


在生產加工中,采用可(kě)轉位刀片技術的刀具已經取代了大部(bù)分切削刀具,但在滾齒加(jiā)工中由於(yú)前期的投資較大,至使生產廠家猶豫不絕,本文通過製造經濟理論給大家分析如何用可轉位滾刀技(jì)術來大幅降低單件加工成本。
當(dāng)一個項目確立前期,有許多環節(jiē)需要評估,其中對於完(wán)成年產能的(de)設(shè)備數量估算則是投資成本最大的一塊,而如何去計算設備所需(xū)數量是整個(gè)項目成敗的關鍵;隨著訂單的增加,原有的產能變(biàn)為瓶頸,投資新設備是(shì)大多數廠家的選擇,但新設(shè)備的交期、昂貴的設備投資也是(shì)一個極大的阻礙(ài)。其實通過提高設(shè)備利用率,可以輕鬆解決上述問題。
原有滾齒加工技術經過幾(jǐ)十年的(de)發展已經到達了頂峰,即使是使用了塗層技術或粉末冶金技術,其發展仍滯後於其它可轉位刀(dāo)具,例如麵銑、高速鑽等,更不用說是對付難加工材料。大(dà)多(duō)數滾刀還是需要冷(lěng)卻液或油,所帶來(lái)的後續處理(lǐ)成本也會愈來愈高。
可轉位滾刀的切削原(yuán)理與普通高速鋼滾刀完全相同,就是把(bǎ)高速鋼的每個切(qiē)削齒改(gǎi)成可換刀片的,這樣就無需修磨(mó)、重塗。可(kě)轉位滾刀利用刀片加塗層技術,可以大幅提升加工線速度,在滾削加(jiā)工中線速度的(de)提高與加工效率(lǜ)成正比,直接縮短了單件的加工(gōng)時間(jiān)。
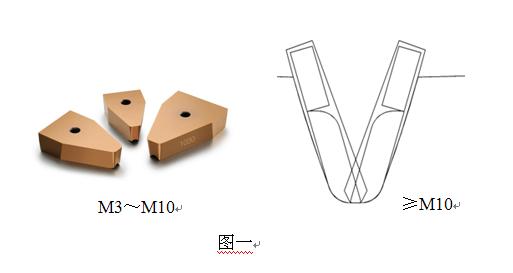
對於不同的模數,其法向齒槽的大(dà)小也相差甚遠。我們通過對可轉位刀片的成本分析得知模數10正是一個性價比的分界點,即模(mó)數3至10我們選擇整片刀片型成滾刀齒型,對於10模及以上則采用左右兩刀片(piàn)接成滾刀齒型。(見圖一)
齒輪檢測有多(duō)項指標(biāo),其精度也受眾多因(yīn)素的影(yǐng)響。保證滾刀自身的製造、安裝精度(dù)對(duì)加(jiā)工出高精度齒(chǐ)輪至關重要。整體滾刀由於是一次安裝刃磨成形,各項指標相對於容易達到,而可轉位滾刀則要分別考慮刀體精度,刀片精度及裝(zhuāng)配精度,刀片之間還要有良好的互換性。要實現這些需要建立在現代加(jiā)工技術上。
對於模數10及以下滾刀(dāo)采用整體刀體,在數控機床上一次(cì)加工成型。加工及檢測、使用時也采用同一檢測環(huán),精度(dù)可控製(zhì)在0.01mm以(yǐ)內。刀片定位沒有采用傳統的螺釘,而是通過iLock技術(shù)的刀片底麵的V型(xíng)導軌及刀片後麵(miàn)來(lái)實現定位,並通過楔(xiē)塊來夾緊(見圖二)

這種結構也可以實現刀片的快迅更換,隻需扭(niǔ)轉楔塊(kuài)螺釘2圈即可實刀片折卸和安裝。刀片(piàn)全周(zhōu)精磨,重(chóng)新安(ān)裝後的誤差可控製在0.01mm以內。
