


摘要: 介紹了輥鍛機的工作(zuò)原理、結構及(jí)性能特點,分析了輥鍛機與其它鍛壓設備相比所具有的突出優越性。對輥鍛機在國內的應(yīng)用及研究發展現狀及其當前急(jí)需解決的幾個關鍵技術問題及進行了闡述。對輥(gǔn)鍛機進一步的研(yán)究方(fāng)向提出了(le)幾點建議(yì)。
“十二五”規劃《綱要》把節能減排作為我國技(jì)術裝(zhuāng)備和(hé)服(fú)務水平的約束性(xìng)指標後,鍛壓設備行業(yè)開始快速走上了節能(néng)環保道路(lù)。由於輥鍛工藝(yì)是連續局部(bù)塑性變形(xíng),變形力小,所需設(shè)備作用力小。與其他鍛(duàn)壓設備相比,輥鍛機具有設備投資小、生產率高、對廠房(fáng)和(hé)基(jī)礎要求低等優點,並且易於實現機械化和自動化,因(yīn)而輥鍛機已(yǐ)成為鍛(duàn)壓行業中(zhōng)的首(shǒu)選設備。現階段(duàn),輥鍛機在汽車、拖拉機、飛(fēi)機、動力機械、農業機械(xiè)、工具以及日用品製造等工業部門中均越來越受到(dào)重視,具有非常大(dà)的(de)市(shì)場前景 。
1 、輥鍛機的(de)工作原理及結構
輥鍛機是一種(zhǒng)鍛壓機械,它是利用一對相向旋轉的扇形模具使坯料產生塑性變形,從而獲得所需鍛件或鍛(duàn)坯的鍛(duàn)造工藝,輥鍛原理(lǐ)如圖(tú)1 所示。由圖1 可(kě)以看出,在(zài)輥鍛變形過程中,坯(pī)料(liào)在高度方向經輥鍛模壓縮後,除一小部(bù)分金屬橫向流(liú)動外,大部分金(jīn)屬沿坯料的長(zhǎng)度方向流動。因此,輥鍛變(biàn)形的(de)實質是坯料在壓力下的延伸變形過程,適用於減小坯料截麵的工序,如軸類件的拔長,板坯(pī)的碾片等。在工業應用中,輥(gǔn)鍛既可作為(wéi)模鍛前的製坯工序,為長軸類鍛件提供鍛造用毛坯( 稱為製(zhì)坯輥鍛) ; 亦可在輥鍛機上實現主要的(de)鍛件成形過程或直(zhí)接輥製(zhì)出鍛件( 稱為成(chéng)形輥鍛) 。輥鍛機按其結(jié)構和用(yòng)途可分為懸臂式( 工(gōng)作部分懸伸在床身外部) 、雙(shuāng)支承式(shì)( 工(gōng)作鍛輥用軸承支承在兩個直立的機架中) 、複合(hé)式( 懸臂式和雙(shuāng)支承式這兩部分的複合) 及專用輥鍛機(jī)( 專門為輥製某些(xiē)特殊工藝要求的鍛件而設計(jì)的) 等四類 。目(mù)前應用最(zuì)廣泛的(de)是雙支承式輥鍛機,其(qí)主(zhǔ)要組成部分為機架、輥鍛裝置、中間軸裝置、平衡裝置(zhì)、機架移動裝(zhuāng)置、離合器、製動器、電機裝置(zhì)、飛輪製動器、終端開關裝置、氣動、潤滑、水冷裝置等,如圖2 所示(shì)。
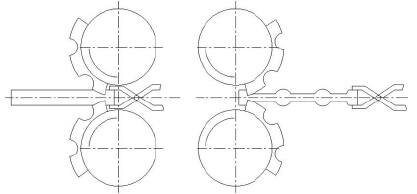
( a) 輥鍛開始階(jiē)段( b) 輥鍛結束階段
圖1 輥鍛原理圖
2 、輥鍛機的(de)應用及研究現狀
輥鍛機最早在國外得到廣泛應用,尤其是在重型機械行業非常(cháng)發達的德國。早在20 世紀50年代,熱模鍛壓力機開(kāi)始得(dé)到迅速發(fā)展。但(dàn)由於熱模鍛壓力機(jī)不適合拔長、滾壓等(děng)製坯工序,在模鍛軸類鍛件時必須(xū)配備製(zhì)坯輔助設備,因此促(cù)進了輥鍛機的應用和推廣。我國(guó)對輥鍛機的應用是在20 世紀70 年代開始的。當時為了滿足(zú)國內對輥鍛機的需求,1978 年12 月(yuè),我國機械部重礦局通過中國機械進出口總公司從德國EUMUCO 公司引進了全套(tào)技術和標準,生產ARWS 型係(xì)列自動(dòng)輥鍛機,使得我國可以生產和世界水平同步的最先進的輥鍛機。到目前為止,國內應用的主要(yào)還是這(zhè)種類型的輥鍛機。