


數控加工中(zhōng)心刀具識別係統原理(lǐ)及(jí)應用
2022-7-21 來(lái)源:上汽通用五(wǔ)菱汽(qì)車股份(fèn)有限公司 作者:覃華漢 潘海銘 唐軍
摘要:機械加工(gōng)由普通(tōng)的(de)機床到數控機床加工,再到(dào)現在普遍的數控加工中心進(jìn)行加(jiā)工,而(ér)數控加工中心與數控機(jī)床最大的區別(bié)在於(yú)自動換刀係統(tǒng)。加工中心的自(zì)動換刀(dāo)係統得益(yì)於刀具識別係統(tǒng) , 刀具識別係統能夠把刀具所有(yǒu)的信息傳遞到機床主(zhǔ)機。本文(wén)闡述加工中心刀具如何進行識別處理,識別係統(tǒng)的工作原理及實際現場的應用。
關鍵詞:數控加工中心 刀具識別 實際運用
1、引言
現代自動控製領域沒有自動化的(de)識別是無法想象的。自動化識別技術有很(hěn)多方法:條形碼、機械編(biān)碼(mǎ)、微波技術、或者感應識別技術。要從以(yǐ)上的方法中作出一個正確的(de)選擇並不容易,但是實踐證(zhèng)明感應式識別(bié)技(jì)術是一個行之有效的方法,特(tè)別是應用於生產(chǎn)和裝配領域。感應(yīng)式原理能夠(gòu)保證(zhèng)在惡劣(liè)的周圍環境下有效工(gōng)作,非接觸式的工作(zuò)方式確保了係(xì)統的高可(kě)靠性和穩定性,感應式識別技術是在惡劣的工業現場應用的正確選擇。
2、識別(bié)硬件係統
識(shí)別硬件係統由編碼塊、讀寫頭、處理器組成(chéng)。編碼塊:接收能量信號(hào)作為其電源,並將其數(shù)據以脈衝調製信號傳(chuán)輸給(gěi)讀 / 寫頭。讀寫頭(tóu):同編碼塊進行數據傳輸,發送70k Hz 的能量信號並接收從編碼塊傳回(huí)的數據信(xìn)號。能量信號上帶有載波,能夠同時將數據寫入編碼塊(kuài)的存儲器。處理器:控製編碼塊和讀 / 寫頭之間的雙向數據傳輸,並作為緩(huǎn)衝存儲器(qì)。處理器(qì)好比上位機(jī)和編碼塊之間的(de)橋梁。
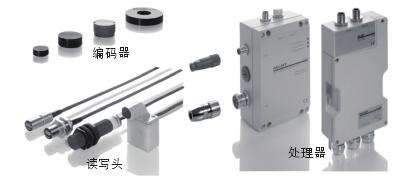
圖1 讀寫係統硬件(jiàn)組成
3、識別係統工作原理
讀寫頭通過電磁感應(yīng)非接觸式讀 / 寫編碼塊信息,並將讀取刀具信息傳輸到處理器進行緩存,處理器通過現場 Profibus 總線(xiàn)與機床 PC/PLC 進行通訊,將數據輸送存儲(chǔ)在PLC 中。

