



總線型伺服刀庫在 M8.4 五軸(zhóu)加工中心的應用(yòng)
2022-3-17 來源(yuán): 沈機( 上(shàng)海) 智能係統研發設計有限公 作者(zhě):白鑫 都浩
摘要: 針對機械式鬥笠刀庫需要回零操作,並且在選取刀具時需要(yào)與定位、計數接近開關(guān)配合,而接近開關的(de)性能及安裝距離都會影響刀具的計數及定位,導致換刀錯誤(wù)的發生。為此設計了一款總線型伺服刀庫係統,利用機床原(yuán)有 i5 數控係統,通過增加伺服(fú)驅動(dòng)器及電動機並入係統 EtherCAT 總線(xiàn),利用(yòng) PLC 軸控製刀盤旋(xuán)轉、電動機(jī)編碼器反饋刀(dāo)號的控(kòng)製方法,達(dá)到(dào)快速及精確自動換刀的目的。
關(guān)鍵(jiàn)詞: 伺服刀庫; 五軸加工中心; PLC 軸控製; EtherCAT 總線
1、機床刀庫結構及控(kòng)製總(zǒng)體設計
i5M8.4 五軸(zhóu)加工中心整機采用龍門動橫梁式結構,床(chuáng)體由床身、左立柱、右(yòu)立柱、橫梁、滑鞍及刀庫組成,刀庫(kù)通過基座與床身進行(háng)連接,由於(yú)機床機(jī)械結構的特性,刀庫采用台灣臻賞的鬥笠式刀庫,可裝載(zǎi) 20把刀具,通過伺服電動機驅動刀盤旋轉,能夠高速無噪(zào)音(yīn)運(yùn)轉,並采用主軸抓刀的方式進行刀具交換。機床整體結構如圖 1 所示。

針對 i5M8.4 五軸機床與臻賞的鬥(dòu)笠式刀庫結(jié)構特點,設計開發一(yī)種以 PLC 軸為控製核心的鬥笠式伺服刀庫自動換刀(dāo)控(kòng)製方法。鬥笠式(shì)刀庫的主要結構包括: 刀盤、卡爪、減速機、伺服電動機、支撐架等組成[1]; 伺服刀庫自動換刀控製主要對刀盤的精準定位(wèi)、就近旋轉刀盤找刀、主軸刀具定向控(kòng)製、機床伺服軸的聯動控製,以達到快速(sù)下刀、就近找刀、精準裝刀並更新刀具信息的換刀流程。
2、伺服刀庫自動換刀的控製方法
通過對鬥笠式刀庫換刀流程的分析,設計自動換(huàn)刀的整體控(kòng)製方案,確定將伺(sì)服(fú)刀庫配置為 PLC軸的方(fāng)法,通過 PLC 軸控製伺服驅動器進而控製電動機帶動減(jiǎn)速機旋轉,來實現刀盤的就近旋轉及精準定(dìng)位的目的。PLC 軸本質上是 CNC 的基本坐標軸(zhóu),它的連接(jiē)、控製、調節、顯示、參(cān)數設定等都與普通 CNC 軸一(yī)樣(yàng)需要通過 CNC 進行,但其操作權被移交給了(le) PLC。通過軸的(de)運動三(sān)要(yào)素: 運(yùn)動方(fāng)式(shì),運動位移,運(yùn)動速度由 PLC 給出,而不參與係統的插補令[2]。
由於刀(dāo)庫電動機及其伺服驅動器通過 EtherCAT的總(zǒng)線(xiàn)方式並入機床的 i5 數控係統,所以刀庫自動換刀的(de)係(xì)統控製及 PLC 輸入輸出點位等硬件,可直接利原 i5 數控係統提供的軟 PLC 進行軟件編程(chéng),以及原機床內的 PLC IO 卡達到(dào)控製伺服刀庫自動換刀的目的,由此(cǐ)減少了(le)再次投入硬 PLC 編輯器進行開發及控製的(de)成本。利用總線方式控製伺服驅動(dòng)器,相比(bǐ)其他控製方式(shì)更穩(wěn)定,並且刀庫控製與(yǔ) CNC 可(kě)以做到實時交互,在機床聯(lián)動與(yǔ)刀庫互鎖(suǒ)的方麵,安全(quán)性及穩定性更高。
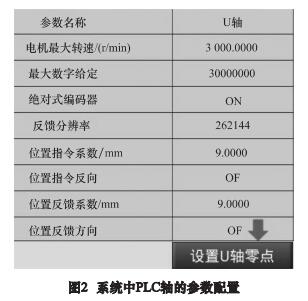
在數控係統中將刀庫伺服配(pèi)置為 PLC 軸控製,命名為 U 軸,其相關參數配置如圖 2 所示。
