


成組技術:在工業(yè) 4.0 時代實現卓越運營
2019-1-8 來源:山高刀具集團 作者:技(jì)術經理 Patrick de Vos
上海, 2018 年 12月 -工業革命發展到現在,製造商們(men)始終擁有一個共同的(de)目標(biāo),那就是(shì)將零(líng)件(jiàn)生產控製在(zài)一(yī)定時間和成本內。製造工(gōng)藝從手工製造的單件生產模式發展為大批量生產線,相同零件的產量顯(xiǎn)著提(tí)高(gāo):大批量/少品種(zhǒng) (HVLM)生產方案。近年來,隨著數字技術開始廣泛應用於編程、機床控製和(hé)工件處理係統,工(gōng)業4.0得到了快速(sù)發展,推動了多品種(zhǒng)/小批量 (HMLV) 生(shēng)產模式。
在(zài)工業(yè) 4.0 時代,企業(yè)往往高度重視最新的(de)生產技術和數字化技術。然而,生產率和成本效益最大化(huà)依舊建立在(zài)卓越運營基礎之上。在目(mù)前的經濟環境下,製造商普遍認為速度是卓越運(yùn)營的關鍵指標:盡可能縮短從圖紙進入工廠,到工件成品最終離開工廠的時間。製造(zào)商開展的提速工作通常集中在例如精益製造或(huò)六西(xī)格瑪 (SixSigma)等策(cè)略上。
然而,這些(xiē)策略(luè)通常涉及到 HVLM 生產,有時候並不適用於 HMLV 方案。成組技術方法是簡化 HMLV輸(shū)出(chū)的一項重(chóng)要因素(sù),將零件分(fèn)類並(bìng)編碼到不(bú)同的可加工係列中,使(shǐ)車間能夠(gòu)實現最(zuì)高水準的卓越運營。
成組技(jì)術
成(chéng)組技術是一種製造組織策略,在該策略中,具有某些相(xiàng)似性(例如幾何形狀、材料、製造工藝或質量標準)的零件被歸到(dào)特定群(qún)組或係列中,然後采(cǎi)用一種通用的生(shēng)產方法進行製造(zào)。在計劃加工工序時,它針對的是整個零件係列,而不是單個工件。
通常,組織生產零件係列被稱為“單元式製造”。單元式製造興起(qǐ)於 20 世紀 80 年代,大(dà)約在 HMLV 生產時代開始的時候。製造商們認(rèn)識到,批量生產規模不斷縮小,而工件和新工件材(cái)料的種類不斷增加。車間麵對的是千差萬別且生產批量相(xiàng)對較(jiào)小的工件。因此,生產準備時間大幅增加,製造商們試圖克服這個問題。
成組技術中的零件係列根據零件的編碼和分類(lèi)進行創建。每個零件都會分配一個由字母、數字或兩者的(de)組合組成的代碼,並且每個單(dān)獨的字母或數字都代表工件的特定特征或生產工件所需的生(shēng)產技術。如圖 1所示,零(líng)件代碼第 6 位表示工件尺寸,第 7 位表示原材料,第 8 位(wèi)表(biǎo)示工件材料的原始形(xíng)狀,第 9位表示所需(xū)的質量等級。第(dì) 3 位至第(dì) 5 位描述了加工零件所需的工(gōng)序。

優化代碼和分類係(xì)統
零件代碼(mǎ)用於計劃生產,並通過參考一個稱為“複雜工件”的虛擬或不存在的零件來報價,如圖 2 第二行所示。這裏(lǐ)所謂的“複雜(zá)”並不意(yì)味著工件難以加(jiā)工;相反,它描述的是(shì)一個通(tōng)用工件,該工(gōng)件(jiàn)展示了(le)公司能夠加工的所有特征,例如高(gāo)精度和低精度的孔、深腔體(tǐ)和淺腔體(tǐ)、側銑特征等。圖中第(dì)一行的(de)零件代表了可(kě)以選用第二行複雜(zá)工(gōng)件所述的工序生產的工件。通過將加工(gōng)各個所需特征的成本相加,可以得出代表性(xìng)的總成本(běn),並且簡化了定價估算工作。不需要逐個分析零件成本。
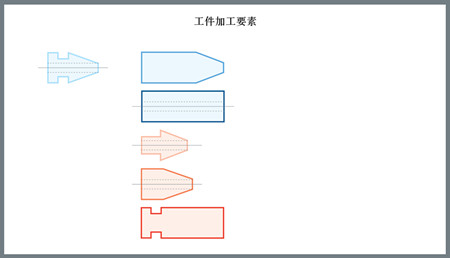
圖(tú) 2:工件加工(gōng)元素.jpg