國內生產輥鍛機的廠(chǎng)家主要(yào)是中國二重和北(běi)京機電所(suǒ)兩家單位(wèi)。北京機電所在提供設備的同(tóng)時還可提供輥鍛工藝與模具技術。近幾十年,國內(nèi)外學者在輥鍛機方麵也進行了大量研究。1992 年,李東平、崔力生、付沛福等介紹了(le)輥鍛技術的特點與使用範圍,論述了當時農機行業輥鍛技術的應用情況,並針對農機行業中的(de)鍛(duàn)壓行業與(yǔ)國內外的差距提出了在(zài)農機行業擴大應用及發(fā)展輥鍛技術的建議 。2001年田碩、馬芝青、王圓等研究了(le)新(xīn)型閘瓦銷的輥鍛工藝,通過理論計算與試驗對比(bǐ),分析了輥鍛機研製中兩個主要參數( 壓力、功率) 的確定(dìng)原則,確定出了壓力及功率合理的選用值。2002 年(nián)濟南大學的王強、何芳(fāng)與德國的Hermann Eratz 等以輥鍛模具為對象開發了三維(wéi)CAD 專用軟件Vera-CAD。該軟件能夠自動生成輥鍛毛坯圖,優化輥鍛工藝過程,反求原始毛坯(pī)及中間道次的坯(pī)料形狀及尺寸,最終生成模(mó)具三維型腔或電極NC 加工(gōng)數據文件(jiàn),繪製二維模具圖紙 。2004 年吉林大學的李世彬對(duì)自動輥鍛機機械手進行了研究(jiū),分析了輥鍛機自動機械手關鍵部件的(de)力學性能(néng)參數,分析了采用液壓控製係統及電氣控製係統相結合的控製方式實現自動機械手(shǒu)的動作的特點及優勢,並設計了自動輥鍛機機械手控製的人(rén)機交互界麵[ 。2002 年華中科技大學的陳(chén)建全對汽車(chē)前軸精密成型輥鍛及模鍛工藝與模具進行了CAD 技術開發,在分析傳統計算毛坯設計不足的基礎上,論述了前軸CAD 係統獲取計算毛坯(pī)橫截麵麵積(jī)的原理,對比恒定步長算法,提出了一種變步長的算法(fǎ) 。2003 年,北京機電所的蔣鵬(péng)、羅守靖、胡福榮(róng)等研究了(le)ARWS 型自動輥鍛機(jī)與加熱爐、模鍛主機的連接方式(shì)[9]。2004 年華中科技(jì)大(dà)學的劉桂華與北京機電所的任(rèn)廣升、徐春(chūn)國等(děng)利(lì)用軟件Deform3D 建立了輥鍛變(biàn)形過程的剛(gāng)粘(zhān)塑性有限元係(xì)統模型。對圓—橢圓—圓型槽係中的輥鍛(duàn)變形過程進行了(le)三(sān)維數值模擬,研究了輥鍛三維變形過程中(zhōng)材料的流動速度場(chǎng)、應力應變(biàn)場的特征及其動(dòng)態演化過程,討論了不同變形參數對應(yīng)力應變的影響 。2005 年胡福榮、蔣鵬、餘光中等CAD/CAM 技術應用在了前軸精密輥(gǔn)鍛模具設計製造中。采(cǎi)用(yòng)先進(jìn)設計手段、合(hé)理設計前(qián)軸精(jīng)密輥鍛模具以達到優化(huà)工藝、縮短調試時間的目的(de) 。2006 年中北大(dà)學的於建民、張治民、李保成等用MSC /superform 軟件對葉片輥鍛工藝用對稱模型進行了數值模擬,分析了坯料輥鍛過程中金屬的(de)流動情況、等效應變的分布和輥鍛(duàn)力(lì)矩,優化設(shè)計工藝(yì)參數,為葉片輥鍛製坯(pī)工藝的製定提供了依(yī)據 。2007 年吉林大學的宋玉泉、王明輝、宋家旺等研製出一種新型精(jīng)成形輥鍛機。該新型輥鍛機通過在傳統輥鍛機的上(shàng)鍛輥與下鍛輥之間增設凹模板,通過齒圈齒(chǐ)條結(jié)構(gòu)使(shǐ)其(qí)同步移動,使工件的軸向和橫向均受到凹模約束,改善了傳(chuán)統輥鍛機不能精成形的難題 。2011 重慶大學(xué)的柳豪、周傑等研(yán)究了某型號重卡前軸成形輥鍛工藝數值模擬輔助設計及優化問題,解決了美國某型號(hào)重卡前軸成形輥(gǔn)鍛工藝調試中鍛件在彈簧板與工(gōng)字梁部位折疊、工(gōng)字梁部位充不(bú)滿(mǎn)等缺陷 。