


關鍵詞:切屑形(xíng)成機理;GH4169;PCBN 刀具;切削(xuē)力;刀具磨損
0 前言
為了應(yīng)對更加惡劣的工作環境,難加工(gōng)材料的應用越(yuè)來越多,高溫合金就是其中之(zhī)一,尤其是鎳基高溫合金,它廣泛的應用於航(háng)空航(háng)天領域[1-2]。高(gāo)溫合金是在600~1 200 ℃的溫度下仍然可以保持較好的(de)高溫性能(néng),同(tóng)時具有較好的機械性能(néng)。但高溫合金是一種典型(xíng)的難加工材(cái)料,現在加工高溫合金主要采(cǎi)用塗(tú)層硬質合金[3-5]以及陶(táo)瓷刀具[6],但(dàn)這些刀具材料都沒有達到較好的效果。因(yīn)此,應考(kǎo)慮先進的刀具(jù)材料, 例如聚晶立方氮化硼刀具(PCBN)[7-9],其在加工高溫合金方麵具有較大潛(qián)能,但是仍然存在很多問題:由於PCBN 刀具沒有斷屑槽,因此在切削過程中斷屑比較困難。
目前,切屑控製(zhì)的研究主要集(jí)中在一般工件材料的宏觀微觀形態,例如切(qiē)屑的形成、切屑的流動、切屑的卷曲等[10-12],而對於PCBN 刀具切削(xuē)高溫(wēn)合金切屑的研究較少。THAKUR 等[13]研究了幹式切削條件下,切削參數與切屑厚度和刀(dāo)-屑接觸長度,結果表明:切屑厚度隨切削(xuē)速度(dù)增加而增加;而(ér)進給量是影響刀-屑接觸長度的主要因素(sù),隨進給量(liàng)的增加而增加,隨切削速度增加而降低。KONG 等(děng)[14]利用有限元分(fèn)析的方(fāng)法(fǎ)研究了直角切削(xuē)過程切屑形成機理,結(jié)果表明:刀(dāo)具的(de)前角減小,易(yì)產生鋸齒形切屑,絕熱剪切現象更(gèng)加明顯,因為刀具前角減小,主剪切區內剪應(yīng)變增大,切削熱增多,切削(xuē)溫度升(shēng)高,切屑變形(xíng)程度增大。SIEMERS 等[15]研究了(le)Alloy 625 中Ag 的含量對切屑形成的影響規律。
ZĘBALA 等[16]研究了兩種不同斷屑(xiè)槽刀片對加工Inconel 718 刀具(jù)性能。GÜLLÜ 等[17]設計了Inconel718 加(jiā)工用新型斷屑槽,並對比(bǐ)了切屑的形狀。
綜上所述(shù),對PCBN 刀具高溫合金(jīn)切削過程中,對切屑的微觀形態的研究較少,因此本文主要研究PCBN 刀具切削高溫合金(jīn)鋸(jù)齒形切屑的微觀形態特征,考慮到切削(xuē)力(lì)對(duì)切屑微觀(guān)形態(tài)的(de)作用,首先研究切削參數對切削力的影響規律和(hé)切屑微觀形態參數的影響規律;然後,研究刀具磨損過程中切削力和切屑微觀參數的變(biàn)化規律,最後建立PCBN 刀具切削GH4169 的(de)鋸齒形切(qiē)屑的形成機理(lǐ)模型。
1 、鋸齒形(xíng)切屑的形成機(jī)理
