


基(jī)於RFI D的數控機床刀具管理係(xì)統研究
2016-12-19 來源:蘭州理工大學機電工程學院 作者:高尚 剡昌鋒
摘(zhāi)要:數控加工過程中(zhōng)。對刀具(jù)管理自動(dòng)化的要(yào)求越來越高,但目前國內關於刀具管(guǎn)理係統自動化的研究相對較少。在結合RFID無線射頻技術的基礎上,提出了(le)一種基於RFID無線射頻技(jì)術的數控(kòng)機(jī)床刀具管理係統(tǒng)的實踐方(fāng)案。研究了刀具管理係統的基本(běn)架構。能夠實現(xiàn)刀具的日常管理、刀(dāo)具監測及快速選刀等功能。應用C#和SQL server軟件,開發了(le)刀具管(guǎn)理係統的模型。
關鍵詞:RFID數控機床刀具管理係統數據庫
1 .概述
機械製造業是國民經濟賴以發展的基礎,是其它經濟部門的生產手(shǒu)段(duàn)。決定著國家經濟實力(lì)、國防實力、綜合國力和在全球經(jīng)濟中的競爭與合作能力?,數控機床等機械加SE設備(bèi)對機械製造業起著至關(guān)重要(yào)的作用。工件的加工與成型依賴於(yú)各種數(shù)控刀具,數控刀具較為昂貴,且品種繁多,每把刀具又包含材(cái)料、形(xíng)狀、尺寸、壽命等諸多信息(xī),尤其是隨著數控加工設備和加工零件(jiàn)品(pǐn)種的不斷增加,其相應的資(zī)源信息也越來越龐雜。目前車間刀具(jù)識別(bié)與管理(lǐ)主要借助於人工或條形碼的方法,效率低、易出(chū)錯,且條碼易被汙染和損壞,難以有效實現刀具位置、使用、狀態與壽命的實時監測和跟蹤,導致刀具使用(yòng)混亂、出錯率高,資源浪費,進而影響產品的加工質量[2]。統計數據顯示,刀具費用占產品總(zǒng)成本(běn)的2%~4%,而刀具(jù)管理(lǐ)的費用占產品成本的15%~30%,遠遠高於刀具(jù)本身的(de)費用。
國外對(duì)刀具管理係統的研(yán)究開始較早,已(yǐ)經出現了一批(pī)較為成熟的刀具管理係統。國外刀具管理商用軟件主要有:英(yīng)國CTMS公司的CYMS,美國(guó)刀具(jù)供應商Cincinnati Milacron公司和德國Delkel公司開發的Tool Manager.德國TDM Systems GmbH公司開(kāi)發的TDM Systems.德國WALTER公司開發的TDM T001Assembly,瑞典Sandvik公(gōng)司成套商用刀具(jù)管理軟件Auto-TAS,美國Kennameta公司開(kāi)發的KATMS2等(děng)∽]。德國的刀具(jù)數據管(guǎn)理軟件(jiàn)TDM係統作為一種刀具管理軟件,可以從零件、庫存、切削參數(shù)、刀具壽命等方麵對刀(dāo)具進行全方位的管理。另一家(jiā)著名公司Sandvik公司開發的Auto—TAS。覆(fù)蓋了從采購、統計與(yǔ)報告、刀具室(shì)計劃支持和質量管理,集成了從(cóng)設計到製(zhì)造的全過程(chéng)[61。
賓夕法尼亞大學Cheng Chen—Yang等提出把RFID技術應(yīng)用於(yú)刀具供應鏈管理,達到了極大減少工作量、減少手動輸入錯誤、較少數據錄人(rén)時間(jiān)的效果[7]。國(guó)內刀具管理係統起步(bù)較晚,相比發達國家,國內的刀具管理係統自動化(huà)程(chéng)度低。上海飛機製造廠數控中心CIMS-V程的(de)MIS係統中的刀、工、夾、量具子係統,通(tōng)過基於ORACLE數據庫,基本解決了車間在刀(dāo)、工、夾、量(liàng)具管(guǎn)理方麵的問題,並可以與數控車間CIMS工程(chéng)的其它子係統進行集成,提高了數(shù)控車間的整體效益。西北(běi)工業大(dà)學較為係統地研(yán)究出了刀具管理係統,對刀具全壽命周期管理進行了研究[9]。
