


摘要:該文以汽車、航空與航天領域(yù)對輕量(liàng)化提出苛刻(kè)的要求為背(bèi)景(jǐng),係統介紹超強(qiáng)鋼板熱壓成形工藝及裝備,熱衝(chōng)壓(yā)成形鍛壓設備朝著高效、節能、高可靠、高精度(dù)、智能(néng)化方向發展。
0 、引言
隨著汽車工(gōng)業的快速發展(zhǎn),航空與航天領域對輕(qīng)量化也提出苛(kē)刻的要求。選用像鎂鋁等輕合金(jīn)、高強度鋼板是最直接的。采用超高強度鋼板(bǎn)來製造車身零件是同時實現車體輕量化和提高碰撞安全性的最好(hǎo)途徑。
尤其是(shì)超高強度汽(qì)車板在常溫下的變形範(fàn)圍很窄,采用(yòng)此法(fǎ)衝壓高強度汽車板時,衝壓過(guò)程中需(xū)要的衝壓力大且容易開裂,產生過量回彈。自從瑞典的(de)Plannja公司提出“熱衝(chōng)壓(Hot stamping)”這項技術並申請專利(lì)後,熱衝壓技術可以解決這兩個問題,同時可以使衝壓後的(de)成品抗拉強度得(dé)到大(dà)幅度提高(gāo),該技術在汽車製造(zào)業逐漸得(dé)到(dào)廣泛的應用。液壓機是一(yī)種重要的成型加工機床,它以液體作為工作介質傳遞(dì)能量來實現各種壓力加工工藝,廣泛應(yīng)用(yòng)於航空航(háng)天、竣工、造船、核電和汽車等製造領域。液壓機(jī)在一定程度
上能反映出一個國家機械製造的水平,在國民(mín)經濟中起著重要作(zuò)用。
單一車型大批量持續生產正(zhèng)被車型多樣化、中小批量生產所取代,鑒(jiàn)於以上(shàng)原因,高(gāo)強度板熱衝壓成(chéng)形液壓機及生產線具有廣泛的市場前景。
1 、板材熱成形的技術原理及現狀
高強板及鈦合金熱成形的原理是將(jiāng)模具放在熱成形(xíng)機中加熱,待模具溫度達到(dào)工藝要求時,將加熱到奧氏(shì)體溫度範圍的高強度鋼板放入模具中保溫(wēn),待溫度均勻後(hòu)合模(mó),保溫(wēn)保壓;接著在保(bǎo)壓階段結束後,模具中布置的冷卻回路以一定冷卻速度對(duì)保壓狀態下的工件淬火冷卻,獲得超高強度衝壓件(組織為馬氏體,抗拉強度在1500MPa 甚至更高)的新型工藝。熱成形工藝分為直(zhí)接成形工藝和間接成形工藝2種見圖1。
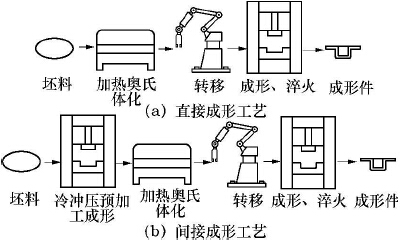
圖1 熱成形工藝圖
目前我國對於(yú)高強鋼板的成(chéng)形,主要(yào)依靠引進國外的熱衝壓生產線。國(guó)際上熱衝壓生產線主要供應商有:德國SCHULER、瑞典AP&T、德國NEFF-Cartec、西班牙公司、英國諾芝公司等。
為了應對(duì)汽車製(zhì)造商及其供應商對衝壓硬化零件的強勁需求,舒勒公司開發出了“ 壓(yā)力控製淬火”(PCH)技術,通過顯著增加接觸壓力並優化模具,舒勒(lè)公(gōng)司(sī)已成(chéng)功大幅度減少(shǎo)循環時間。
諾芝公司是英國(guó)諾芝集團旗下最大的子公司,是(shì)英國曆史(shǐ)最為悠(yōu)久,技(jì)術實力最為雄厚的金屬成形機械製造企業。諾芝壓力機目前在中國的客戶企業主要包括中航工業昌河、成都、沈(shěn)陽黎(lí)明等公司、北京星航機(jī)電(diàn)設備廠、首都(dōu)航天機械公司。昌飛的英國諾芝250噸熱成形壓力機見圖(tú)2。