鋸齒形切屑(xiè)的形成原因主要有兩種:絕(jué)熱剪(jiǎn)切和周期性斷裂理論。目前采用絕熱剪切理論更加容易解釋切削較低的熱導率的高溫合金材料產生的鋸齒形切屑(xiè)。KOMANDURI 等[18-19]最早提出絕熱剪切理(lǐ)論(Adiabatic shear theory, ASH)是鋸齒形切屑的形成的原因:剪切麵(miàn)上的工件材料因高(gāo)溫引起流動應力的下降大(dà)於應變硬(yìng)化引(yǐn)起流動應力的升高而使剪切抗力下降,產生剪切失穩;剪切變形更加(jiā)集中在發生剪(jiǎn)切變(biàn)形的剪切麵(miàn)上(shàng)並進一步促使剪切麵剪切抗力下降;這(zhè)兩(liǎng)個原(yuán)因使得剪切變形越來越高度集中在一個狹窄的(絕熱)剪切帶上,進而形成鋸齒(chǐ)形切(qiē)屑。TURLEY 等[20]在研究鈦合金切屑時,發現鋸齒形切屑形成的幾個階段:在切(qiē)削速度方向材料(liào)出(chū)現微小裂(liè)紋,然後在剪切帶出現絕熱剪切失穩,
形成絕熱剪切帶, 最(zuì)後形成(chéng)鋸(jù)齒形切屑。KOMANDURI 等[21]在絕熱剪切理論的基礎上,試驗研究(jiū)了切削速度在15.25~213.5 m/min 高溫合金Inconel 718 的切屑形(xíng)態,發現當切削速度高於61m/min 時出現了鋸齒(chǐ)形切屑。
硬態切削使用PCBN 或(huò)陶瓷刀(dāo)具,鋸齒形切屑的形成與高溫合金相似。DAVIES 等[22]建(jiàn)立了硬態(tài)切削鋸齒形切屑形成模型,如圖1 所示,當刀具切削刃運動到B′時,開始發生(shēng)絕熱剪(jiǎn)切失穩。切削刃繼續運動到A 點時,熱軟化(huà)效應使得沿著BD 進一步變形所需的應(yīng)力降低,並且刀具在BE 的應力迅速(sù)降(jiàng)低,同時(shí),由於ABB′區(qū)域內的材料受到擠壓和剪切,刀具前刀麵AB 的載荷增大。切削刃處材料的熱(rè)-力狀態和AB 及BD 上的應力對下一個鋸齒(chǐ)形切屑單(dān)元的形成起決(jué)定(dìng)性作用。如果切削速度明(míng)顯高於鋸齒形成的臨界切削速度(dù),沿(yán)BD 傳遞的載荷就迅速(sù)降低(dī)至接近(jìn)於零。由於剪切區的形成過程很快可視為絕熱,而剪切區(qū)前方的工件溫(wēn)度基本上和(hé)周圍(wéi)環境一致,因此下一個鋸齒(chǐ)的形成隻取決於AB上的壓力。此(cǐ)外,ELBESTAWI 等(děng)[23]研究了在硬態切削狀態下(xià)鋸齒(chǐ)形切屑的形成機理,提出鋸齒形切屑的(de)變形機理不是(shì)單純的剪切(qiē)變形過程,認(rèn)為表麵能和應變能密度理論能夠更好地解釋裂紋的產生(shēng)和發(fā)展。
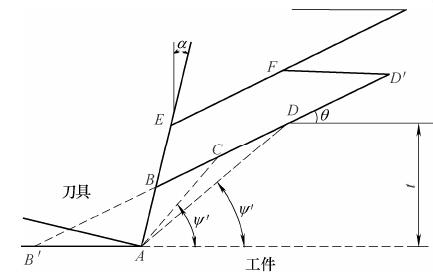
圖1 鋸齒形切屑(xiè)形(xíng)成模型