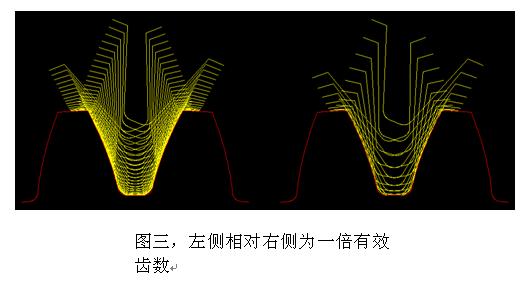
由(yóu)於Coromill 176刀片的兩側都是切削刃,相比於傳統可轉位滾刀采用的左右搭接刀(dāo)片來形成一個齒槽的方式,多了一倍的有效齒,這使得CoroMill 176可以采用更(gèng)高的工作台進給。同(tóng)時也可以獲得更(gèng)優(yōu)的齒廓漸開線型。(見圖三)
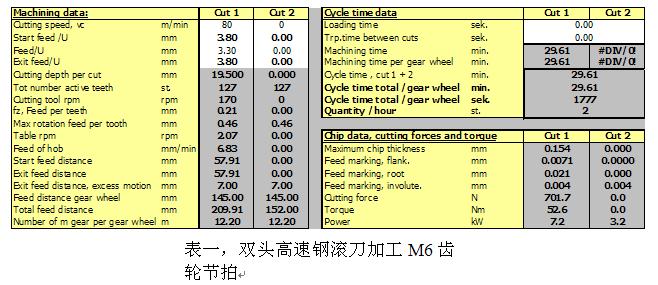
下麵我們用客(kè)戶的實際案例來分析一下單件齒輪的加工成本。通常來(lái)講大部分成本是由單件材料成本(běn)+單件加工(gōng)的刀具成本+單件加工的機床等(děng)成(chéng)本構成,而材料成本相對是固定的,所(suǒ)以我們隻比較後兩種成本。
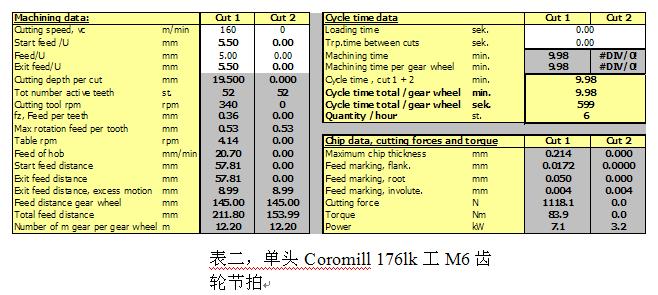
表一為客戶采用雙頭滾刀加工模數6齒輪的生產(chǎn)節拍,30分鍾一件。表二為客戶采用單頭可轉位滾刀的生(shēng)產節拍,10分鍾一件。
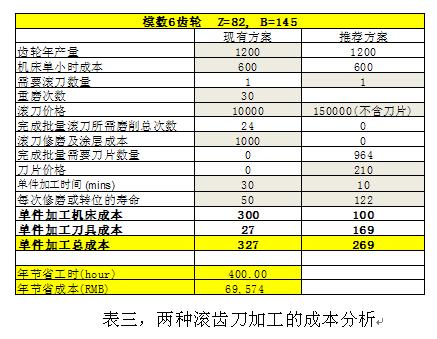
那麽我們通過表三可以計算出年成本的構成。雖然單件加工的刀具成本增加很多,但單件加工機床成本降的更多。綜合起來單(dān)件成本降低了17%,這還(hái)沒有考慮冷卻液(yè)所帶來的節約。
通過對單台機(jī)床的效率提升,提(tí)高其產(chǎn)能。在(zài)項目(mù)投資初期就可以減少機床的投資數量(liàng),在滾齒生產成為瓶頸時,也無需等待新機床的到(dào)位。
如果您(nín)有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用(yòng)車(轎車)產量數(shù)據
- 2024年11月 新能源汽車(chē)產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地(dì)區金屬切削機(jī)床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數據
- 機械加工過程圖示
- 判斷(duàn)一台加工中心(xīn)精度的(de)幾種辦(bàn)法
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和數控機(jī)床何去何(hé)從?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板做(zuò)了(le)十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機(jī)床
- 一(yī)文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝的區別