圖2 昌飛的英(yīng)國諾芝250 噸熱(rè)成形壓力機
金泰集團(tuán)研製了(le)中國(guó)首條自動化熱衝壓成(chéng)形生產線,該設備突破(pò)了熱成型(xíng)設備研製的諸多關鍵技術,填補了國內該類設備整機研製的空白。
應用尚處於起步階段(duàn),無錫藍力(lì)、天津鍛壓、合肥鍛壓(yā)等先後在國內推出了各(gè)自研發的熱壓成形機,由於其精密、高效節能等獨特的優勢,很快得到推(tuī)廣應用(yòng),但與先進國家(jiā)相比差距都很大。
2、 板材熱(rè)成形裝備主要研(yán)究內容及研發的(de)裝備
1)主要研究內(nèi)容
(1)設備合(hé)理傳動方案(àn)的確定(dìng)。
通過實驗(yàn)得出的材料熱物理性能和有限元分析技術,可通過計算(suàn)仿真模擬獲(huò)得熱成型機的穩態/瞬態溫(wēn)場的溫(wēn)場分布及(jí)其變(biàn)化情況,滿足其承受熱負荷的要求。考慮到(dào)熱成型機用壓力(lì)機(jī)與常規壓力機相比,其工作台麵大,合(hé)理布局其(qí)液壓(yā)缸或連杆數量與位(wèi)置,使其滑塊具備良好的均勻變形、剛度及(jí)強度。
(2)高(gāo)速液壓機柔性切換技術。
(3)熱成型設備(bèi)實時溫場自動控製技術。鑒於高強度(dù)鋼(gāng)板及(jí)鈦合金等熱成形時,對變形速度、壓力和位移精度控製要(yào)求高(gāo),因此必須是計算機智能控製技(jì)術應用於其中(zhōng),並建立(lì)典型材料與不同形狀的工件的板材熱成形的工藝控製數據。無錫市藍力機床(chuáng)有限公(gōng)司在國內推出了研發的熱壓成形(xíng)機,由於其(qí)精(jīng)密、高效節能等獨特的優勢,得到用戶的一致好評,見圖3。
2)研發裝備
(1)液壓(yā)係統主要配置:
①五缸三級結構(gòu);
②伺(sì)服電機直(zhí)驅內齧合齒輪泵;
③雙差動驅動加蓄勢器驅動;
④單獨的液(yè)壓墊控製(zhì)係統、提高效率;
⑤軟起效應:伺服驅動器控製可以減少開模振(zhèn)動,係統發熱量減少,油溫穩定,延(yán)長(zhǎng)模(mó)具和液壓係統的使用壽命,可為客戶(hù)節(jiē)省了(le)維護的費(fèi)用。

圖3 無錫(xī)藍力8000kN 板材熱衝壓成形壓力機
(2)電液係統:
①上位機觸摸屏加伺服電機直接驅動(dòng)油泵實現對壓力、速度的半(bàn)閉(bì)環控製,實現對滑塊(kuài)的(de)驅動,速度轉換平穩,無振動及衝擊;
②通(tōng)過(guò)壓(yā)力檢(jiǎn)測傳感器與伺服電機形(xíng)成閉環控製回路,線(xiàn)性度高(gāo),精度小於0.1MPa,提高了壓力精度;
③壓力通過觸摸屏設定,通過PLC程序(xù)控製,自動化(huà)程度高(gāo);
④滑塊和液壓墊采用直線位移傳感器進(jìn)行檢測和(hé)控製;
⑤模具參數存取及模具自動識別係統。
(3)設備主要性能(néng)特點:
①滑塊快降速度:400~700mm/s,采用伺服柔性切(qiē)換技術,減少衝擊,實現快降;
②工作速度:伺服泵控(kòng)係統,提高速度,減少裝機功率;小噸位時可采用壓力(lì)分級,通過壓(yā)力分(fèn)級工作速度可達100mm/s,提高效率;
③滑塊回程速度:300~600mm/s;
④差動控製方(fāng)式,實現低裝(zhuāng)機(jī)功率條件下(xià)的高⑤換模移動(dòng)台、模具夾緊器(qì)、模(mó)具(jù)參數存取、模具識別等功能減少換模時間。
3 、結論
依據製造業的發展(zhǎn)趨勢,熱衝壓成形鍛壓(yā)設備朝著高效、節能、高可靠、高精度、智能化方向發展。為新材料(liào)、航空(kōng)航天、機(jī)器人、低碳新能源等高新技術領域(yù)裝備及汽車、鐵路(lù)及電力裝備的設計製造提供綠色智能裝備。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據