為了增(zēng)加PCBN 刀具切削刃(rèn)的強度,常常采用負倒棱切削(xuē)刃。目前對(duì)鋸齒形切屑的形成(chéng)機理研究不(bú)考慮切削刃(rèn)的結構,對倒(dǎo)棱切削刃在(zài)切削高溫合金的鋸齒形切屑形(xíng)成的機理研究相對較少,因此本文主要研究倒棱刃PCBN 刀具(jù)切削高溫合金的鋸齒形切屑的形成機理。
2 、切削高溫合金切削力試驗
PCBN 刀具(jù)切削高溫合金切削力較(jiào)大,並(bìng)且徑向(xiàng)切(qiē)削力最大,下麵試驗研(yán)究切削參數對切削力的影響規(guī)律。
2.1 試驗設備
圖2 為本文試驗裝置,其中試驗材料為高溫合金GH4169,試驗車床為CA6140,測力儀型號為Kistler 9257B,為了降(jiàng)低切(qiē)削溫度並提高潤滑性采(cǎi)用微量潤(rùn)滑 (Minimal quantity lubrication, MQL)係統[24]。試驗刀柄為PCLNR2525M12,95°主偏角,−5° 軸向前角和−5° 徑向前角; 刀片型號為CNGA120408,0.2 mm 倒棱(léng)寬度,15°倒棱角(jiǎo)度;PCBN 刀具材料為BZN6000,90%的CBN 含量,2μm 粒(lì)度以及Co、Al、Si 基結合劑。
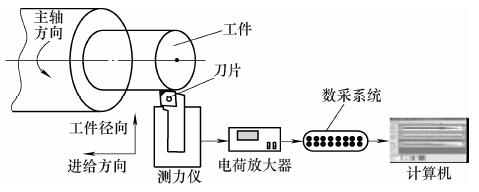
圖2 試驗裝置設置
2.2 試驗方法
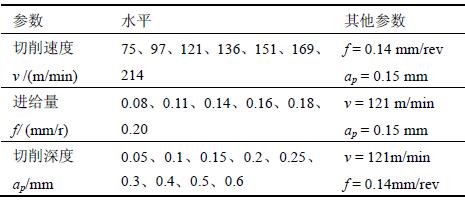
采用(yòng)單因素試驗參數主要包括切削速度v、切削深度ap、進給量f,其具體參數如表1 所示。
表1 單因素試驗參數表
2.3 試(shì)驗結果與討論
圖3 為切削速度對(duì)3 向切削力影響規律,其中(zhōng)Fx 為切削力在進(jìn)給方向上的分力 Fy 為工件徑向的分力,Fz 為切削速度方向上的切削分(fèn)力,Fy 為最(zuì)大,Fz 次之(zhī),而Fx 最小,是因為PCBN 刀具的負倒棱切削刃結構使得在切削過程中(zhōng)擠(jǐ)壓(yā)被加工表麵生(shēng)產的結果。觀察圖3 可知,切削速度增加,切削力Fx、Fy 和Fz 變化有降低的(de)趨勢(除去圖中箭頭所指的點),但是並不明顯。
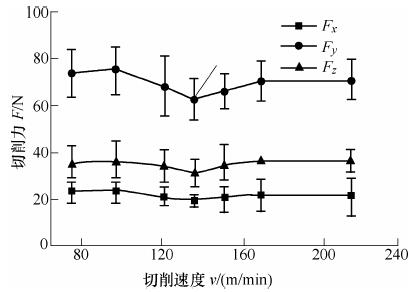
圖3 切削(xuē)速度(dù)對3 向切削力的影響規律
圖4 為切削深度對3 向切(qiē)削力Fx、Fy 和 Fz 的影響規律。隨著切(qiē)削深度增加,3 向切削力Fx、Fy 和(hé)Fz 增加,其(qí)中Fy 最大,Fx 次之,而Fz 最小。切削深(shēn)度增加使材料去除率明顯增加,因此切削力明顯增加。
圖5 為進給量對3 向切削力Fx、Fy 和 Fz 的影(yǐng)響規律,隨進給(gěi)量(liàng)的增加,Fy 和Fz 增加,而Fx 有降低趨勢,其中Fy 最大(dà),Fx 次之,而(ér)Fz 最小。Fx為進給(gěi)方向上的切削力,當進給速度(dù)增加時,高溫合金材料變(biàn)形的時(shí)間降低,因此進給方向上的切削力降低。