到目(mù)前為止,國內對於輥鍛機的(de)研究基本都集中(zhōng)在改善(shàn)當前輥(gǔn)鍛(duàn)工藝及輥鍛機輔助(zhù)設備的研製上,而針對(duì)輥鍛機本身的研究卻鮮(xiān)有(yǒu)報道。由於實現高質量輥鍛並非是一個單純(chún)的工藝(yì)問題,必須克服現有輥鍛機的(de)缺點(diǎn)和不足(zú),因此如何研製出能滿(mǎn)足精密成型的(de)輥鍛機就顯得尤為重要。當前針對輥鍛設備(bèi)本身的研發才(cái)剛剛起步,具有(yǒu)很大的研發潛(qián)力。
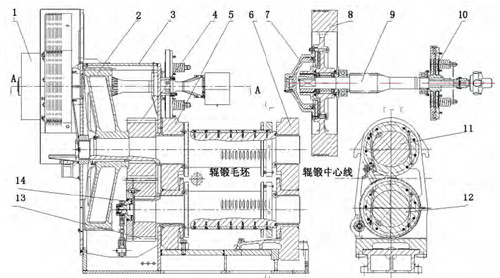
1—保護罩2—大齒輪3—機架4—上齒輪5—左機架6—右機架7—離合器(qì)8—飛輪
圖2 輥鍛機的主要結構
3 、輥鍛機的(de)關鍵技術(shù)及發(fā)展(zhǎn)前景
3. 1 重型化(huà)
自改革(gé)開放以來,在我國工(gōng)業增加值的構成中,重工業的比例不斷上(shàng)升,經曆了一個“產業結構重型化”的過程。2006 年以來,重工業產值在工業總產值中的比重再(zài)創新高,上升到70% 以上,至2008 年,這一比例更是上升(shēng)到71. 33%[15]。以輥(gǔn)鍛機的主要應用領(lǐng)域汽車(chē)行業為例(lì),從世界各國重型車發(fā)展曆史看(kàn),各國專用汽(qì)車、柴油機車、礦山機(jī)械等都已(yǐ)經顯示出重型(xíng)化、專業化的發展趨(qū)勢。各國汽車製造公司都將載貨(huò)汽車重型化、發動機大功(gōng)率化以及高科技裝備化作為產品研製和開發的發展(zhǎn)方向。重型車的發展已經成為汽車產業和(hé)國民經濟快速增長的動力(lì),直接推(tuī)動國家產(chǎn)業結構向重型化升級。隨著(zhe)重工業比例的提(tí)高,重型車需求(qiú)量(liàng)的(de)迅猛增加,大幅度提升了市(shì)場對大型零件的(de)需求。這將導致原有的鍛壓設備噸位不足,因而推動了對大型、重型鍛造設備的需求。由於輥鍛機的優勢及其節能性的特點,對大型輥鍛機(jī)的需求量自然大幅增加。現在市麵(miàn)上應(yīng)用的輥鍛機最(zuì)大的做到了1100 mm。遠遠滿足不了當前的需要,所以今後幾年,應加快對大型輥鍛機的研製,並盡快投入市場。
3. 2 綠色鍛造
為了應對越來越嚴峻的資源、環境壓力,鍛造工業提出了采用綠色鍛造的(de)可持續發展模式。綠色製造(zào)作為一種(zhǒng)綜合考慮環境影響和資源(yuán)效率的現代製造方式,其(qí)目標是使產品在設計、製造、包裝、運輸、使用到報廢處(chù)理的整個產品生(shēng)命周期中,對環境的影響(xiǎng)( 負作用) 最小,資源(yuán)效率最高,並使企業經濟效益和(hé)社會效益協調優化。鍛(duàn)造作為傳統的熱(rè)加工行業,生產過程中能耗高、汙染(rǎn)大、生產環境惡(è)劣,因此迫切需要采用這種綠色製造模式,建設可(kě)持續發展(zhǎn)的現代鍛(duàn)造企業[16]。為順應綠色(sè)鍛造的社會發(fā)展要求,輥鍛機在設計及使用過程中要(yào)走綠色發展之道,要按照資(zī)源使(shǐ)用效率最(zuì)高、環境影響(xiǎng)最(zuì)小的理念,遵循(xún)節能、環保、安全、高效的原則。
3. 3 精密輥鍛技術
