


翼板減薄刀具方(fāng)案
2020-4-9 來源:山東核電(diàn)設備製(zhì)造 煙台(tái)市核電設備研究 作者:劉晶 王元兵
摘要:文章總結了(le)翼板的減薄(báo)工藝改進方法,折彎件的邊板或(huò)型鋼的翼板較薄,為了後續工藝的可操作性,需要進行減薄加工,且要求加工後的表麵質量較好。因翼板的厚度較薄,若(ruò)采用一般的銑刀盤進行銑削,因餘量大會導致加工時顫動嚴重,且產生高頻率噪(zào)聲。為改(gǎi)善此情況,需改變刀具方案,通過鋸片銑刀切割的方式進行加工,經(jīng)驗證,極大地降低(dī)了噪聲,能(néng)夠保證表麵質量,且提高了加工效率。此種方法同樣適用(yòng)於型鋼類的翼板減薄加工。
關鍵詞:翼板;薄(báo)板;減薄;刀具;鋸片銑刀
產品中有(yǒu)一(yī)批折彎件,製(zhì)造過程中由 6.4mm 厚 4013mm長的碳鋼板折彎而成,如圖 1 所示。為了保證折彎精度(dù)及後續(xù)工藝可操(cāo)作性,折彎時,板的(de)兩側邊留有較(jiào)大的餘量,折彎成形後進(jìn)行機加工,切除多(duō)餘餘量,將直邊段由 60mm 削減至22.2mm。
切除餘量,即對翼(yì)板進行減薄加工(gōng),通常(cháng)的加工方式有刨削、銑削等,使用的刀具形式包括銑刀盤等(děng)。
在前期的加工過程中,采取銑削的方式,使用銑刀盤進行銑削減薄。銑(xǐ)削時,因餘量大,達 38mm,需(xū)要銑(xǐ)削多(duō)次(cì)。因工件長達 4 米,翼板厚度僅(jǐn)為 6.4mm,裝夾時隻能(néng)對底板及(jí)局部的翼板(bǎn)進行夾緊,吃刀(dāo)量稍(shāo)微一大,便會(huì)產生嚴(yán)重(chóng)的顫動現象,且產生高頻率噪聲。如此,造成(chéng)刀片磨損加快,刀(dāo)具損耗(hào)嚴重。同時,對操作工的職業(yè)健康造成危害。
為改善此情況,降低噪聲,減輕顫動,對減(jiǎn)薄工藝進行改進。減薄鋼(gāng)板,除采用圓盤銑刀銑削方式(shì)解決外,還可以通過鋸片銑(xǐ)刀切割的方式進行減薄,刀具結構詳見圖(tú) 2。鋸片銑刀,因齒數較多,切割時每(měi)個齒的吃刀量不需很大,從而可以減輕顫動。另外,經過試驗研(yán)究,可以通過減少工件的支承環(huán)節,使(shǐ)工(gōng)件(jiàn)及夾具(jù)係(xì)統獲得更大的剛度,進而降低切削時的振動和噪聲[1]。同時,可以使用鋸片銑刀在所(suǒ)需高(gāo)度直接進(jìn)行加工,不(bú)需多次銑削,從而提高了加工效(xiào)率。按(àn)此工藝路線,對工件加工的實際情況進(jìn)行了試驗驗證,在刀柄上安裝(zhuāng)一個鋸片銑刀,工件上表麵局部壓緊。使用此刀具,可以一次將工件大餘(yú)量(liàng)的鋼板折邊去除,避(bì)免了多次加(jiā)工。加工現場見(jiàn)圖 3,加工後的(de)表麵情(qíng)況見圖 4。
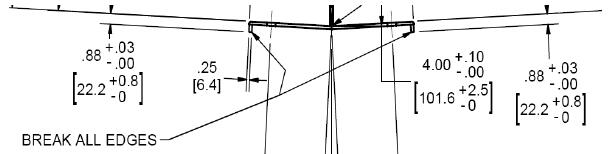
圖 1 折彎件側視圖
在整個加工過程中,未(wèi)出(chū)現強烈的振動,加工噪聲在正常範圍內,未出現金屬嚴重磨削的刺耳或者(zhě)較大的響聲(shēng),加(jiā)工後的表麵質量較銑削加工(gōng)幾無區別。

圖 2 鋸片銑刀結(jié)構(gòu)

圖 3 試用刀具加工現場

圖 4 加工表麵情況(左側為銑削(xuē)加工,右側為試用新刀具後一次加工表麵(miàn))
對使用銑刀盤、鋸片銑刀的加工結果進行對比,詳見表 1。
表 1 銑削與新刀具鋸切對比表
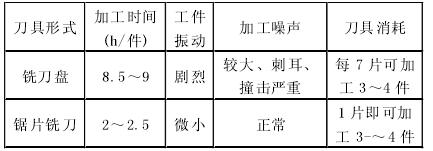
通過對比,使用(yòng)鋸片銑刀,一次切割的加工效率高,且振動、噪聲較小,另外,刀具(jù)消耗(hào)成本低,完全可以取替之前的(de)銑(xǐ)刀盤銑削工藝。確定使用鋸片銑刀後,為明確最合理的(de)切削參(cān)數,通(tōng)過(guò)切削兩翼板的餘量(每邊的切割長度均為 1800mm),切(qiē)削參數及效(xiào)率對比如表 2 所示。
表 2 兩(liǎng)次切削參數對比
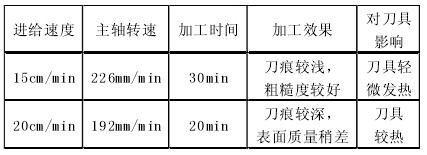
通過試驗,摸索切削(xuē)參數,確定後續類似(sì)工件(jiàn)的(de)減薄加(jiā)工,控製主軸轉速為 226mm/min,進給速度(dù)在 15cm/min左右,以保證良好的切削效果,並降低刀具(jù)消耗。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月(yuè) 金屬切削機(jī)床產量數據(jù)
- 2024年(nián)11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘(chéng)用車(轎(jiào)車)產量數據