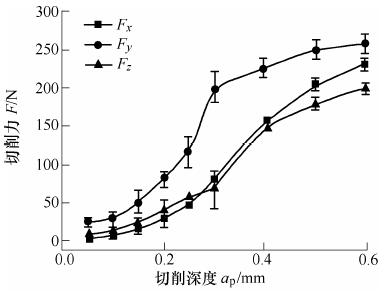
圖4 切削深度對(duì)切(qiē)削力的影響規律
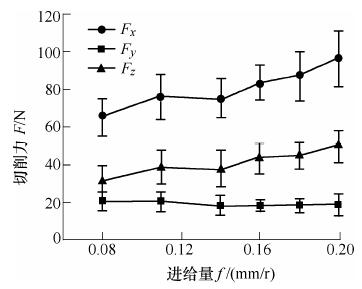
圖5 進給量對(duì)切削力的影響規律
試驗結果表明(míng):PCBN 刀具切削高(gāo)溫合金過程中徑向切削力Fy 明顯大於其他兩向切削力(lì)。並且切削深度(dù)對切削力的影響最大。
3 、切屑鋸齒微觀(guān)參數試驗
試驗設備和(hé)試(shì)驗(yàn)方法與第2.1 節相(xiàng)同,這裏(lǐ)采用KEYENCE VHX-1000E 超(chāo)景深顯微鏡觀察並測量切屑微觀形態。圖6 所(suǒ)示PCBN 刀具切削GH4169產生的切屑,本文采用切屑剪(jiǎn)切角λ、切屑厚度Hc、齒間角At、齒高Ht 描述切屑的(de)微(wēi)觀形態(tài)。試驗中發現所(suǒ)有切削參數下的切屑剪切角λ 都在43°~48°之間,因此剪切角與切削參數無關,因此下麵研究切削參數對其他切屑參數的關係。
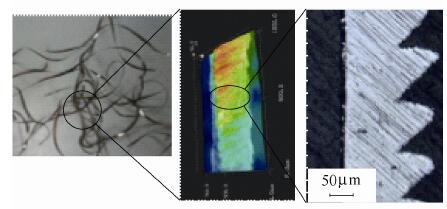
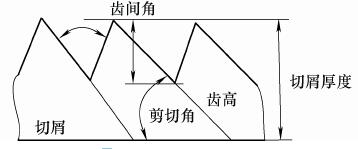
圖6 切屑微觀參數示意圖
3.1 切削速度對切屑(xiè)微觀參數(shù)的影(yǐng)響
圖7 為切削速度對切屑微觀參數的影響規律圖,其中(zhōng)圖7a、圖7b 和圖7c 分別為切削速度對切(qiē)屑厚度Hc、齒高(gāo)Ht 和齒間距Lc 的影響規(guī)律,圖7d~圖7h 分別為切削速度(dù)為97 m/min、121 m/min、136m/min、151 m/min、214 m/min 時切屑的宏觀形態。圖7a~7c 表明:當切削速度增加時,切屑厚度和切屑齒高總體(tǐ)下降趨勢,但是(shì)由於測量誤差齒厚的數值變化較大;齒(chǐ)間(jiān)角Ac 呈現出平緩的上升趨勢,並且其表麵範(fàn)圍50~70°之間變化。

圖7 切削速度對切屑微觀參數的影響規律
圖7d~7h 表明當切削速度為97 m/min 時,切屑的宏觀狀態最好,而隨著切削速度增加,切屑的宏觀狀態變得越來越(yuè)差。
3.2 切削深度對切屑微觀參數的影響
圖8 為切削深度對切屑微觀及宏觀狀態的影響規律,其中圖8a、圖8b 和圖(tú)8c 分別為切削深度對(duì)切屑厚度Hc、齒高Ht 齒間距Lc 的影響規律,圖8d~8h 分(fèn)別為切削深度為0.1 mm、0.2 mm、0.3 mm、0.4 mm、0.6 mm 時的切屑宏觀狀態。從圖中8a~8c 可知切(qiē)屑厚度(dù)和切屑齒高都升(shēng)高;隨著切削深度增加(直至0.4 mm),齒間角變化(huà)趨勢平穩;當(dāng)切削
深度為0.5 mm 時,齒(chǐ)間角(jiǎo)急劇下(xià)降;當切削(xuē)深度為0.6 mm 時,齒間角又略有上升。
