)離,使(shǐ)電機處於空載狀態進行測試。電機脫開後,對刀庫進行運行測試,測(cè)試結果發現,兩(liǎng)個刀庫(kù)電機能夠正常運轉,沒有發生過載或過流報警,但是重新把電機安裝到(dào)刀架上後,又發生(shēng)過載報警(jǐng),兩個刀架都無法旋轉。因(yīn)此刀庫故障不是由PLC邏(luó)輯導致。
電機空(kōng)載能夠運行,帶載後出現過流過載,可能的原因有變頻器、電(diàn)機故障或刀鏈機械磨損、卡死導致。如果變頻器本身存在故障,IGBT性能下降,內阻增大(dà),那麽變頻器(qì)能夠進行逆變,輸出電流,但是(shì)由於內阻變大,輸出電流將變小,輸出扭矩變小,電(diàn)機就無(wú)法進行正常帶載。
對變頻器、電機進行測試發現,變頻器、電機阻值正常(cháng),沒有發現明顯的問題(tí)。為確認主軸與(yǔ)刀架碰撞以及刀架無法旋轉是否由變頻器、電機的故障或性能下降導致,更換全新的變頻器和電機進行測試。測試結果發現(xiàn),更換全新的變頻器和電機後,刀庫運行過載的(de)報警仍然沒有消除,因此主軸與刀架碰撞以及刀架無法旋轉由變頻器、電機(jī)的故障或性能下降導致的可能性可(kě)以排除。
(3)刀鏈機械故障(zhàng)導致刀庫(kù)運行出現過載報(bào)警
當脫開電機與氣源及鎖緊裝置後,刀架的刀鏈就處於自由(yóu)狀態,手動旋轉(zhuǎn)刀鏈應該能使刀鏈運動。但手動旋(xuán)轉刀鏈後(hòu),發現刀鏈卡死(sǐ)無法運行,因此可(kě)以認為主(zhǔ)軸與刀(dāo)架碰(pèng)撞以及刀(dāo)架無法(fǎ)旋轉是(shì)由刀(dāo)鏈卡死,機械運動不靈活導致(zhì)。
把刀架(jià)分(fèn)解後發現,刀鏈托架、刀鏈、旋(xuán)轉軸承、傳感器等全(quán)部被油泥膩死(見圖2、圖3),刀鏈無(wú)法正常運行。由於刀鏈(liàn)托架、刀鏈、旋轉軸承、傳感器等被油泥膩死失效,所以刀庫刀鏈運轉不順暢,刀爪定位不準確,導致(zhì)主(zhǔ)軸與刀架碰撞,電機(jī)運動(dòng)過載(zǎi)。造成刀(dāo)鏈托架、刀鏈、旋轉軸(zhóu)承、傳感器等被油泥膩死的原因主要是該機床為高速加工設備,主軸最大轉速24000r/min,在(zài)這個轉速下(xià),切削液霧(wù)化,油(yóu)霧通過縫隙散,然後粘附在機床表麵上,如果清理保養不當,就會導致機械部件運(yùn)轉不靈活,出現故障。
圖(tú)2 刀架油泥

圖3 軸承油泥
把刀鏈托架、刀鏈、旋轉軸承、刀(dāo)爪等機械部件用清洗浸泡,去(qù)除油膩(nì)汙垢,並重新組裝,機械部(bù)件組(zǔ)裝,更換失效的傳感(gǎn)器。機械部件及傳感(gǎn)器安裝完成後,手動旋轉刀鏈,結果表(biǎo)明,刀鏈運轉靈活正常。
3.DMU70E加工中心雙刀鏈刀庫的調整
DMU70E加工(gōng)中心雙刀鏈刀(dāo)庫運轉由歐姆龍PLC及變頻驅動控製,刀爪位置的確(què)定(dìng)方式是每個刀(dāo)架由一個零位傳感器(qì)確定起始計數位置,確定位位置後,電機帶動刀架及刀爪(zhǎo)旋轉(zhuǎn),電(diàn)機尾端有(yǒu)電機編碼器,根據電(diàn)機的轉數確定刀爪的(de)具體位置。如果(guǒ)刀架、刀鏈(liàn)、電機、零位傳感(gǎn)器有拆裝、分解及重新組裝後,就(jiù)需要對(duì)換刀位置進行精確調整和定(dìng)位,如果位置不準確,就會發生(shēng)碰撞等問題。
DMU70E加工中心雙刀鏈刀庫換刀位置的(de)調整分為初定位(wèi)調整和精確定位調整兩步。初定位調整是(shì)對刀架刀鏈上的刀爪與主軸換刀位置初步定位,確定刀爪中心與主軸中心的基本坐標(biāo)位(wèi)置。初定位是(shì)通過調整零位傳感器和刀爪的中心位置來實現的。精確定位是確定換刀時主軸與刀爪中心(xīn)的精確坐標(biāo)位置,這(zhè)一步是在基本換(huàn)刀位置確(què)定後,通過移動X、Y、Z坐標,確定精確(què)坐標位置後修改(gǎi)換刀坐標位置參數來實現。
