


伊斯卡直(zhí)角銑刀的創新設計
2022-7-15 來源:伊斯卡技術經理 作者(zhě):Andrei Petri
直角(jiǎo)銑(xǐ)刀
在銑削加工應用(yòng)中(zhōng),直角銑刀(90°主偏角銑刀)是最常用的(de)銑削刀具。它(tā)們廣泛應用於方肩(jiān)銑削、開槽銑削、有凸台(搭子麵)的端麵銑削等。還可以用坡走銑削(xuē)和(hé)車銑(xǐ)加工的方式加(jiā)工某(mǒu)些麵。無論(lùn)是可轉位銑刀、整硬銑刀(dāo)還是焊接銑(xǐ)刀(dāo),直(zhí)角銑刀在各刀具製造商(shāng)的通用銑削係列中都是占主導(dǎo)地位的產品。
在選擇直角(jiǎo)銑刀時(shí),有幾個重要的決定(dìng)性因素需要考慮,例如(rú)工件材料、加工餘(yú)量、精度要求、工件表麵質量、係統剛性、機床性能。這些因素不僅影響到對銑刀類型、刃口角度(dù)形(xíng)狀、刀具結構的選擇,也是刀具在製造(zào)商在進行刀具設計時考慮的關鍵點。例如采用整硬銑刀實現高精度銑削加工(gōng);采用可轉位銑刀滿足(zú)重載切削的同時實(shí)現(xiàn)降低刀具成本的需求(qiú)。整硬銑刀和焊接式銑刀需要精(jīng)磨加工出所需的刃口角度(dù)形狀(zhuàng),而可轉位銑刀中的壓製刀片直接決定刀具的刃口角度形狀。
二十世紀九十年代初,隨著伊斯卡創新推出安裝螺旋刃刀片結構的HELIMILL係列直角銑刀,金屬切削加工領域實現了重大飛躍(yuè)。螺旋(xuán)刃刀(dāo)片的高效切削刃由頂麵(前刀麵(miàn))和螺(luó)旋側麵(後(hòu)刀麵)構成。這是一個裏程碑式的刀具結構設計,刀片(piàn)具有(yǒu)恒定的正前角和沿(yán)著切削刃邊恒定的後角。這一開創性的結構大大降低切削功耗使得(dé)切削更加平穩。伊斯卡HELIMILL係列引領了(le)一種全新的(de)刀片設計理念,裝夾刀片後形(xíng)成恒定的切(qiē)削後角成為新的刀(dāo)片結構設計的(de)標杆,走在銑削技(jì)術發展的最前沿。
直角(jiǎo)銑(xǐ)刀刀片外形種類眾多,包含矩形、正方形、平行四邊形、菱形(xíng)、三角形或凸三(sān)角形。刀片的形狀不僅決定了刀片可轉位(wèi)刃(rèn)口(kǒu)數,而且也會影響刀片的其他一些重要特性。與矩形刀片相比,正方形或三(sān)角形刀片更寬。刀片寬度更寬有利於設計(jì)直(zhí)徑(jìng)更大的中心(xīn)螺(luó)釘孔,通過使用規格更大的螺釘實現更強固的刀片鎖緊。然而(ér)刀(dāo)片寬度的增大不僅會限定銑刀最小直徑的範圍,而且沿徑向(xiàng)更(gèng)深的刀片定位槽還會降低刀體的強度(dù)。而這也僅僅(jǐn)隻是可轉位直角銑刀設計中需要權衡的一個因素。設計中還有多個因素需要考慮,如選沿徑向(xiàng)分布的平裝刀片還是選沿(yán)切向分布的立裝刀片,刀片刀尖圓角半徑範圍,刀片是否帶修光刃,刀(dāo)片是否帶分屑(xiè)功能等。銑刀設計中(zhōng)必須(xū)考慮的因素還有被加(jiā)工材(cái)料的特性(xìng)和銑削的方式。
伊斯卡最新(xīn)的直(zhí)角銑刀
隨(suí)著刀具市場上(shàng)各種形狀和形式刀片的普及,設計出新的刀片形狀已經成為過去。伊斯卡最新研發的NEOLOGIQ係列直角銑刀產(chǎn)品,旨在探索實現滿(mǎn)足快速(sù)高效銑削的(de)刀(dāo)具解決(jué)方案。