隨著我國製造行業的(de)發展,現在已經逐步(bù)從(cóng)附加值低的(de)粗放型製造邁向附加值(zhí)高(gāo)、技術含量高的精密型製造,相應地對機械產品的質量也提出(chū)了越來越高的要求。諸如一些軍工產品、航空航天產品、儀器儀(yí)表產品、汽車產(chǎn)品、微型機械產品,其精度要求已達到微米(mǐ)級、亞(yà)微米級(jí),甚至納米級。這樣的精度要求決定(dìng)了發展精密加(jiā)工、超精密(mì)加工技術 。精密加工(gōng)技術的發展也促進了機械、電子、光學、液壓、傳感器、測量技術及材料科學的發展,同時也(yě)提(tí)高了對整個鍛造行業包(bāo)括輥鍛機的技術水(shuǐ)平和加工精度的更高要求。另外,目前原材料成本在鍛造成本(běn)構成中(zhōng)占到60%以上,我國輥鍛機的材料利(lì)用率在80% 左右,提高材料利用(yòng)率,降低金屬損耗的潛(qián)力相當可觀。要想持續(xù)站穩輥鍛機市場,勢(shì)必要提高(gāo)輥鍛機產品的質量,提高輥鍛精密成型的性能,大大提高材料的利用(yòng)率,才能保持輥鍛機生產企業的(de)競(jìng)爭能力。
3. 4 潤(rùn)滑技(jì)術
現有的輥鍛機相對運動部件較多,潤滑點特別多,但潤滑技術卻相(xiàng)對落後。例如關鍵的齒輪潤滑及滑動軸承潤滑均采用(yòng)開式潤滑,不僅(jǐn)浪費潤滑油,影(yǐng)響美觀,汙染環境,且由於輥鍛件是高溫作業,容易帶來安全(quán)隱(yǐn)患。因此輥鍛(duàn)機的潤滑技術也急需改進。
另外,國(guó)外一些有實(shí)力的大型鍛造公(gōng)司現已大規模運用機器(qì)人來代替(tì)人工生產,效益(yì)及安全性(xìng)顯(xiǎn)著增加(jiā),而我國(guó)目前隻有少數的鍛造公司運用(yòng)機(jī)器人。一直(zhí)以來以人工為(wéi)主、勞作力密布的鍛造職業,機器人的使用將是(shì)大勢所趨。在10 年時間內(nèi),我國將大步跨進工業(yè)機(jī)器人年代。因此,在輥鍛工藝設計中要(yào)充分考慮與(yǔ)機(jī)器人合理高效的連接,使輥鍛機跟上鍛壓行(háng)業高效自動化的時代。配備製作(zuò)業作(zuò)為我國的基礎支(zhī)柱產業,在將來我國經濟前行中發揮著不(bú)可代替的(de)作用。隨著全(quán)球經濟一體化程度的(de)深入,我(wǒ)國鍛件(jiàn)總產(chǎn)量不斷(duàn)攀升,鍛造技(jì)術不斷前進。而我國鍛造要從大國邁向強國,完成綠色鍛造、低(dī)碳鍛造方針,以工業機器人為中心的智能化與主動(dòng)化配備改造,無疑將為鍛造公司提高競爭力,體(tǐ)現先進製作優勢,贏得市(shì)場商機供給更加有力的支持。
4 、結語
隨(suí)著我國(guó)基礎設施步伐的加大,帶(dài)動了我國鍛壓工業的蓬勃(bó)發展。在當前(qián)國家大力推動節能減排(pái)的形勢下,貫徹(chè)節能、環保、安全、高效的“綠色鍛造”理念,對鍛(duàn)造行業顯得(dé)尤(yóu)為(wéi)重要。打造綠(lǜ)色環保的(de)鍛造行(háng)業(yè)已是現今業內勢在(zài)必行的舉措。輥鍛機以其具有設備投資小、生(shēng)產(chǎn)率高、對廠房和基礎要求低等優點獲得迅速發展(zhǎn)的契機。當前輥鍛機廠家應該抓住這(zhè)個契機,順應(yīng)時勢發展需要,在設計及使用過程中走綠色發展之道,積極創新研發出新的產品,大(dà)力推動綠色生產以及循環經濟的發展。
如果您有(yǒu)機床(chuáng)行業、企業(yè)相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合作(zuò),歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出(chū)口情(qíng)況
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年(nián)8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據