


高溫合金的加工 - 進給率堪比鋁合金
2019-1-11 來源:瓦爾特 作者:-
航空工業的大量訂單給發動機製造商及其供應商的能力帶來了巨大壓力。因此,減少零件加工時間將(jiāng)受益匪淺。對於高溫合金,硬質合金銑刀的切削速度約為(wéi)50米/分。陶瓷銑刀提(tí)供了一種(zhǒng)不同的方法:其切削速度(dù)可(kě)達1,000米/分。
瓦(wǎ)爾特的(de)產品包括(kuò)兩個係列的陶瓷銑刀:具有通用槽(cáo)形的MC275適用於大(dà)多數應用場合; MC075為高進給銑刀。兩種產品係列(見圖1)均可提供8~25毫米的切削直徑。直徑為8~12毫米的刀具可作為整(zhěng)體銑刀使用,而(ér)直徑為12~25毫米的刀具可作為ConeFit銑刀使用。在這兩種(zhǒng)情況下,隻有刀具(jù)的頭(tóu)部由陶瓷(cí)製(zhì)成(chéng)。該刀頭釺焊在硬質合金接柄(bǐng)或碳化物ConeFit基體上。原則上,整個銑刀可以由陶瓷製成,但是硬質合金接柄增加了刀具的強度和阻尼。與整體式(shì)陶(táo)瓷刀具相比,其懸伸長度(dù)更長,材料去除(chú)率更高。
圖1:陶瓷銑刀和ConeFit陶瓷銑(xǐ)刀

圖文說明:具有通用槽形的MC275陶瓷銑刀和具有高進給槽形的MC075陶瓷銑刀作為立銑刀和標準係列的ConeFit解決方案。圖片:瓦爾特
陶瓷(cí)切削刀(dāo)具材料的應(yīng)用範圍包括(kuò)ISO S組中的鎳基、鈷基和鐵基耐熱合金。例如典型的合金有Inconel 718、René® 80、Nimonic® 80A、 Haynes® 556®、Mar-M-247®和Stellite® 31。這些高溫合金(HRSA)是飛機發動(dòng)機高溫部分的首(shǒu)選。
陶(táo)瓷切削刀具材料可定製用於(yú)銑削應用。與晶須(xū)增強陶瓷相比(bǐ),SiAlON陶瓷更耐溫度波動。正因如此(cǐ),它們成為銑(xǐ)削加工工序的理想選(xuǎn)擇。斷續切削導致切削刃上的溫度變化,並且冷卻介質的使用可以(yǐ)進(jìn)一步增加溫差,從而產生熱衝擊效應。因此(cǐ),瓦爾特(tè)建議在使用陶瓷銑刀加(jiā)工(gōng)高溫(wēn)超(chāo)合金時,采用幹式加工。用戶得到的另一個(gè)好處是,由於不(bú)適用冷卻潤滑劑,加工作業環保,經濟實惠。
使用陶瓷刀具銑削鎳基合金時磨損的(de)主要原因是由溫(wēn)度和積屑瘤引起的化學磨損。雖然化(huà)學磨損或擴散磨損持續削(xuē)弱切削刀具材料,但是由(yóu)於在切削刃上堆積而引起的磨損是不可預測的,並且會出現突然增加。由於加工(gōng)溫度高(見圖(tú)2),以及高溫超合金的韌性高(gāo),即使在高溫下(例如Inconel®718;750℃時Rm = 880 N/mm²,),刀具上會有大量積屑。這些積屑可熔化到切(qiē)削材料的表麵上,並且在移除時,使陶瓷部分被削掉。刀具上的積屑瘤(liú)詳見圖(tú)3。即使(shǐ)加工HRSA所產生的高溫對刀具壽命有負(fù)麵影響,但這是必需的。這是降低材料硬度並提高加工效率的唯一方(fāng)法。
圖(tú)2:Inconel® 718 – 用(yòng)MC275銑槽