RFID(Radio Frequency Identification)即無線射頻(pín)技術。通過讀寫器和安裝於載體上的(de)RFID標簽,能夠實現對載體的非接觸識別和數據信息交換。再加上其具有方便快捷、識別速度快、數據容量大、使用壽命長、標簽數(shù)據(jù)可動態更改、抗(kàng)幹(gàn)擾能力強等特點,較條碼而言具(jù)有更好的安全性。RFID在工業生產中的應用主要集中在裝(zhuāng)備線上零部件的追蹤與管理和生產線(xiàn)物料監控,但在(zài)信息流、物料流比(bǐ)較繁雜的生產加工環節上應用很少。而這些環節往往具有更大(dà)的發展空間,能為企業節約更(gèng)多成(chéng)本。
基於RFID技術而建立的刀具管(guǎn)理係統(tǒng),通(tōng)過RFID來(lái)實現刀具管(guǎn)理(lǐ)的自動化。提高刀具管理(lǐ)的準確性、快速性以及(jí)穩(wěn)定性,其在硬件上采用RFID讀寫器、電子標(biāo)簽、天(tiān)線等設備器件;軟件上采用C#和SQLServer來實現刀具信息管理的自動化。目前。該係統已經初具規模,能夠(gòu)實現預想的基礎功能。
2.係統硬件及管理
2.1 射頻識別係統概述
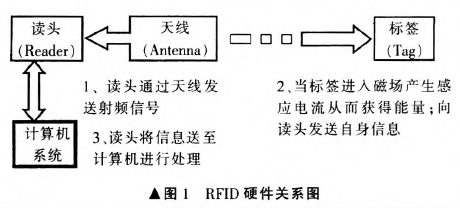
最基本的RFID係統由標簽(Tag)、讀寫控製器(Reade/Write Device)、天(tiān)線(Antenna)i部分組成,如圖1所示。電子標簽(qiān)中一般保存有約定格(gé)式的電子(zǐ)數據,在實際應用中,電子標簽附著在待識別物(wù)體表麵上。閱讀器可無(wú)接觸地讀取並識別電子標簽(qiān)中(zhōng)所保存的電子數據,從而達到自動識別物體的目的.通常閱讀器與電(diàn)腦(nǎo)相連.所讀取的標簽信息被傳送到電腦上進行下一步處理””。
2.2 刀具識別(bié)流(liú)程
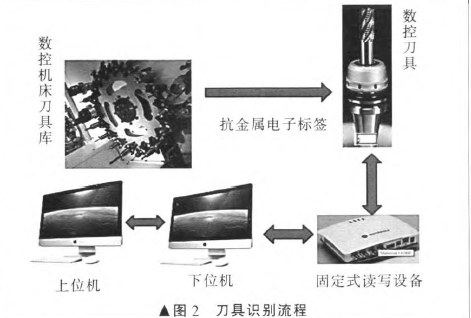
刀具識別流程(chéng)如圖2所(suǒ)示.先由上位機發出指令,再(zài)由下位機經過解碼後(hòu)傳遞給固定在刀具庫上的讀寫設備。讀(dú)寫器通過天線發射電(diàn)磁波,形成一定範圍的電磁(cí)場.當附著在刀具刀(dāo)柄部分的抗金屬電子標簽進入該(gāi)電磁場後.產生感應電流(liú),電子標簽獲得能量被激活。然後(hòu)電子標簽將(jiāng)自身的信息通過(guò)其內置的(de)天線發送出去.係統接收天線收到從電子標簽發送的載波(bō)信號,經天線調(diào)節器傳送到(dào)讀寫設備,讀寫設(shè)備再將信息傳遞給下位機,再由(yóu)下(xià)位機將信息轉換成數字信號反饋(kuì)給上位機,進而將刀具信息顯示在用戶界麵(miàn)上。
3.刀具管理係統
3.1 係統架構
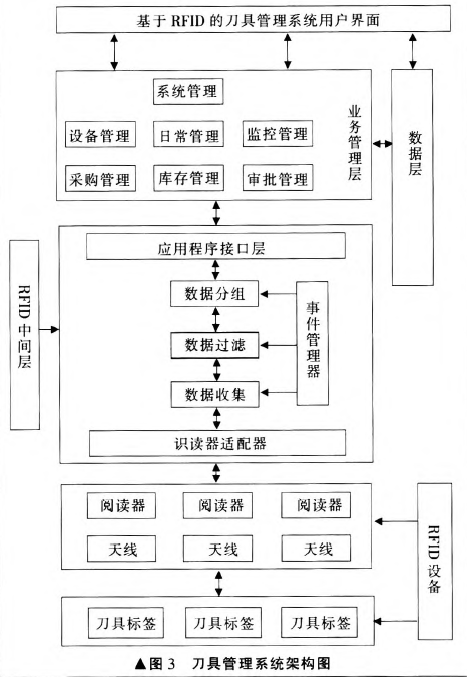
刀具(jù)管(guǎn)理係統的基本(běn)架構如圖3所示,用(yòng)戶通過
軟件(jiàn)用(yòng)戶窗(chuāng)口界(jiè)麵(miàn)可以(yǐ)對設備、采購(gòu)、庫存等多種信息(xī)進行管理,還可以控製RFID讀寫(xiě)器對附著在刀具上的電子標簽進行讀/寫操作、SQL Server運行於Windows平台,是高(gāo)性能、高可靠(kào)性、高(gāo)質量的關係數據庫管理係統.筆者選擇(zé)SQLServer數據庫(kù)。
3.2軟件(jiàn)係統的主要功能