圖2
3.1 數(shù)據的讀取和寫入
要執行讀取或(huò)寫入作業,編碼塊必須位於讀寫頭的活動區域。讀寫作業具有以下序列:
a.PLC 將以下內容發送至(zhì)輸出緩衝區:- 指令指示符(fú)至子地址 01Hex,- 讀 取 或 寫(xiě) 入 的 起 始 地 址 至 子 地 址02Hex/03Hex,- 讀(dú) 取 或 寫 入 的 字 節 數 至 子 地 址04Hex/05Hex,- 字節頭中(zhōng)的 CT 位,根據編(biān)碼塊類型(緩衝區大小),- 並將字節頭中(zhōng)的 AV 位設定(dìng)為高位。b. 處理器:- 接收請求(輸入緩衝(chōng)區字(zì)節頭中的 AA位設(shè)定為高位),- 開始傳送(sòng)數據(jù);讀取=從編碼塊到輸入緩衝區,寫入=從輸出(chū)緩衝區到編碼塊。更(gèng)多的數據以數據塊的形式發送 (帶第 2 字節頭的緩衝區大小=緩衝器大小 -2),(不帶第 2 字節頭的緩衝區大小=緩衝器(qì)大小 -1)。2 個字節頭中的轉換(huàn)字節用來作為 PLC和處理器之間(jiān)的一種(zhǒng)數據交換。c. 處理器(qì)已(yǐ)正確地處理(lǐ)指(zhǐ)令(輸入緩(huǎn)衝區字節頭裏的 AE 位)。如果在(zài)執行指令過程中發(fā)生故障(zhàng),則故障代(dài)碼將寫(xiě)入(rù)輸入緩衝區的子地址 01Hex 並且輸入緩衝區字(zì)節頭的(de)AF 位將會重設。
3.2 編碼(mǎ)塊與讀 / 寫頭之間的關係
編碼塊與讀 / 寫頭之間通過電磁感應非接觸式進行數據交(jiāo)換,編碼塊所需電(diàn)源也(yě)由與讀 / 寫頭之間的電磁耦合提供,所以讀 /寫頭與編(biān)碼(mǎ)塊之間正確可靠傳(chuán)輸數據的關鍵在於特定的空間距離內,讀 / 寫頭與編碼塊之間(jiān)應保證(zhèng)充分的數據讀寫時間。對於(yú)靜態(設置參數:第 2 字節第 5 位 =0)讀寫過程而(ér)言,編碼塊在讀寫頭前完全禁止,這就允許它們兩者之間能有一個(gè)較大的空間距離。對於動態(設置(zhì)參數(shù):第 2 字節第 5 位 =1)過程而言,編碼(mǎ)塊(kuài)要(yào)在很短的時間內被讀或(huò)寫,必須有一個較短的空間距離(lí)以保證有足夠大的讀 / 寫(xiě)通道。每個讀寫頭有與之配套的編碼塊(它們之間的配對(duì)取決於物理尺寸的大小和天線區域(yù)的結(jié)構),讀 / 寫頭與編碼(mǎ)塊之(zhī)間(jiān)的距離和允許的水平偏移量如圖 3。
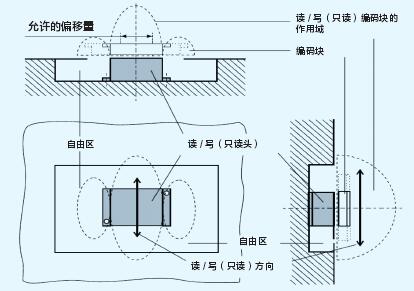
圖3
4、現場(chǎng)的應用
4.1 刀具識別
將(jiāng)編碼塊通過膠水鑲嵌粘到刀柄上,編碼塊寫好刀具信息,主要(yào)包(bāo)括:刀號、識別號(hào)、刀具實際長度、刀具實際半徑、長度公差、最大允許的使(shǐ)用壽命、實(shí)際(jì)刀具(jù)壽命 \ 實際使用頻率、刀具狀態、刀具切割半徑、刀(dāo)具測量狀態(tài)、刀具重量、測量單位、刀具磨損長度、刀具半徑磨損量、大刀(dāo)具標識、刀(dāo)具長度補償值等。讀寫頭安裝在刀庫的(de)入口(kǒu)處,刀(dāo)具(jù)裝刀入庫前會將刀具信息(xī)讀入 CNC 係統,刀具從刀庫取出(chū)時會(huì)把數據寫入刀庫中,從(cóng)而完(wán)成刀具(jù)信息的讀與寫過程,從加工準備到加工過程,整個生產過程(chéng)中進行不間斷的數(shù)據信息流。

圖(tú)4 正在讀取刀具信息

圖5 內嵌編碼塊的刀具(jù)
4.2 經驗總結
機床在裝 / 卸載刀具過程經常發生刀具信息(xī)讀取失敗(bài)故障(zhàng),最主要有兩個原因:(1)距離(lí)調(diào)得太近導致幹涉磨損讀寫(xiě)頭。(2)距離調得太遠(yuǎn)無法讀取。根據現場故障(zhàng)總結經驗得出最終標準距離為(wéi) 1mm ≤ M ≤ 1.5mm數據傳輸最佳。
5、結語
通過本文了解刀具識別(bié)係統的硬(yìng)件組成、元件的作用及整個係(xì)統的(de)工作原理,認識了(le)編碼塊無(wú)需電源和數據備份,讀寫頭無需精確安裝定位,在快(kuài)速運(yùn)動中就可以對編碼塊進行讀寫。在調整讀寫頭與編碼塊的距離過程中有了參考(kǎo)值,不至於調整距離出現問題導致故障發生,也(yě)可以縮短該係統(tǒng)故障的處理時間。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關(guān)信息

業(yè)界(jiè)視(shì)點
| 更多(duō)

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據