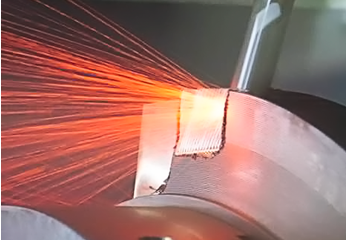
圖文說明:MC275陶瓷銑刀(dāo),用於Inconel®718的槽銑,切削速度為670米/分。生產效率和金屬(shǔ)去(qù)除總量明顯高於硬質合(hé)金銑刀。圖片:瓦爾特(tè)
圖3:MC075的磨損模式(vc = 600 m/min;ap = 0.4 mm;fz = 0.15 mm;Inconel® 718)
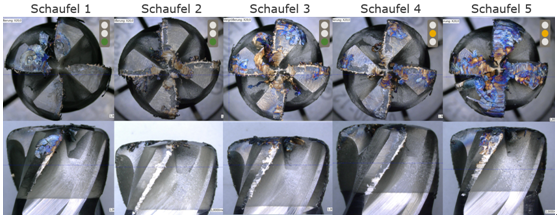
圖文說明:盡管積屑瘤和(hé)切屑量較大,但陶瓷銑刀在加工五張葉片(piàn)後,仍然可以使用。粘附在刀具上切屑變色表明加工溫(wēn)度很(hěn)高。 圖片:瓦爾特
切削參數由切削刀具材料和需要加工的材料(liào)確定。脆而耐熱的切削刀具材料可在高溫下使用,但是低衝擊強度要求0.02~0.05毫(háo)米的每齒低進(jìn)給率,全開槽(cáo)工序(xù)ap = 5%Dc的小(xiǎo)吃刀量和最大切削(xuē)刃長度的輪廓銑削的ae = 5%Dc。其例外情(qíng)況是,具有高進給槽形的MC075,其中ap≤apf時,fz = 0.15毫(háo)米。兩種產品的切削速度均在400~1000米/分。
具有硬(yìng)質合(hé)金切(qiē)削刃的銑刀與具有陶瓷(cí)切削刃的(de)銑刀的結果不可能相差很大。圖3所示的磨損照片顯示了(le)陶瓷(cí)銑刀僅用於粗加工的原因。磨損跡象(例如切削刃上的(de)切屑和(hé)寬度超過0.5毫米的磨損痕跡)隻是表明(míng)硬質合金銑刀的使用壽命快要結束,並不是停止使用陶瓷切削刀(dāo)具的理由。通過對切削參數進行比較,也可清楚地看出兩類刀(dāo)具材(cái)料之間(jiān)的差異。例如,對Inconel®718全開槽所用的直徑(jìng)為10毫米的立銑刀進行比較(見圖(tú)7中的表格):盡管使用碳化物的切削深度較(jiào)大,但是使用陶瓷的進給率大得多,這種優勢是無可比擬的。在(zài)這種情況下,使用陶瓷切削(xuē)刃的金屬(shǔ)去除率在(zài)56%以上。此外,使用陶瓷銑刀去除的金屬總量比硬質合金銑刀高180%。就金屬去除率和每個刀具壽命中(zhōng)去除的金屬總量參數而言,陶瓷比碳化物具(jù)有明顯優勢。使用相同的機床,加工時間更短,加工批量更大;用戶可以選擇配(pèi)置其現有機床,從而可使用(yòng)更少的(de)加工中心。總加工量大,刀具成本低。
圖(tú)6:Inconel® 718的硬度曲線
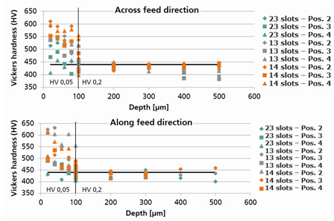
圖(tú)文(wén)說明:圖中顯示(shì)了材料在100微(wēi)米深(shēn)度下(xià)的硬化。無論刀具磨損或測量位置如何,在200微米或更深的深度都不(bú)會測量到硬化。 圖片:Fraunhofer IPT
圖7:硬質合金與陶瓷(cí)的比較
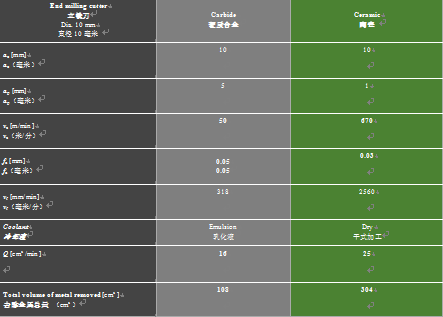
圖文說明:比較結果(guǒ)表明,與硬質合金銑刀相比,采(cǎi)用陶瓷銑刀切削速度高很多,金屬去(qù)除率(lǜ)更高,金屬去除總量(liàng)更多。 圖(tú)片:瓦爾特