對刀具管理係統的設計主要是為了使其能夠實現用戶(hù)管理、讀寫器基本參數設置、識別刀具、刀具選用等基礎功能,為後(hòu)續刀具壽(shòu)命實時(shí)監測等複雜功能的實現(xiàn)奠定基礎。
3.2.1用戶管理
用戶管理是最基本的功能.決定了哪些人能夠進入該(gāi)係統對其進行信息增(zēng)刪等。
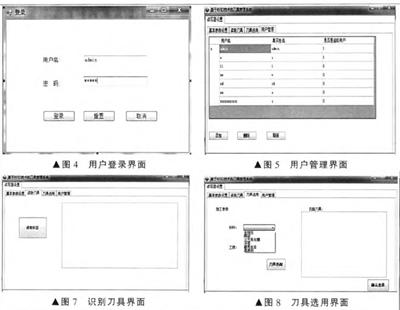
用戶登錄界麵及用戶管理(lǐ)界麵如圖4、圖5所示,該模塊可以添加多個用戶,以及一個具有刪除(chú)用戶等多種權限的超級用戶,用戶在(zài)注冊時,需要輸入(rù)指定的秘鑰(yào)才能注冊成功,這就保證了刀具管理係統的安全(quán)性。同時便於對係統的管理。
3.2.2讀寫器基本參數設置
讀寫器在(zài)工(gōng)作之前需對其進行針對工作環境的需

要而進行的各種參數設置,使其(qí)處於(yú)正常的工作狀態。參數設置界麵如圖6所示。
在此界(jiè)麵,能夠根據不(bú)同的識別對象及環境設置RS232串口號、串口波特率等讀寫器的(de)基本參數,同時(shí)具有連接讀寫器、斷開讀寫器等按鈕(niǔ),以(yǐ)及讀寫器發生故障時對(duì)其的重啟按(àn)鈕,便於對讀寫器的控製(zhì)與操作。
3.2.3識別刀具
當電子標簽進(jìn)入天線的識別範圍時。需要由界麵來顯示被識別刀具的各項參數信息。
識別刀具界麵如圖7所示。界麵左側有操控完成讀取刀具電子標簽上(shàng)信息的讀取標簽按鈕.當讀寫器讀取到電子標簽(qiān)中的EPC號時,會在後台與數(shù)據庫中的EPC號進行比對,在界(jiè)麵右側窗口顯示出對應刀具的(de)各項參數;當查找數據庫中無此EPC號時,彈出窗(chuāng)口“是否添加新的刀具”.從而添加(jiā)新的刀具.更新數據庫(kù)中的信息。
3.2.4刀具選(xuǎn)用
刀(dāo)具選用界(jiè)麵(miàn)如圖8所示,在界麵左側設置(zhì)了兩個選擇刀具(jù)的(de)條件,進行最基本的(de)選刀,分別是刀具材料(liào)、加工工序。兩個條件采用(yòng)選擇式按鈕.刀具材料包括金剛石、陶瓷、立方氮化(huà)硼、塗層、硬質(zhì)合金以及高(gāo)速鋼等常用的刀具材料;加工工序包含切削、鑽(zuàn)削、鏜削、銑削(xuē)等最基本的加工工序。在數據庫中,每條EPC號對(duì)應的刀具基本參數包含有(yǒu)其刀具材料、適用的加工工序以及刀庫號等,當選定了(le)刀具選擇(zé)條件後,係統會匹配出(chū)滿足該條件的刀具,將刀具及其各項參數顯示在右側窗口,用戶可以清晰地看到其所在(zài)的刀庫號,便於加工過(guò)程(chéng)中的選刀。
4.結論
筆者提出了一種基於RFID的彩控刀具管理係統架構,以實現刀(dāo)具作息的管理自動化,采用C#和(hé)SQlServer實(shí)現了部(bù)分功能。包含幫助假用者(zhě)的快速選(xuǎn)刀及刀具(jù)狀態的實時盥測等(děng)功能。未來(lái)將進一(yī)步實(shí)現刀具彤態的實(shí)時監測,並對刀具信息管理(lǐ)係(xì)統的各項功(gōng)能進行優(yōu)化完善,確保該係統能夠更加(jiā)穩定地運行,快速性和準確性都能得(dé)到一定提(tí)升。
投稿箱:
如果您有機床(chuáng)行業、企(qǐ)業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企(qǐ)業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬(mǎ)")
業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多