


物色最適配的刀具
2022-11-4 來源:伊(yī)斯卡 作者:技術經理 Andrei Petrilin
來(lái)自機械加工製造廠商的訴求(qiú)
機(jī)械(xiè)加(jiā)工製(zhì)造廠商期望刀具製造商為特定加工應用提供最佳的刀具解決方案。首先,該(gāi)如何定義特定加(jiā)工(gōng)應用中(zhōng)什麽是最佳刀具?其(qí)次,作為刀具製造商我們該如何滿足機械加(jiā)工製造廠商對刀具的期望?顯然,必須(xū)製定(dìng)標準,以能(néng)提供(gòng)一個強(qiáng)大的解決方案。而在給定的特定應用工況中,選擇最佳刀具的標準(zhǔn)應遵循這一(yī)原則。工藝技術文件通(tōng)常會對加(jiā)工應(yīng)用規定某一種或另一種刀具作為最佳刀具。因此,明確定義(yì)出清晰而明了的最優化標準至關重要。
選(xuǎn)定最優刀具的標準取決於多方麵(miàn)的(de)因素。生產類型(如:短周期、大型零部件、大批量),產品種類,加工材料(liào),機床設備,切削策略方案等都會直接影響機械加工製造商對最高效刀具的選擇。機械(xiè)加工製造商感興趣(qù)的是高性能刀具,這可以(yǐ)通過優(yōu)化刀具幾何形狀(zhuàng)和選用相適配刀具合金牌號來實現。其中(zhōng)所選刀具幾(jǐ)何形狀和合金(jīn)牌號與被加工工件材料的種類息息相關。舉個例子,加工鑄鐵的最優刀具就基本上不(bú)可能是加工高溫(wēn)合金的最佳(jiā)刀具。
機械加工製造商們通(tōng)常會在加工(gōng)不同形狀、不同尺寸的產品時麵臨兩難困境。某個產(chǎn)品輪廓外形可能需要用到(dào)大懸(xuán)伸的刀具加工,但是在通用的加工應用中,刀具的懸伸又(yòu)是(shì)被嚴格控製的,因為大懸伸會大大(dà)降低加工穩定性(xìng),進而極大(dà)地影響(xiǎng)加工性能。
來自(zì)刀具製造商的(de)回應
選擇出最優刀具是所有加工過程中眾多(duō)核心(xīn)問題關鍵因素的(de)一部分 ,這毫無疑問能極大(dà)地提高機(jī)床的(de)收益率。為(wéi)實現這一目標,需要考量各種相互關聯的因素,諸如機床利用率、合理的工藝規劃、可(kě)靠的工裝(zhuāng)夾具和刀具庫存管理等。所有這些因素都需要得到優化,而選擇適配的刀具被證明是整個環節中不可或缺的重要因素。
1.現代製造能力的特征(zhēng)之一是具有先進製造能力的高性能工程數控機床。新一代設備雖然昂貴,但是縮(suō)短了加(jiā)工時間,從而降(jiàng)低了生產成(chéng)本。理想(xiǎng)的刀具應該是能最大(dà)化生產效率,而且具有合(hé)理且穩定的(de)刀具壽命(mìng)。為了確定適配的加工解決方案,刀具製造商們開發出更(gèng)優(yōu)化的刀具幾何形狀和新的合金牌號,以能在更高金屬去除率(MMR)下實現可靠的各(gè)類(lèi)加(jiā)工應用。我們需要優化相應的刀具幾何參數(shù)和合金牌號,以使得(dé)刀具能高效地加工不同的工程(chéng)材料。
2.縮短機床的停機時間是降低生產成本的另一(yī)途徑。合理的刀路,例如確保刀具的利用率和最小化的(de)輔助時間,能極大地優化解決方案。刀(dāo)具交付的關鍵用“適配(pèi)”替換“最佳”。
3.在完美設定中,理想刀具是在任(rèn)何形狀的工件加工中,在大懸伸(shēn)或小懸伸加工中,刀具性能都不會(huì)受損。刀具定製為尋找最佳的解決方案另辟蹊徑。
4.俗(sú)話說“最好(hǎo)的刀具是你手頭的刀(dāo)具”,大(dà)家可以理解為重(chóng)要的金屬加工原則就(jiù)是易於上手的刀具才是理想的刀具。
5.現代先(xiān)進的機(jī)床集成最佳的加工策略。在數控機床上實際運行前,這些加工策略會先在計算機(jī)輔助工程(chéng)(CAE)中規劃、編程、檢驗和(hé)模擬驗證。因此(cǐ),還需為所選刀具(jù)生成一個對應(yīng)的數(shù)字孿生刀具,以嵌入CAE係統中。
伊斯卡最新解(jiě)決方(fāng)案
伊(yī)斯卡推出的(de)全新(xīn)NEOLOGIQ係列產品中包含各種新(xīn)產品,旨在優化現代金屬切削加工的解決方案。NEOLOGIQ的基本原(yuán)則是通過全新的刀具和刀片的幾何形狀及先進的(de)合金牌號來(lái)達成這一目標。在開發的新刀具中,也包含(hán)眾多(duō)用於瑞士型自(zì)動車床和多任務加工中心的刀具(jù)。
1.不鏽(xiù)鋼和有色金屬材(cái)料是醫療器械和手表工業裏小(xiǎo)零件(jiàn)的常用材料。中小型瑞士型自動車床通常用於(yú)大批量的零件生產(chǎn)。新一代伊斯卡(kǎ)ISO標準菱形車刀片專用(yòng)於該領域。精磨及拋光處理後的刀片在加工中能有效降低切削力,顯著減小加工中的(de)摩擦力。伊(yī)斯卡提供兩種刀片槽型,用於精加工、半精加工及粗(cū)加工。刀(dāo)片的幾何設計(jì)側重於防止加工中積屑(xiè)瘤的產生,進而能延長刀具使用壽命。(圖1)