鎳基合金部件加工的經典案例(lì)是(shì)飛機發動機的整體式渦輪(lún)葉盤(pán)。此旋轉整體部件是一個具有大量葉片的(de)盤。使用硬質合金銑刀,通過粗加工,可銑出葉(yè)片之間的空間。加工時間約30分鍾。具(jù)有高進給槽形(xíng)的MC075陶瓷銑刀可在10分鍾(zhōng)內切(qiē)出相同的空間。對於這種(zhǒng)應用(yòng),它(tā)在硬度為44HRC、抗拉強度(dù)為(wéi)1400 N/mm2的耐熱鎳基合金中實現了9500 mm/min的進給率。這些進給速率值通常(cháng)用於加工鋁(lǚ),而(ér)不是鎳(niè)基合金(jīn)。
圖4:槽(cáo)內測量點的位置
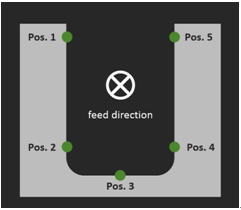
圖文說明:因為(wéi)槽基體的(de)溫度(dù)升高,關鍵測量點是(shì)位置2和位置4。 圖片:瓦爾特
圖5:測(cè)量點的分布
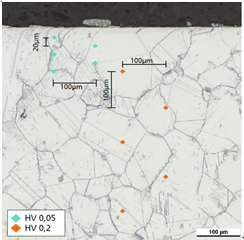
圖文說明:顯微照片(piàn)顯示了硬度測量的測量點的分布。不允(yǔn)許(xǔ)有超出精加工餘量的任何硬化。 圖(tú)片:Fraunhofer IPT
雖然(rán)陶瓷刀具提供了極好的加(jiā)工(gōng)機會,但是值得考(kǎo)慮的是,陶瓷銑刀達到(dào)的高加工溫度(dù)是否會導(dǎo)致材料的損壞。由於陶瓷刀具僅用於粗加工,所以唯一需要保(bǎo)證的是,材料損壞的深度小於精加工的偏差。與位於德(dé)國亞琛的Fraunhofer IPT公司通力合(hé)作,我(wǒ)們測量(liàng)了硬化的深(shēn)度和範圍 - 針對具有不同磨損(sǔn)水平的陶瓷銑刀,Inconel®718的全開槽工序。在(zài)陶瓷(cí)刀具銑削具有中等磨損的13或14個槽或磨損嚴(yán)重的(de)23個槽後,我們分別對其進(jìn)行了硬度測量。為了確定(dìng)並評(píng)估最大熱負荷,槽上選擇的測量(liàng)點如下文所示(見圖4)。為確保收集的數據正確,我們進(jìn)行(háng)了如圖5所示的測量。材(cái)料的基本硬度為(wéi)446HV。結果:在100微米的(de)深度內檢測到高(gāo)達640 Hv的硬化(huà)。無論刀具的磨損或測量方向如何,如果深度大於200微米,都檢測不到硬化。由於通(tōng)常適用的粗加工(gōng)偏移量在3/10~5/10,所以不希望使用(yòng)陶瓷工具進行的粗加工在精加(jiā)工過程後,會導致任何其它損壞(huài)。
陶(táo)瓷銑刀是高效可靠加工高溫合金的理想選擇。
可視化視頻:https://youtu.be/4UC3jCdhi_M
圖8:Stefan Benkóczy

圖文說明:瓦爾特航空工業零件經理Stefan Benkóczy 圖(tú)片:瓦爾特
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關(guān)新聞(wén)稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關(guān)新聞(wén)稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
馬")