生產計劃員和估價員一(yī)起研究工件圖紙(zhǐ),通過將工件上的特征與複(fù)雜工件上的特征相匹配來(lái)進行報價,並且還可確定其他生產要素,例如所需的(de)機床、是否需要冷卻液等。此外,借助成熟的 CAM 係統執(zhí)行成組技術還能進一步降低(dī)預加工工程(chéng)時間的要求。另外,由於工廠各部門都(dōu)基於相同的複雜工件模型工作,這也有效改善了工廠跨部門溝通(tōng)。成(chéng)組技術方法最初起源(yuán)於開發(fā)人員需要與(yǔ)工藝工程師、程序員和計劃員接洽(qià),以便(biàn)收集各種(zhǒng)生產工(gōng)序的成本信息。盡管這種開發(fā)始於 20 世紀 80年代,但將個人經驗和數據匯編並組織成為一個係統的過程類似於如(rú)今盛行的人(rén)工智(zhì)能活動。在某些情況下,成組技術可以推動車間的重組。圖 3 左側顯示了(le)零件在車間(jiān)中(zhōng)經曆的迂回路徑,該車間采用基於車削、銑削、磨削等機床功能的傳統布局。然而,當工(gōng)件采(cǎi)用單元布局(圖中右側所示)以係列的形式進行分組(zǔ)和加工時,可以布置機床以簡化製造流程,並最大限度地減少零件在車間中的移動。每個不同(tóng)的工件(jiàn)係列(liè)均以最高(gāo)效的方式加工,而不需要在(zài)車間內進行不(bú)必要的運輸。因此大幅縮(suō)短了零件生產時間。
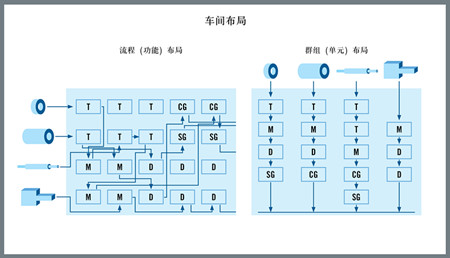
圖 3:車間布局.jpg
當然,采用(yòng)新概念既有益處也有(yǒu)挑(tiāo)戰。成組技術方法在工程設計、工藝規劃和(hé)製造時間節省方麵(miàn)有不少優點,但(dàn)也存在一些弊端。首先,在某種程度上,成組技(jì)術方法降低了靈活性。如果(guǒ)某一特定工件配置的需求顯著增加,造成生產瓶頸,那麽傳統(tǒng)的車間設置將(jiāng)更加靈活。在(zài)傳(chuán)統布局中,部門中的其(qí)他機床(chuáng)可以用來生產零件。其次,管理(lǐ)機床(chuáng)停機時間也會是一項挑戰。如果一個零件係列出現(xiàn)暫時的(de)需求下降,那麽單元布局中的機床將會閑(xián)置。
實施(shī)成組技術概念(niàn)可能帶來的另一個難題是往往需要花費過多的時間來比較各個編碼係統。然(rán)而,比編碼係統本身更重要的,是公司應當全麵了解其設備和資源,以及期望的結果。在這種情況下,內部創建自(zì)定義編碼係統將會是一種簡單而高效的選擇。重新安排車間以更有效地加(jiā)工零件係列是另一項工廠特定的決策。大型企業(yè)更容易重新調整他們的機床,而小型企業(yè)可能麵臨經濟(jì)方麵的限製和(hé)其他因素。
更快、更準確(què)的報價
創(chuàng)建零件報價的成組技術方法可以提高收入和盈利能力。例如,一家航空航天分包商采用 HMLV生產環境(jìng),其批(pī)量大小為 1 到 5 個工件,每(měi)年收到大約 4000份報價請求。由於沒有足夠的時間對(duì)每個零(líng)件進(jìn)行單獨的分析和報價,延緩了定價過程(chéng),導致車間(jiān)隻(zhī)能對4000 份(fèn)可能任務(wù)中(zhōng)的 1500 份進行細致的報價。這家分包商收到了大約 2600 份訂單。後來,利用成組技術舉措支持的分析並利用複雜工(gōng)件(jiàn)信息進行零件報價後,這家分包商發現自己每年可以進行(háng) 3000份細致的報價。更多細致的(de)報價吸引到了更多的訂單,達到(dào)每年 3200 份(fèn)訂單的水平。最重要的(de)是,在根據成本和利潤進行投(tóu)標時,投標的成本比先前未采用(yòng)成組技術概念的投標平均降低了 30% 以上。更快、更準確的報價流程具(jù)有兩個優(yōu)點。一是錯誤的、對(duì)利潤(rùn)率產生負麵影響的(de)投標價過低情況減(jiǎn)少,二是不準確的、令客戶難以接受(shòu)的虛高報價情況減少。成組技術概念的實施讓製造商能夠更好(hǎo)地控製所做的工(gōng)作及其
成(chéng)本,並降低了不準確報價的發(fā)生率。
成組(zǔ)技術規定,不考慮每個單獨的工件及其生產參數(shù),而是將具有相似(sì)特征的(de)零件分組在一起進(jìn)行加工。以一家生(shēng)產皮帶式傳動裝置的皮帶輪的車間為例。為了適用於不同尺寸的皮帶,各個皮帶輪(lún)的帶槽的直徑(jìng)、寬度和輪廓有所不同。采用不同配置加工時,其間的轉(zhuǎn)換時間約為一個半小時。