(1) DMU70E加工中(zhōng)心雙刀鏈刀庫換刀位置初定位調整DMU70E加工中心刀庫換刀(dāo)位(wèi)置(zhì)初定位調整可以通過歐姆(mǔ)龍PLC或DMG公司的OMRON刀庫(OMRON tool magazines)專用調試軟件SERVICE TOOL來實(shí)現,也可以使用歐姆龍PLC來進行調整。使用歐姆龍PLC時(shí)需要用電腦與機床上的歐姆龍PLC進行在(zài)線通訊,讀取PLC後(hòu)修改參(cān)數,使刀爪的中心位(wèi)置與主(zhǔ)軸中心位置在換刀位置的坐標基本一致。
SERVICE TOOL是DMG公司(sī)開發的一個(gè)OMRON刀庫(OMRON tool magazines)專(zhuān)用調試軟件,界麵簡單友好,不需要下載機床的PLC軟件。使用SERVICE TOOL進行刀庫調試時,要首先把SERVICE TOOL軟件安裝到電腦上,然後用RS232電纜 與機床刀庫側的歐姆龍的RS232接口進行聯接。連接完成後,啟動servicetool.exe軟件,進入調試界麵後(hòu)就可以進行調試了(le)。調試界麵如圖4所示。
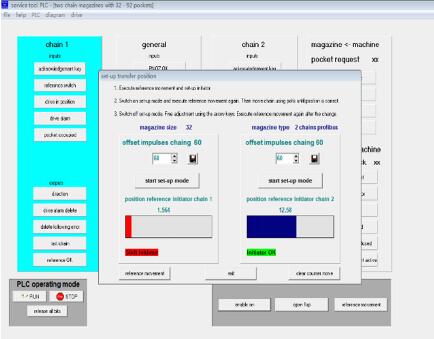
圖4 SERVICE TOOL調試
選擇(zé)相應的刀架後,選擇換刀,使相應的刀(dāo)爪定位到換刀位置,然後檢查刀爪的(de)中心(xīn)位置與主軸中心位置的偏差。如果位置偏差(chà)較大就在圖4界麵的offsetimplus kettle窗口框中輸入(rù)相應的補償脈衝,使電機正轉或反轉;然後反複測試,使刀爪的中心位(wèi)置與主軸中心坐標位置基本一致,X、Y的坐標位置不能超過(guò)5mm。因為該刀庫機械結構限製,主軸在換刀位置時X、Y坐(zuò)標的移動和整餘量(liàng)非常小,如果偏差超過一定值(zhí),主軸就會與刀庫的(de)防護罩(zhào)發生碰撞(zhuàng)。
(2)DMU70E加工中心(xīn)雙刀鏈刀庫換刀位置精確定位調整(zhěng)DMU70E加工中心雙刀鏈刀庫換刀坐標位置初定位完成後,下一步就要進行換刀位置的精確定位。精確(què)定位時,把主軸(zhóu)移動到換刀(dāo)位置(zhì),在主軸上安裝一個千分表,千分表的表針壓到刀柄的外圈,然後手動旋轉主軸,相應的千分(fèn)表指針就繞著刀柄外圈旋轉(見圖5),此時(shí)主軸與刀爪中心位置(zhì)的偏差就反應在千分(fèn)表上。

圖5 千分表指(zhǐ)針繞刀柄外圈旋轉
如(rú)果主軸與刀爪(zhǎo)中心位置的偏差過大,就要(yào)相應移(yí)動X、Y的坐標,縮小(xiǎo)主軸與刀爪的中心位置的偏(piān)差,直到主(zhǔ)軸與刀爪的中(zhōng)心位置偏差小於0.003mm,同時相應調整主軸與刀柄的換刀(dāo)高度(即Z值),並(bìng)把相(xiàng)應的X、Y、Z坐標值輸入數控係統的換刀參數中(見圖6),刀庫換刀位置精確定位調整就完成了(le)。
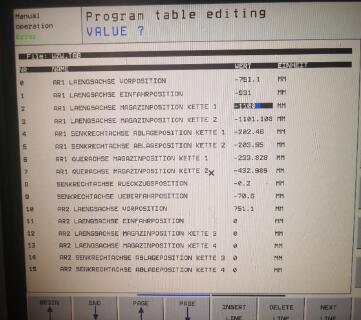
圖6 數(shù)控(kòng)係統換刀參數
通過刀庫換刀位置初定位和精確定位後,DMU70E加工中心雙刀鏈刀庫換刀位置定位調整就全部(bù)完成,機床刀庫就可以進行自動換刀測試了。
4.結束語
數控機床自動換刀動作步驟、傳感器多,過程(chéng)複(fù)雜,因此容易(yì)發生故障,刀庫故障率較高,必須了解機床刀庫(kù)的機械結構及(jí)控製方式,才能進(jìn)行刀庫的維(wéi)修與調整,最終找到故障原因,排除故障。同時(shí)要做好(hǎo)日常的維護保養,降低周(zhōu)邊環(huán)境對刀庫的不利(lì)影響,保持刀庫的幹淨清潔,才能降低刀庫自(zì)動換刀的(de)故障率,取(qǔ)得比較好的使用效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月 新(xīn)能(néng)源(yuán)汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量(liàng)數據
博文選(xuǎn)萃
| 更多