從圖8d~8h 的形(xíng)態可知,當(dāng)切削深度為0.1 mm時,切屑的宏觀狀態最佳;當切削深(shēn)度為0.3 時,切屑(xiè)狀(zhuàng)態(tài)最差;切削深度繼續增加切屑狀態有所改善。

圖8 切削深度對切屑微(wēi)觀參數的影響規律
3.3 進(jìn)給量對切屑微觀參數的影響規律
圖9 為進給量對切屑微觀及宏觀狀態的(de)影響規律,其中圖9a、圖9b 和(hé)圖9c 分別為進給(gěi)量f 對切屑厚度Hc、齒高Ht 齒間距Lc 的影響規律,圖9d~圖9g 分別為進給量為0.11 mm/r、0.14 mm/r、0.16mm/r、0.18 mm/r、0.20 mm/r 時的切屑宏(hóng)觀狀態。從圖(tú)中9a~9c 可知,隨著進給量增加(jiā),切屑厚(hòu)度有(yǒu)升高的趨勢,而齒高先增大,當進給量達到0.14
mm/r 時,齒高有降低。齒間(jiān)角隨著進給量增加的變化規律不明顯,且在50°和60°之間。
圖9d~9h 上切(qiē)屑的宏觀形態可知,當進給(gěi)量f=0.16 mm/r 時(shí),切屑狀態相對較好,而在其他的參數下,切屑狀態較差。

圖9 進給量對切屑(xiè)微觀參數的影響規律
4 、刀具磨損(sǔn)對切屑參數影響
PCBN 刀具沒有槽型,刀具磨損也是影響(xiǎng)切屑控製的因素(sù)之一,因此有必要研究刀具磨損與切屑微觀形態參數的關係。因此采用與上文相同的試驗係統(tǒng),並選擇刀具磨損試驗(yàn)的切(qiē)削參(cān)數:v = 121
m/min,f = 0.14 mm/r,ap = 0.15 mm。切(qiē)屑剪切角(jiǎo)λ 的試驗結果與切削參數試驗(yàn)結果相似,絕大多數數值集中在43°~48°之間。
4.1 刀具磨損形態
目前,PCBN 主要應用(yòng)於鑄鐵(tiě)和淬硬鋼(gāng)加(jiā)工[25],其刀具磨損形式(shì)主要是前刀麵月牙窪磨損和(hé)後刀麵磨損。圖10 為切(qiē)削GH4169 用PCBN 刀具前刀麵的磨損形式,圖10aPCBN 刀片前刀麵,圖10b 和圖10c 為刀尖主(zhǔ)切削刃處磨損形態圖片以及SEM圖,圖10d 為切削區域外刀具磨損,圖10e、圖10f和(hé)圖10h 為PCBN 副切削刃微崩刃圖片和SEM 圖。
PCBN 前刀麵主要磨損形(xíng)式為副切削刃微崩刃,而微(wēi)崩刃的度量比較困難,故采用後刀麵磨損VB度量。
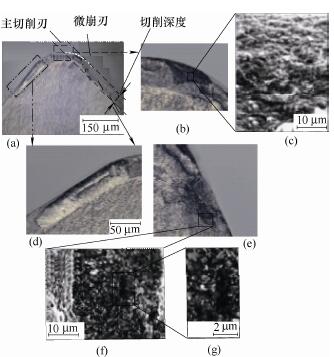
圖10 PCBN 刀具車削GH4169 磨損形式
4.2 刀具磨損對切削力影響
圖(tú)11 a 為PCBN 刀具後刀麵磨損VB 對切削力Fx、Fy 和(hé) Fz 的影響規律,圖11b~11f 分別為PCBN刀具磨(mó)損VB =20 μm、109 μm、151 μm、215 μm、231 μm 時的(de)刀具後刀麵磨損形態。在刀具磨損過程中刀(dāo)具VB≤109 μm 時切削力較低;而當VB>109 μm時,切(qiē)削力較高;當VB≥200 μm,切削力(lì)穩定(dìng)性較低。刀具後刀麵在初期為磨損狀態,如圖11 b 、11c 所示;當進入穩定磨損期後,刀具有出現微崩刃(rèn),如圖11 d~11f 所(suǒ)示。
