


航空(kōng)液壓殼體深孔加工工藝研究
2017-7-17 來源(yuán):中(zhōng)航工業金城南(nán)京機電液壓工(gōng)程研究(jiū)中心 作者:李富長,孫曉陽
摘 要:航(háng)空液壓產品(pǐn)中的殼體類零件的主閥套孔具有大長徑比的特點,該類零件(jiàn)材料主要(yào)是(shì)高強度鋁合金,內(nèi)孔加工屬於比(bǐ)較典(diǎn)型的深孔加工,其尺寸公差、幾何公差等要求嚴格,表麵粗糙度值低,對加工刀具的結構有較多(duō)限製,這給零件(jiàn)的精加工帶來很大的困難。通過研究殼體(tǐ)深孔加工的工藝路線安排、加工工藝參數及加工刀具選取等,經過鏜削、研磨和珩磨等各種加工方式的多次試驗,最(zuì)終選擇用鉸削加工來保證殼體深孔加工精度要求,解決了十餘種軍工重點型號大(dà)尺寸液壓殼體(tǐ)零件的加工瓶頸,對於同類殼體深孔加工具有借鑒意義。
關(guān)鍵詞:殼體(tǐ);深孔;鉸刀
一般把孔 的 深 度(dù) 和 直 徑 之 比 >5 的 孔 稱 為 深孔。在深孔切削過程中,因為刀具在工件內部(bù)切削,刀具和切削情(qíng)況均無法(fǎ)觀 察到(dào),且刀具細長,剛 度差,冷卻困難,排屑不暢,所以深孔切削加工是一種難度較大的加(jiā)工技術。深孔加工的關鍵技術是(shì)刀具參(cān)數的(de)選取和加工(gōng)餘量的控製.
航空液壓產品中的殼體類(lèi)零件的主閥套孔的(de)孔徑為(wéi)18~40mm,長徑比約為(wéi)8~15。該類零(líng)件材料主要是高(gāo)強度鋁合金,內孔加工屬於比較典型的深(shēn)孔加工(gōng),其尺寸(cùn)公差、幾何(hé)公差等要求嚴格,表麵粗糙度要(yào)求低,對加工刀具的結構(gòu)有較多限製,這給零件的精加工帶來很大(dà)的困難。
1、液壓殼體零件
液壓殼體零件結構圖如圖1所示,其內部閥套孔(kǒng)29+0.025 0、27+0.025 0mm 的內孔(kǒng)表麵粗糙度要求(qiú)為Ra0.4μm,圓柱度允差為0.008mm。該零件材料(liào)為鍛鋁合金。
2、工藝路線
該零件在臥式加工中心(機床型號 DIXI-200)上加(jiā)工(gōng),操作係統為 FANUC15 係統(該方(fāng)法中宏程序部分在FANUC-0i係統上通用)。經過(guò)鏜削(xuē)、研磨和(hé)珩磨等各種加工方式的多次試驗,最終選(xuǎn)擇用鉸削加(jiā)工來保證零(líng)件各內孔的(de)幾何公差要(yào)求。零(líng)件在本工序加工前狀態為所(suǒ)有需加工內孔直徑方向預留2mm 餘量[1-2]。
以圖1中29+0.025 0mm 孔為例,加工工藝(yì)路線如下(xià):1)兩端分別銑削加工28+0.5 0mm 深(shēn) 20 mm引導孔;2)用28mm 平底加長擴孔銑(xǐ)刀從兩端分別加工內孔至(zhì)28mm;3)從兩端分別鏜削至28.8mm;4)從兩端分別鏜削至28.92mm;5)在一端鏜削加工29 0-0.01mm 深50mm 引(yǐn)導(dǎo)孔;6)從29 0-0.01mm 深50mm 引導孔處一次鉸削(xuē)至圖樣要求。其中,第5步是關鍵,對解決孔口喇叭狀及(jí)孔的直線度有益。大長徑比內(nèi)孔鉸削,鉸刀刀(dāo)杆必然較細,剛性差,應選擇較低的切削速度。經(jīng)多次試驗,取主軸轉速為60r/min,進給量(liàng)為 30 mm/min(約每(měi)轉(zhuǎn)每齒進給0.05mm)
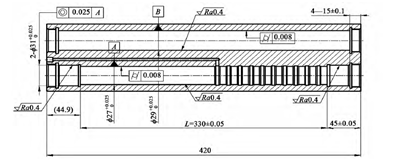
圖1 液壓殼體(tǐ)零件圖
3、鉸刀幾(jǐ)何參數的選擇與修研
3.1 鉸刀幾何參數的選擇
鉸(jiǎo)刀一般選擇6~8個切削刃(見圖2),柄(bǐng)部為莫氏4# 錐(zhuī)帶拉釘結構。當孔深與直徑的長徑(jìng)比>10時,應增(zēng)大鉸刀倒錐參數,具體數值為直徑方向約50mm 處0.04mm 倒錐。
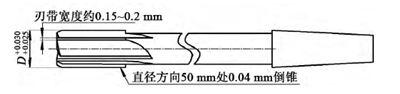
圖2 鉸刀示意圖
以圖1中29+0.025 0mm 孔加工為例。在臥式(shì)加工中(zhōng),當鉸刀快出(chū)頭時,冷卻液已無法進入加(jiā)工的內孔,鉸刀排(pái)屑槽內切屑也達到了最多的狀態,鉸刀因(yīn)冷(lěng)卻(què)效果差與孔壁摩(mó)擦(cā)加劇,鉸刀(dāo)發熱膨脹。當鉸刀刀柄剛度不足時,會出現機床主軸勻速轉(zhuǎn)動而鉸刀刀刃間斷轉動的現象,反映在零件(jiàn)上是內孔出口端孔口呈現規則的花瓣型。鉸刀與孔(kǒng)壁摩擦力的大小也與鉸刀刃帶的(de)寬窄及鋒利程度有關。刃帶的寬窄應(yīng)取0.15~0.2mm,並在刀具圖樣上明確要求。