伊斯卡研發工程師全新設計的NEODO S890銑刀,可以勝任鋼件、鑄鐵件的粗加工及半精加工。這款直角銑刀,適用於工況欠佳的(de)銑削環境,刀具設計綜合實現了降低(dī)成本、提高效率的需求。銑刀夾(jiá)持結構強固的雙麵刀片,刀片(piàn)為(wéi)正方形,刀片的頂麵、底麵及(jí)側麵均采用伊斯卡獨有的壓製技術(shù)壓製(zhì)成型。刀片帶8個(gè)右旋螺旋刃,頂麵及底麵各帶4個。當刀片裝夾於銑刀體時,形成徑向正前角和(hé)軸向負前角,從而確保在(zài)各種工況和斷續(xù)切削(xuē)情況下,均能降低機床功率消耗,實(shí)現平穩輕快的切削。燕尾槽結構定位槽使得刀片與刀體剛性定位夾緊,顯著提高刀具整體剛性。刀片帶修光刃,可以(yǐ)提高加(jiā)工產品(pǐn)的表麵質量。突破想象的全新正方形外形結構和壓製技術優勢相(xiàng)結合(hé),為麵銑加工(gōng)提供了高效、經濟的解決方案,尤其適合工件有類似(sì)於凸台(搭子麵)這種有幹涉的情況。(圖1)
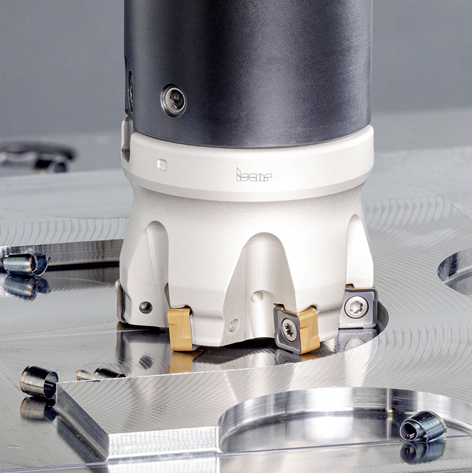
圖1. 高成本效益(yì)NEODO S890係列銑刀
夾持雙麵凸三角形刀片的HELIDO直角銑刀(dāo)係列,刀片帶(dài)6個切削刃,能用於密(mì)齒(chǐ)型銑(xǐ)刀的設計,以提高切削進給率(lǜ),實現生產效率的最大化。銑刀具有雙(shuāng)正前角結構,軸向(xiàng)正前角和徑向正前角。這一特點有利於(yú)降低切削加工功耗,使得在低功率機床上能進行粗(cū)銑加工。功能強大的HELIDO係列銑刀通用於方肩銑、槽銑、側插銑和坡走銑,還可以進行螺旋插補銑。這類銑(xǐ)刀的主要優勢是(shì)綜合了90°精確輪廓精度(dù)、高生產率、低成本等(děng)眾多優點。(圖2)
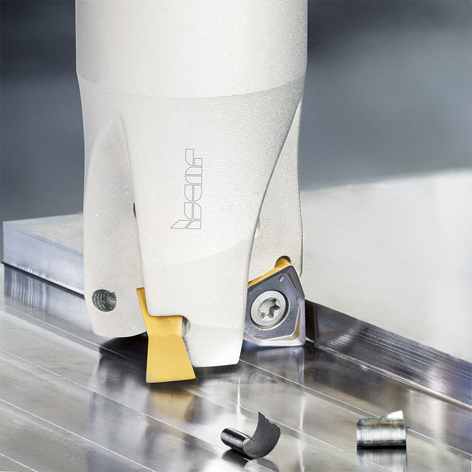
圖2.夾持雙麵凸三角銑刀片的HELIDO 600銑刀
高效銑削鋁合金和其他有色金屬(ISO N材料組)對刀具提出了鋒利切削刃和前刀麵拋光處理的要求。帶分屑槽切削刃是進一步提高銑刀切(qiē)削性能的途徑。單麵三角形鋸齒狀切削刃(rèn)的HELI3MILL銑(xǐ)刀刀片是直角銑刀中的一大利器,是非(fēi)常經濟-高效的銑(xǐ)刀。(圖3)
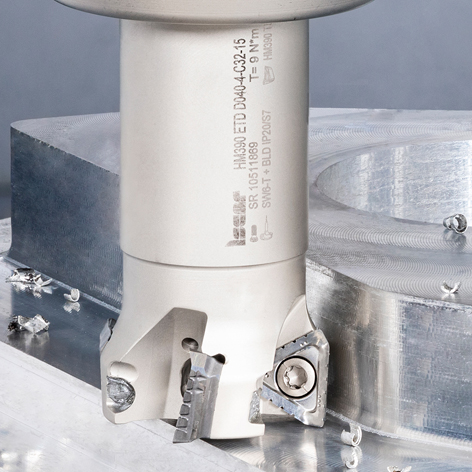
圖3.夾(jiá)持鋸齒狀(zhuàng)HELI 3 MILL銑刀片的銑刀
結語
以上(shàng)給出的案例證實了探索改進優化可轉位直角銑刀的路遠未窮盡。即使在開發設計新刀片時有更多的主偏角(jiǎo)銑刀(dāo)可以考(kǎo)慮,但(dàn)開發出全(quán)新的直角銑刀仍會是很具吸引力的解決方案。
投(tóu)稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多
查")
行業數據
| 更多(duō)
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年(nián)11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新(xīn)能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖(tú)示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的發(fā)展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國的技術(shù)工人都去哪裏(lǐ)了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自(zì)殺性營銷,害(hài)人害己!不(bú)倒閉才
- 製(zhì)造業大逃亡
- 智能(néng)時代,少談點智造,多談(tán)點製造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞(gǎo)懂數控車床加工(gōng)刀具補償(cháng)功能
- 車(chē)床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔(kǒng)加工工(gōng)藝的區別