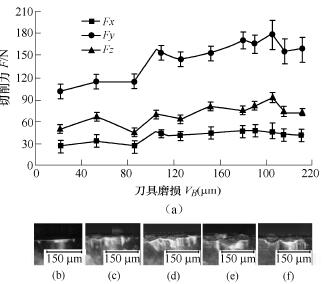
圖11 PCBN 刀具磨損量VB 對切削力的影響規律
4.3 刀具磨損對切屑微觀形態的影響規律
圖12 為刀具磨損量VB 對(duì)切屑微觀(guān)參數的影響規律,其中圖(tú)12 分別為磨損量VB 對(duì)切屑厚度Hc、齒高Ht 齒間(jiān)距Lc 的影響規律(lǜ)。圖(tú)12 表明:隨著磨損量VB 增加,切屑厚度呈現先(xiān)降低(dī)後升高的(de)趨勢(shì),但其(qí)數值變化不大,在120~160 μm 之間;切屑齒(chǐ)高變化趨勢與切屑厚度相似,齒間距(jù)有增加(jiā)趨勢,先降低而後升高,數值變(biàn)化較小,絕大多(duō)數在40~
60 μm 之間;齒間角在55°~70°之間變化,當VB≤200 μm 時,齒間角在55°到70°,而(ér)當VB 超過200μm,齒間角降低到50°到60°。

圖12 PCBN 刀具(jù)磨損量VB 對切屑微(wēi)觀參(cān)數的影響規律
5 、PCBN 刀具切削高溫合金(jīn)鋸齒(chǐ)形
切屑的(de)形成模型
PCBN 刀具切削高(gāo)溫合金鋸齒形切屑(xiè)形(xíng)成機理模型要以絕熱剪切理論為基礎,並結合TURLEY等[20]建立的切屑形成模型,充分考慮PCBN 刀具切削刃的倒棱結構在切削過程的(de)作用。
首先確定剪切帶的位置。
圖13 為PCBN 切削高(gāo)溫合金鋸齒形切屑斷屑模型,使用普通刀具切削時,認為絕(jué)熱剪切帶為AE[18-20],及絕熱剪切帶的斷裂熱從刀尖(jiān)位置開始。對於(yú)普通刀具其切向力大於徑向(xiàng)力,A 點為應力集(jí)中,因此斷裂點(diǎn)從A 點開始,A 點受拉應力。而PCBN刀具切削過程中徑向力遠(yuǎn)大於切向(xiàng)力,因此AA1A2區域的受力狀(zhuàng)態(tài)有(yǒu)所不同,徑向的擠壓力(A1A2 方向)
大於切向力(AA2 方(fāng)向),而且A 點處由於刀具與工件劇烈摩擦而溫度較高,因此斷裂點可能出現AA1 麵的一點(diǎn)(D 點),並且是(shì)由壓應力導致的斷(duàn)裂,即MN以下部分將成為工件被加工表(biǎo)麵的一部分。綜(zōng)上,PCBN 刀具刀(dāo)尖到A 點時,在DE 上出現絕熱剪切裂紋,發(fā)生剪切失穩。
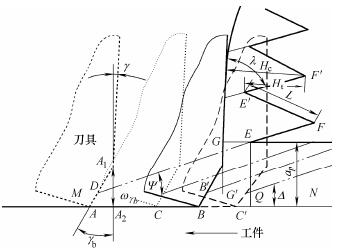
圖13 PCBN 刀具切削高溫合金鋸齒形切(qiē)屑形(xíng)成機理
出現剪切失穩後,DE 上麵的材(cái)料向切屑中流動,DE 下麵的材料向工件表麵流動,直到刀尖運動到B 點,進(jìn)而形成鋸齒形切屑。而此(cǐ)時(shí)的問題在於發生下一個剪切失穩的位置,有三種情況:① 發生在B 點前C 點(圖13),即,在前一個(gè)切削沒有完全形成前,出現下一個剪(jiǎn)切失穩帶;② 發生在(zài)B點,即,在前一個切削(xuē)沒有完全(quán)形成時,出現(xiàn)下一