3.2 鉸刀直徑的修研
分體式鉸(jiǎo)刀研磨器是由2個(gè)研磨塊組合後放入殼體內(見圖3)。修研時,將鉸刀插入,當鉸刀轉動時從兩端施(shī)加壓力並沿(yán)鉸刀(dāo)軸線往(wǎng)複移(yí)動,可方便地控製鉸刀直徑。
鉸刀直徑的修研也可采用開口研磨套[3]。開口研磨套開口方向為:1)直開口適用於左旋和(hé)右旋鉸刀;2)右旋開口適用(yòng)於左旋和直齒鉸刀;3)左旋開口適用於右旋和直齒(chǐ)鉸刀。
鉸刀(dāo)直徑的(de)修研是深孔加(jiā)工中關鍵的一步,鉸刀直徑按所加(jiā)工零件內孔直徑上偏差製作。經過修
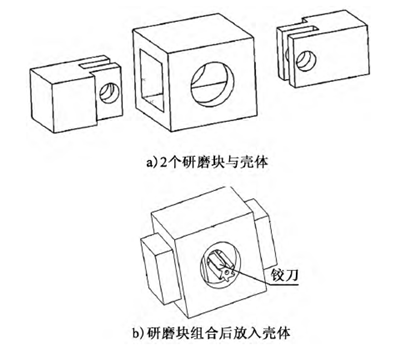
圖3 分體式鉸刀研磨器示意圖
研的鉸刀鉸孔後,零件表麵粗糙(cāo)度(dù)值可達 Ra0.1~Ra0.2μm。鉸刀倒錐也應進行手工修整。當鉸刀出現縮孔現象(xiàng)(縮孔現象指的是鉸孔(kǒng)完成後,孔的直徑小於鉸刀直徑(jìng))時,微(wēi)量的縮孔對加工表(biǎo)麵質量是有好處的,但(dàn)會增大刀具(jù)扭矩,當縮孔>0.015 mm時,應更換鉸刀。
4、零件工作坐標係設置與係統(tǒng)變量的合理使用(yòng)
由於加工所用機床為臥式四軸加工中心,故圖1所示(shì)加工內孔很容易在一次裝夾中通過機床轉(zhuǎn)台回(huí)轉(zhuǎn)全部完成,而此類零件的加工往往需要3個工作坐標係。假設1個(gè)為(wéi)角向基準設為 G56,另2個(gè)分別為兩端(duān)加工的坐標係 G54 和 G55。這 3 個工作坐標係之間的關係為:G54、G55 本身相差(chà) 180°,G54、G55又分別與 G56相差±90°,G54、G55的Y坐標相(xiàng)同,而 X 坐標數值相(xiàng)同、正負號相反。利用宏程序係(xì)統變(biàn)量更改(gǎi)工作坐標係。當探頭校正 G56角向基準及 G54 X 基準後,運行如下宏程序段:
#5241=-#5221 G55坐標係的 X 值等於 G54坐標係的-X 值
#5224=#5264-90 G54坐標 係 的 角 度(dù) 值 等 於 G56角(jiǎo)度基準-90°
#5244=#5264+90 G55坐 標 係 的 角 度 值 等 於 G56角度基準+90°
由上述程序段可知,工件加工所需的各(gè)個工(gōng)作坐標係可(kě)全部利用宏程序完成輸入,不需要任何人為輸入,完(wán)全避免了人為出錯的可能[4-5]。
5、結語
長徑(jìng)比(bǐ)的深孔加工,一直是機械加工的一個難題,特別是本文中(zhōng)各個台階孔有同軸度、圓柱(zhù)度等幾何公差要(yào)求(qiú)時。對於加工程(chéng)序編製,不能僅考慮程序正確與否,還應盡(jìn)可能降低操(cāo)作者難度及(jí)人為出錯的概率。當深孔加工時,僅靠刀具參數或加工程序等某一項改進(jìn)很難達到理(lǐ)想效果。合理的加工方法應綜合考慮加工步驟、刀具幾何(hé)參數、刀具切削參(cān)數和加工程序的優化等。
經過鏜削、研磨和珩磨等(děng)各種加工方式的(de)多次試驗,最終(zhōng)選擇用鉸削加工(gōng),來保證了零件各內孔的尺寸要求,解決了十餘(yú)種軍工重點型號大尺寸液壓殼(ké)體零(líng)件的加工瓶頸(jǐng)。
投稿箱:
如果您有(yǒu)機床行業、企業相關(guān)新聞稿件發(fā)表(biǎo),或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關(guān)新聞稿件發(fā)表(biǎo),或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多(duō)
博文選萃
| 更多(duō)
- 機械加工過程圖示(shì)
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲(sī)線切割(gē)機床的發展趨(qū)勢
- 國產數控係(xì)統(tǒng)和數(shù)控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒(dǎo)閉才
- 製造(zào)業大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人(rén)沉(chén)默。製造業的(de)騰飛,要從機床(chuáng)
- 一文搞懂數(shù)控(kòng)車(chē)床加工刀具補償功(gōng)能
- 車床(chuáng)鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽(zuàn)削與(yǔ)螺旋銑孔加工工藝(yì)的區別