工藝流程分析表明,每次進(jìn)行皮帶輪加工轉換時,都要(yào)完全拆卸機床,而且需要取出、清洗和放好所有(yǒu)刀具(jù)。為了(le)加工下一個皮帶輪,需要將大多數相同(tóng)的刀具(jù)放回機床中。在成組技術方(fāng)法中,相似但不完全相同的皮帶輪被劃分為一個係列。轉(zhuǎn)換工作包括更改 NC 程序、修改一些加工參數,有(yǒu)時需要更改(gǎi)用於加(jiā)工槽形的(de)刀具。根(gēn)據特定工件(jiàn),轉換時間從(cóng)一個半小時縮短為十分鍾。采用這個方法的主要難題(tí)在於讓車間(jiān)人員相信,他們生產的零(líng)件屬於同一個係列,可以通過調整工藝流程實(shí)現更快地加工。

不同工件.jpg
結論
成組技術製造組織策(cè)略(luè)可幫助製造商高效(xiào)應對 HMLV 生產的挑戰,山高澳大利亞分公司的 Dave Morr 已對此進行了廣泛的開發工作。傳統的生產率提高策略(例如精益製造和六(liù)西(xī)格瑪)確實能夠(gòu)帶來一定改善,特別是在可對大(dà)量相同零件的(de)加工工序進行微調的 HVLM 生產中(zhōng)。然而,隨著(zhe)加(jiā)工技術(shù)以及數字產品設計和管理的進步,高度多樣化、小批量(liàng)的製造日益(yì)增多。通(tōng)過將零件歸類為係列並整合定價(jià)活(huó)動和(hé)加工工序,成組技術方法為製造商提供了(le)一種高效應對工業 4.0 時代(dài)諸多(duō)挑戰的方法。
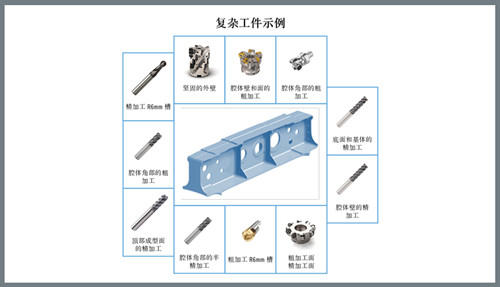
圖 4:複雜工件示例.jpg
說(shuō)明
成(chéng)組技術和(hé)山高谘詢服(fú)務 (SCS)
成組技術製造組(zǔ)織策略是實現卓越運營的(de)重要要素,並且(qiě)可以有力地推動製造商各方麵的工作。然而,競爭的壓力迫使許多製造商幾乎隻專注於以特定的成本按時生產特定數(shù)量的零件,而沒(méi)有時間或專(zhuān)業知識來仔細分析和優化(huà)其業務和(hé)加工工序。
山高(gāo)成立了一(yī)個新的業(yè)務部門,旨在幫(bāng)助那些有(yǒu)資源可用於生產改進,但沒有足夠的(de)資金(jīn)支付雇用工藝改進工(gōng)程師的高費(fèi)用或與大(dà)型業務谘詢公司進行合作的中型公(gōng)司(sī)。山高谘詢服務 (SCS)可幫助製造商平(píng)衡整體製造和業務問題與加工效率(lǜ)和經濟性。SCS對品牌保(bǎo)持中立,支持用戶當前使用的任(rèn)何品牌刀具。
利用 SCS 的第一步是製造效率評估 (MEE) 工作,包括(kuò)對加工、生產係統和運營管理績(jì)效的分析。SCS 將分析公司的產能,並檢查準(zhǔn)備、加(jiā)工和設備(bèi)處理方麵的問題。從(cóng)中能夠揭示產能/資產問題的根(gēn)源(yuán),以及員工的知識短(duǎn)板。準備分析包括編程支(zhī)持以及方法和零件的標準化。通過方法優化和故障排除來識別並解決加工問題。庫存和消耗可視化以及刀具管理計劃可解決(jué)設備處理問題。
在整個 SCS 計劃中,山高技術教育(yù)服務(STEP 研討會和課程)幫助(zhù)培訓製造公(gōng)司的(de)員工。服務(wù)的一個主要方麵包括說服車間人員采用新的策略。僅僅將宣傳海報貼在車間牆壁上不能起到多大的效果。事實上,問題往往不在於缺(quē)乏新的知識或理念,而是(shì)因(yīn)為車間人員傾(qīng)向於采納(nà)傳(chuán)統解決方案。成功的關鍵是說服員工認識到(dào)新策略的好處,並製定實施新策略的準則。
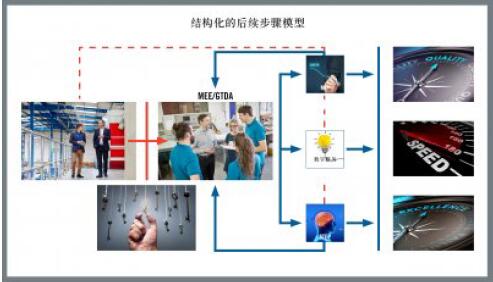
圖 5:NEXT STEP 模型.jpg
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月(yuè) 新能源汽車銷量(liàng)情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據(jù)
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據