圖1 用於微小零件車削生產(chǎn)的磨製拋光的ISO標準菱形(xíng)刀片
2.伊斯卡新開發了兩種硬(yìng)質合金牌號(hào),專用(yòng)於不(bú)同工程機械材(cái)料的高效(xiào)銑削。IC716用於加(jiā)工鈦合金。其特點是(shì)采用高韌性和高抗熱裂性的(de)硬質合金作為基體,施以高硬度陶瓷材料(liào)進行PVD塗層,生成高質量刀具表(biǎo)麵。IC5600用於加工鋼件。該牌號采(cǎi)用亞(yà)微米級晶粒的硬質合金(jīn)基體(tǐ),施以多層(céng)中溫化學氣相沉積塗層(MT CVD)塗(tú)層及後處(chù)理工藝。這樣(yàng)的組合極大地提高了IC5600牌(pái)號的耐磨性及抗熱(rè)衝擊性,並能有效提高切削速度及金屬去除率(MRR)。
3.機床工業的發展使(shǐ)得沿Y軸進行車削的加工方(fāng)式越(yuè)來越普及。該加工方式的切削過程異常(cháng)平穩,且生成的長切屑在重力(lì)作用下向下(xià)排屑十分順暢。因此,金屬加工(gōng)行業迫切需要專為Y軸車削方式設計的專(zhuān)用刀具。伊斯卡最(zuì)重要(yào)的新產品(pǐn)係列之一是NEO-Y-SWISS整體式車刀係列。(圖2)

圖2 采用Y軸車(chē)削策略的NEO-Y-SWISS車刀
4.模塊化(huà)刀具基於標準組件,如刀座(zuò)、刀(dāo)頭(tóu)、刀(dāo)柄、延(yán)長杆、縮徑杆等進行組合(hé),這也(yě)是為各種不同的應用需求找到最佳刀具的有效方法。伊斯卡的新型模塊化快換刀(dāo)頭NEOSWISS係列產品的顯著特點是由多種刀頭組合構成(chéng),刀(dāo)頭安裝可轉位刀片,用於(yú)在瑞士型自動車床上進行車削、切槽、切斷和螺紋(wén)加工等。該係(xì)列產品能在數控(kòng)機床的(de)緊湊的(de)作業空間內快速(sù)而方(fāng)便地更換刀頭及刀片。(圖3)
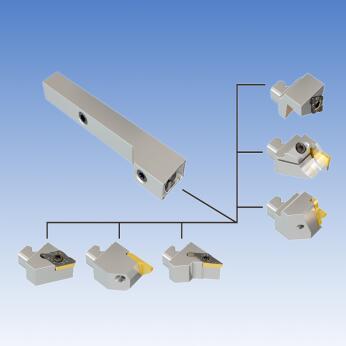
圖3 NEOSWISS,用於車削、切槽、切斷和螺紋加工的模塊(kuài)化快換刀頭係統
https://1309952130.vod2.myqcloud.com/4dc4b723vodcq1309952130/cf3eacc2387702307988458563/PeSE9RXMYh8A.mp4
5.緊跟現代機械(xiè)加工新時代的步伐,伊斯卡還推出了可換頭式旋轉類刀具,如變(biàn)形金剛立銑刀刀頭(MULTI-MASTER)及(jí)變色龍鑽刀頭(CHAM-IQ-DIRLL)。這些模塊化刀具係列可快換刀頭,具有“無(wú)需對刀”的特點,不需要對刀及調整數控程序的參(cān)數設置。這既減少了機床的停機時間(jiān),又確保了機床加工的高重複定位精度(dù)。伊斯卡刀(dāo)具係列的模塊化設計理念,使得定製刀具(jù)配置變得非常趁手。
6.伊斯卡數字化選刀係統在功能上有(yǒu)很大(dà)的改進。3D和2D刀具圖展示,刀具裝配、先進(jìn)的電(diàn)子樣本及附加應用的軟件(jiàn)構成了虛擬刀具環境。伊斯卡在(zài)線專家選刀係統(tǒng)(NEOITA)能夠為特定的加工作業搜索並擇選出最佳刀具。基於工(gōng)程(chéng)分析和專家庫(kù)信息,該係統能使用合適的切削參數生成一套(tào)有效而完整的解決方案,計算金屬去除率(MRR)、切削功率等,並允許直接訪問產品電子樣本、刀片磨損指南等。
我們已經將伊斯卡在線專家選刀(dāo)係統(NEOITA)引入智能手(shǒu)機。基於雲(yún)技術,可全天候24/7,多語種使用NEOITA。(圖4)

圖4 NEOITA,伊斯卡在(zài)線專家選(xuǎn)刀係統
投稿箱(xiāng):
如果您有機床行業、企業相(xiàng)關新聞稿件發(fā)表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發(fā)表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬(mǎ)")
業界視點
| 更多

行(háng)業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本(běn)型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工(gōng)中心精度的(de)幾種辦法(fǎ)
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械(xiè)老板做了十多年,為何還是小作(zuò)坊?
- 機械行業最(zuì)新自殺(shā)性營銷,害人害己!不倒閉(bì)才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造(zào),多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑(xǐ)孔加工工藝的區(qū)別