個剪切失穩帶;③ 發生在B 點後C′點(圖13),即,在前一(yī)個切削沒有完全形成後,出現下一(yī)個剪切失穩帶。
可通過比較圖13 中AB 與E′F 的大小可確定下一個剪切(qiē)失穩的(de)位置。E′F 來源於工(gōng)件(jiàn)待加工表麵,因此如果E′F>AB 則表明(míng)C′為(wéi)下一個剪切失(shī)穩點;如果E′F=AB 則表明B 為下一(yī)個剪切失穩點;如果E′F<AB 則表明C 為下一個剪切失穩點(diǎn)。E′F 和AB 可通過切屑(xiè)的微觀參數求得,E′F 的長度L 為
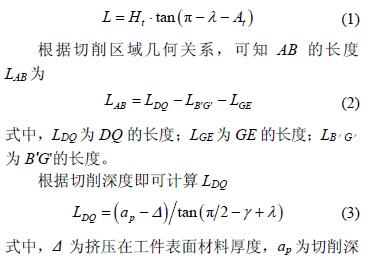
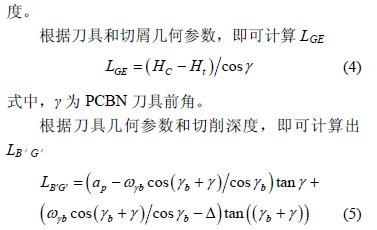
將切屑微觀參數和(hé)以上參數代入式(1)~(5)得到結果:E′F > AB。表明下一個剪切失穩點發生在C′點,即,在前一個切屑形成之後。因此PCBN 刀具切削(xuē)高溫合金GH4169 鋸齒形切屑的形成:當刀具運動到某一點開始(shǐ)出現絕熱(rè)剪切帶,發生剪切失穩;繼續運動到下一點,形成一個鋸齒;繼續(xù)移動一段距離(lí),出現下一次剪切失穩。
6 、結論
(1) 當切削速度增加,切削力略微降低;當切削深度增加時,切削力明顯增加;當進給量增加,切削力增加(除進給方向外);刀具後刀麵磨損(sǔn)VB 增加,切削力有增加趨勢。
(2) 切削區域剪切角(jiǎo)與切削參數和刀具磨損狀態無關,Ψ ∈[48°,53°];當(dāng)切削速度增加,切屑厚度和(hé)齒高降低,齒間角增大;當切(qiē)削深(shēn)度增加時,切屑厚(hòu)度和齒高明顯升高(gāo),齒(chǐ)間角降低(dī);當進(jìn)給量增加,切屑厚度有所增大,而齒高先增大後降低,齒間角變化不明(míng)顯;刀具後刀麵磨損VB 增(zēng)加,切屑厚(hòu)度和齒高先減小後(hòu)增大,齒間角總體降低。
(3) 當切削(xuē)速度為97 m/min,切削深度0.1 mm,進給量為0.14 mm/r 時,切屑(xiè)的宏觀狀態最好。
(4) PCBN 刀(dāo)具切削高溫合金絕熱(rè)剪切帶從刀具倒棱(léng)麵的某(mǒu)個點開始,而不是刀尖位置;鋸齒形切(qiē)屑的形成過程:當刀具運動到某一點開始出(chū)現絕熱剪切帶(dài),發生剪切失(shī)穩;繼續運動到(dào)下一點,形成一個鋸齒;繼續移動一段距離,將會出現(xiàn)下一次剪切失穩。
如果您有機床行業(yè)、企(qǐ)業相(xiàng)關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情(qíng)況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車)產量數據