3、伺服刀庫(kù)控製程序(xù)設計
鬥笠式刀庫由於沒有機械手的參與(yǔ),所(suǒ)以與鏈式(shì)刀庫(kù)和(hé)圓盤式刀庫的換(huàn)刀動作有較大的不同,主要表現在換刀動作需(xū)要主軸的配合[3],並且換刀采用(yòng)點對(duì)點的換刀方式。其換刀動作主要分為以下步驟:
( 1) Z 軸上升至參考點位置,即(jí)將主軸刀具與工件脫離。
( 2) 主軸定向至規定角度,以便刀具的鍵槽可放入刀庫卡爪中。
( 3) A 軸回零,3 個(gè)直(zhí)線(xiàn)軸運動至等待位(wèi),刀庫門開。
( 4) 刀盤旋轉,三軸運動至換刀點,主軸還刀(dāo)。
( 5) 主軸鬆刀後 Z 軸(zhóu)上升,刀盤旋(xuán)轉至預換刀(dāo)位。
( 6) Z 軸下降至換刀點,主軸夾刀。
( 7) 三軸運動至等待位,刀庫門關閉,換刀結束。
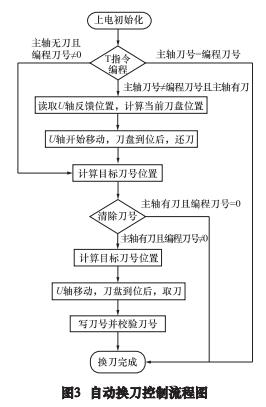
在自動換刀的過程中,刀盤的旋轉定(dìng)位控製是(shì)關鍵所在。由於刀盤可以雙向旋轉,具體的旋轉方向由當前刀(dāo)位與目標刀位的距離決(jué)定。為了實現目標(biāo)刀具的快速選(xuǎn)取,需要刀盤總是以最短的路徑到達(dá)目標刀位,則刀盤的旋轉方向需要由 PLC 計算優化後給出(chū)。為滿足上述要求,設計如圖 3 所示的控製流程圖。
另外(wài),原機械式(shì)刀庫在首(shǒu)次換刀(dāo)時需(xū)要(yào)與零位開(kāi)關配合,進行(háng)回零動作,以確定一(yī)號(hào)刀位的具體位置,而在選取刀具時需要與定位、計數接近開關配合,以進行刀號的加減,進而給出當前刀位的(de)刀號[4]; 采用伺服電動機控製刀盤定位(wèi),由於電動機自帶(dài)尼康 20 位絕對值編碼器,無需進行回(huí)零動作,當前刀號會實時反(fǎn)饋至 PLC,而選取刀具的過(guò)程則是 PLC 直接將 U 軸的目標(biāo)位(wèi)置及(jí)速度(dù)傳送至 CNC,由 CNC 規劃 U 軸的具體(tǐ)動作進而實現刀盤的旋轉及定位,所以刀具的定位更精準。而原機械刀庫采用接近開關定位的方式,接近(jìn)開關的性能(néng)及安裝距(jù)離都會影響刀具的(de)計數及定(dìng)位,長期使用的過程中(zhōng),難免(miǎn)會出現遺漏的情況,導致裝刀錯誤的發(fā)生。
4、結語
本文主要通過對五軸加工中心刀庫結(jié)構及自動(dòng)換刀係統的分析,利用機床原有 i5 數控係統,通過增加伺服驅動器及電動機並入係統總線,並利用 PLC 軸控製的方(fāng)法,設計了(le)一款伺服刀庫自動換刀(dāo)係統。通過測試證明,采用(yòng)伺服刀庫的機床與原機械刀庫的機(jī)床對比,換刀時間(jiān)最(zuì)多可縮(suō)短 9 s( 主軸刀號為 T1,目標(biāo)刀號為 T11) ,顯著的提高了換刀效率。並且(qiě)利用電動機編碼器作為刀號反饋,舍(shě)去了原有的計數(shù)開關,避免了由於接近開關的問題導致(zhì)亂(luàn)刀的可能,提高了自動換刀的可靠性及穩定性(xìng)。目前(qián),該伺服(fú)刀庫(kù)控製係統已應用至車間生產設備上。作為機(jī)床刀庫選配(pèi)型號的一種可(kě)供用戶采購。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口(kǒu)情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金(jīn)屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產(chǎn)量數據